Language: 日本語 | English
Language: 日本語 | English
誘導加熱 EV オイルレスジョイント 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 オイルレスジョイント
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV 中空シャフト 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 中空シャフト
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV 軽量サスペンション 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 軽量サスペンション
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV アルミダンパーボデー 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 アルミダンパーボデー
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV アルミロワーアーム 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 アルミロワーアーム
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV 電動ブレーキハウジング 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 電動ブレーキハウジング
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
高周波焼入れ 割れ 焼割れ 研磨割れの原因
https://www.nc-net.or.jp/company/88995/product/detail/89873
高周波焼入れ 焼入れ 熱処理 コストダウン
https://www.nc-net.or.jp/company/88995/product/detail/83051
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV 電動ブレーキキャリパー 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 電動ブレーキキャリパー
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV アルミハウジング 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 アルミハウジング
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
誘導加熱 EV スクリューネジ 試作 脱炭素
【加工方法】 誘導加熱
【部品名】 EV
【事業内容】 スクリューネジ
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
富士電子工業 ioT 誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/84034
焼き入れ 高周波 焼ばめ 富士電子
https://www.nc-net.or.jp/company/88995/product/detail/113694
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV 駆動モーター 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 駆動モーター
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ステータ 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ステータ
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ロータ 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ロータ
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV モーターハウジング 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 モーターハウジング
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV サイドカバー 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 サイドカバー
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV 水冷ジョイント 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 水冷ジョイント
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV マグネットワイヤ 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 マグネットワイヤ
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ステータコア 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ステータコア
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ワイヤ絶縁塗料 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ワイヤ絶縁塗料
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業株式会社 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV 高電圧バスバー 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 高電圧バスバー
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV メタルガスケット 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 メタルガスケット
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ロータヨーク 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ロータヨーク
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部。
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ロータシャフト 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ロータシャフト
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV 電動パワーステアリング 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 電動パワーステアリング
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
熱処理 EV ステアバイワイヤー 試作 脱炭素
【加工方法】 熱処理
【部品名】 EV
【事業内容】 ステアバイワイヤー
【対象車種】 試作
【その他】 脱炭素
富士電子工業は創業以来、「技術で世の中に貢献する」
その志の下、高周波誘導加熱の技術力の向上に努めて参りました。
設備メーカーであり、加工屋でもあり、試作開発も行っている富士電子工業
だからこそ、お客様のニーズに合った最適な提案ができます。
試作開発/受託加工/装置製造に関するご相談は富士電子工業まで!
★インスタグラムも始めましたー!
♯富士電子で検索☆L(´▽`L )♪
――――――――――――――――★―☆。.:*:・゜―
富士電子工業(株) 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――
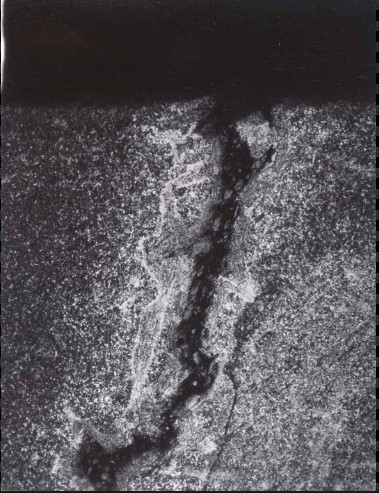
ワークを加熱した場合、様々な要因により割れが発生することがあります。
ここでは割れ方の種類と、対策について触れています。
◆予熱割れ◆
熱応力によるもので、鋳鉄、低抗張力材料で焼入れ部に近接して、孔溝、薄肉部等の
加工してある場合発生し易い。昇温速度に注意すると同時に加工順序を変更し、余肉
をつけて焼入れ焼き戻し後正規の寸法に仕上げする等の検討を行う。
◆焼割れ◆
昇温速度、加熱速度、焼入温度、保持時間、冷却方法、条件等が材質、形状、前処理
と関連していずれも適正であったかどうかによるものである.
従って原因も単純なものは少なく、幾つかの原因の組み合わせによるので、対策も
多岐にわたって慎重に検討して行うべきである。
◆焼戻し割れ◆
誘導加熱による焼き戻し、再焼入れの場合、いずれも急速加熱の際の昇温速度にとくに
注して行うことが重要である。
◆置き割れ◆
形状が比較的複雑なもので、特に炭素量の多い特殊鋼では焼入れ後の経過時間が
問題となるので、焼入れ後できる限り早く焼き戻しを行い、焼入れのまま長時間放置
しないこと.
◆矯正割れ◆
常温で行わず温間矯正により、矯正量を急激に大きくせず、受け台、当てがね、荷重
の選定を慎重に行い、矯正後は必ず安定化低温焼き戻しを忘れてはならない。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部まで
お気軽にご相談下さい。
・S45C SUS440C SCM440 焼き割れを防ぐ 焼入れ条件 とは
https://www.nc-net.or.jp/company/88995/product/detail/116955
高周波焼入れ 割れ 焼割れ 研磨割れの原因
https://www.nc-net.or.jp/company/88995/product/detail/89873
「高周波焼入れ」って何だ?
https://www.nc-net.or.jp/company/88995/product/detail/59519
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは.
富士電子工業㈱ 営業部まで.
大阪府八尾市老原6-71
072-991-1361
・東京営業所.
東京都港区浜松町1-12-14
03-5472-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*
◆加工前の歪み
加工前の熱処理、矯正、重切削等を行ったものは加工応力が残っている場合その影響がでているので低温歪取り焼き鈍しを行う。
◆予熱歪み
肉厚不同、薄肉、断面アンバランス形状、中空円筒などの焼入れの場合均一昇温を
するための部分的予熱で、逆に温度分布が腹筋いつになると、種々の歪みを生じ、
焼入れによって倍加されることがあるので注意を要する。このため形状、肉厚の変更、
加工順序の再検討、焼入れパターンの変更、変形防止物質の使用等の対策を行う
ことが有効。
◆曲がり
曲がりには大曲がり、複雑まがり、一方向へのそり、焼き始め、焼き終わり起点の
曲がり等加熱に起因する曲がりと、冷却方法(冷却剤の種類、冷却の時期状態等)
によって種々の曲がりの様子、量の大小が生ずるので、事前の対策により焼入れ後
の修正加工、矯正が可能な方向、範囲等総合的に対策する必要がある。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部まで
お気軽にご相談下さい‼
「持続可能な未来に向けた技術革新 - 脱炭素と低フリクションギヤの進化」
https://www.nc-net.or.jp/company/88995/product/detail/113823/
高周波焼入れのIOT(可視化) FD-ioT(エフディオット) 熱処理.
https://www.nc-net.or.jp/company/88995/product/detail/199757/
高周波熱処理加工ロボット ディオン君 自社制作 焼入れコイル.
https://www.nc-net.or.jp/company/88995/product/detail/200010/
~~~~~~~~~~~~~~~~~~~~~~~~
Youtube部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
高周波焼入れでお困りのお客様は、是非富士電子にお問い合わせください。
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――
構造用合金鋼の一種である、SCM435(クロムモリブデン鋼)の材料をご存知でしょうか。
機械構造用合金鋼は、炭素Cのほかに、マンガンMn・クロムCr・ニッケルNi・モリブデンMoなどの合金元素を適量添加したもので、その量に応じて鋼の性質に変化を及ぼします。
SCM435にもこれらの合金元素が添加されており、さまざまな特性を持っています。
しかし、その内容について詳しく知っている方は少ないのではないでしょうか。
◆SCM435の機械的性質(硬度、強度、比重)
SCM435は、炭素量0.33~0.38%、モリブデン0.15~0.30%程度を含むクロムモリブデン鋼の一種です。降伏点は785MPa以上、引張り強さ930MPa以上、硬度は269~331の機械的性質を有しています。
SCM435は、焼入れ焼戻しをすることで、高い強度と靭性(粘り強さ)を得られるため、強度や耐摩耗性を必要とする機械部品などに多く採用されています。
SCM435の成分値、および機械的性質については以下の表の通りです。
クロムムモリブデン鋼は、材料の中心部まで焼入れしやすく、空冷のように冷却速度が遅くても焼入れできるのが特徴です。歪の発生も抑えることが可能です。
クロムモリブデン鋼のなかでも、SCM435は比較的高い機械的性質を持っています。
靭性(粘り強さ)も有しており、材料が割れにくいのもポイントです。
そのため、加工性も良好です。美しく仕上げもできるほか、溶接性にも優れているため、美観が求められる製品に採用されることも多いです。
また、500℃前後の高温環境下でも強度が落ちにくいため、高温高圧の箇所に使われることもあります。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部までお気軽にご相談下さい.
・高周波焼入れとは? 電磁誘導を利用した誘導加熱.
https://www.nc-net.or.jp/company/88995/product/detail/123597/
・鋼材の硬さ比較 HV硬度 ビッカース硬 S45C、SCM435など・・
https://www.nc-net.or.jp/company/88995/product/detail/93530
・合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材.
https://www.nc-net.or.jp/company/88995/product/detail/126400
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――
機械構造用炭素鋼と機械構造用合金鋼についてご紹介したいと思います。
【機械構造用炭素鋼】
機械構造用炭素鋼には条鋼(SC材)、鍛鋼品(SF材)、鋼管(STKM材)があり、
機械要素材料として、強靭性、疲れ強さ、精度などが要求される。
キルド鋼塊を熱感加工して製造され、一般に焼入焼戻しなどの熱処理を施す。
SF材とSTKM材には、化学成分の程化に機械的性質(引っ張り強さ、降伏点、伸び等)
が決められているが、SC材は化学成分のみである。炭素鋼は焼入れ性がわるいため
質量効果が大きく、大型部品では強度(強さ)が得られないこともあり、注意を要する。
十分に焼きが入る条件は、肉厚が約20mm程度までか、または高周波焼入れなどで
表面の一部を薄く焼入れする場合に限る。
【機械構造用合金鋼】
機械用素材のうちでも、機械構造用炭素鋼では焼入性不足のため十分な強靭性が
得にくいので、合金元素を添加して強靭性を得ることを目的とした鋼である。
クロム鋼(SCr)
クロムモリブデン鋼(SCM)
ニッケルクロム鋼(SNC)
ニッケルクロムモリブデン鋼(SNCM)
マンガン鋼(SMn)、マンガンクロム鋼(SMnC)
浸炭鋼(はだ焼鋼)
窒化鋼
焼入性を保証した構造用鋼材(H鋼)
ボロン鋼
などがあります。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部まで
お気軽にご相談下さい。
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
072-991-1361
・東京営業所.
東京都港区浜松町1-12-14
03-5472-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*

富士電子工業は、1960年の創業以来、高周波誘導加熱装置の開発・製造の中で
日本で初めて、工作機械の鋳物製ベッドの摺動面を高周波焼入することに成功
して以来、数々の技術革新の末、高度に自動化した設備を完成させています。
【予熱焼入れとは?】
・ 一回の加熱で温度不足となる場合に、予熱を1~数回繰返し行い、
最終的に本加熱~焼入れを行う。
【予熱焼入れの有効性】
・高品質に寄与する技術有益性
・保有設備の能力(高周波電源容量)限界を補うため
※弊社は大出力器を複数台保有しているので、本目的の予熱焼入れは
行いません。
【予熱焼入れの目的】
1.焼割れ防止効果
2.深焼入れ
3.凹凸ワークの均熱
4.低歪化
5.端面効果の緩和
硬さ S45C SCM435 鋼材について.
https://www.nc-net.or.jp/company/88995/product/detail/93530
合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材って?
https://www.nc-net.or.jp/company/88995/product/detail/126400
FD-ioT(エフディオット)で装置のスマート運用を IOT設備
https://www.nc-net.or.jp/company/88995/product/detail/178614/
お問い合わせは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
愛知県名古屋市中区金山1丁目9-17
金山スズキビル7F
TEL:052-322-1361
FAX:052-322-1362
炭素工具鋼についてご紹介します。
鉄に炭素(C、0.55 - 1.50%)、ケイ素(Si、0.10 - 0.35%)、マンガン(Mn、0.10 -
0.50%)を含む炭素鋼である。キルド鋼を圧延または鍛造、据込み鍛錬するこ
とにより製造する。
特に指定のない限り、鋼板および鋼帯は圧延のまま、それ以外は焼なましを行
い加工性がよく、熱処理により適当な機械的性質を得易い反面、焼き入れ性が
悪く焼き入れ時のトラブルがあるため、その使用量は高合金工具鋼への移行に
より減少傾向にある.
炭素工具鋼に限らず工具鋼は、一般に共析組成以上の高い炭素濃度を有して
いる。これは、組織中に形成される多量の炭化物により、優れた摩擦性を与える
ためである。
固溶化熱処理のさい、これらの炭化物をすべて雇用させることはしない。
何故ならば、Acm線以上の温度から不用意に冷却すると粒界に網目状炭化物を
形成して著しくもろくなるからである。また高炭素は安定度が高いため、残留オー
ステナイトが30%以上にも達し、焼き入れ硬さはかえって低下してしまう。
さらに1%Cを越える高炭素マルテンサイトは、焼き入れの時点ですでに内部に割
れを生じているといわれている。したがって固溶化熱処理温度は鋼のC%に関係
なく、A1点に近い温度に設定される。この場合、固溶されずに残留する炭化物を
一次炭化物あるいは残留炭化物と呼び、焼き戻しの際に新たに析出してくる二次
炭化物と区別している。
一次炭化物の形状と分布は耐摩擦性に直接関係する重要な因子であり、できる
だけ微細かつ均一に分布していることが望ましい。しかし、それらは主として鋼材
の製造履歴に依存するものであり、合金工具鋼、ねつしょりだけでその改善をは
かることは通常困難である。この点、炭素工具鋼は炭素の拡散が早いので、鍛造
や圧延によって比較的容易に一次セメンタイトの形状制御をおこなうことができる。
二次炭化物は、焼き入れによって生じるほぼ共析組成のマルテンサイトから析出
してくる。このようなセメンタイトも耐摩耗性に寄与するこてゃもちろんであるが、
その主たる役割は一次炭化物を支える強固なマトリックスを提供する点にある。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部まで
お気軽にご相談下さい。
高周波 SCM435 SCM440 SCM445 S40C S45C S50C 炭素鋼 合金鋼 焼入れ.
https://www.nc-net.or.jp/company/88995/product/detail/123472
合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材って?
https://www.nc-net.or.jp/company/88995/product/detail/126400
★インスタグラムも始めましたー!
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは.
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
072-991-1361
・東京営業所.
東京都港区浜松町1-12-14
03-5472-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*
合金鋼はNi,Mn,Cr,Mo,V,Wなどの合金元素を添加した鉄鋼材料です。靭性や耐熱性などを付与したいわゆる「強じん鋼」と呼ばれています。また加工がしにくい材料でもあり、ダイヤモンド砥石ではなく、CBN砥石での加工の方がが向いています。
SCr材(クロム鋼)
炭素鋼にCrを添加したもので、焼き入れ性に優れ、焼き戻しをすることで炭化物が析出して、じん性の高い材料になります。低炭素にクロムを添加したものは、はだ焼用として使われます。JISの規程では、添加するCr量は0.9~1.2%となっています。
SCM材(クロムモリブデン鋼)
上述のクロム鋼に、Mo(モリブデン)さらに少量添加もので、熱処理が容易にしてあります。高温でも硬さを維持できる耐熱性に優れます。添加するMoの量は、0.15~0.3%程度です。通称、クロモリと呼ばれている材料です。
SNC材(ニッケルクロム鋼)
Ni(ニッケル)をクロム鋼に添加したタイプです。一般にはSCM材のほうがよく使われていますが、強靭な性質を持つ鋼です。Ni量はおおむね1.0~3.5%程度です。
SNCM材(ニッケルクロムモリブデン鋼)
上記の鋼種で添加されている素材をまとめて入れたような鋼で、高級な強じん鋼とされます。JIS規程上は、例えばSNCM630ではNi(2.5~3.5%)、Cr(2.5~3.5%)、Mo(0.5~0.7%)、引っ張り強さが1080N/mm2以上、降伏点885N/mm2以上、硬さHBS302~352となっています。
SMn材(マンガン鋼) | SMnC材(マンガンクロム鋼)
機械構造用炭素鋼のうち、Mnの含有量が1.2~1.65%としたのがSMn材で、伸びや絞りを低下させること無く、引っ張り強さ及び降伏点を高くした材料です。 このうち、Crを0.35~0.7%添加したのがSMnC材で、さらに引っ張り強さと降伏点を高めてあります。炭素鋼にもMnは種類によって0.3~0.9%含まれています。
H鋼材(焼入性を保証した構造用鋼)
構造用の炭素鋼や合金鋼は、焼入れや焼き戻しを行なって目的とする性質に調整してから用いますが、ここで鋼自体が持つ焼入性が問題となります。焼入れ端からの指定された距離での最低と最高の硬さを保証している材料がこのH鋼材です。SCM435Hのように材料記号の末尾にHがつきます。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部までお気軽にご相談下さい。
・高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
・高周波焼入れ 深さ 材質 規格 硬さ ②
https://www.nc-net.or.jp/company/88995/product/detail/115927
・変態膨張歪と熱応力歪 マルテンサイト
https://www.nc-net.or.jp/company/88995/product/detail/124904
YOUTUBEチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★.―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―.☆。..:*:・゜――――――――――――――――
鉄鋼材料の種類は、大きく9つに分類ができる
鉄は、硬い鉄(鋼)を削る「工具」に用いられる鉄(工具鋼)、錆ない鉄(ステンレス鋼)
といった様に、組成・製造法・処理方法によって材料特性を大きく変えることができ、
用途によって極めて多くの品種が存在することが特徴です。
一般に、鉄鋼製品の種類は、日本工業規格(JIS)の鉄鋼製品の分類方法にしたがい
取引されます。JISによると、鋼は、普通鋼と特殊鋼に大きく分類されます。そして、
後者の特殊鋼は、さらに合金鋼、工具鋼そして特殊用途鋼の3つに分類されます。
炭素量を基準とした鉄(鋼)の分類を示しています。成分(ここでは炭素量)、用途に
応じて、さまざまな品種の鋼が存在することが分かりますね。
さらに、詳しくみていくと、(1)機械構造用鋼、(2)建設用鋼材、(3)高張力鋼、(4)厚板・
薄板、(5)線材、(6)ステンレス鋼、(7)電磁鋼鈑、(8)表面処理鋼板、(9)鋳鉄に分類
することができます。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部まで
お気軽にご相談下さい。
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
072-991-1361
・東京営業所
東京都港区浜松町1-12-14
03-5472-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*

こうした鉄鋼材料を用いて部品や装置を試作するには、材料を加工して所望の形状・
性質にしなければなりません。
(1)成形加工:型にはめて所定の形状を造る
鋳造:重力鋳造、ダイカスト鋳造、低圧鋳造、ロストワックス、連続鋳造
塑性加工:自由鍛造、型鍛造、押し出し、引き抜き、圧延、曲げ加工、深絞り加工、
せん断加工、ファインブランキング、順送型プレス加工、焼結:焼結
(2)除去加工:不要な部分を取り去り所定の形状にする
切削:旋削加工、フライス加工、穴あけ加工、歯車加工、ブローチ加工
研削:平面研削、円筒研削、心なし研削、両面研削加工、ホーニング加工、
超仕上げ加工、ELID研削砥粒研磨:ラップ加工、バレル加工
放電加工:ワイヤ放電加工、型彫り放電加工
切断加工:レーザ切断、ガス切断、ウォータージェット切断
(3)付加加工:材料を付加して所定の形状を造る
積層造形:3D金属プリンタ積層造形、3D樹脂プリンタ積層造形
(4)接合加工:部品を接合して所定の形状を造る
接合:溶接、接着、ハンダ、カシメ、焼バメ、圧入、ロウ付け、ねじ固定
(5)全体熱処理:部品全体組織を改質する
熱処理:焼き入れ、焼きもどし、焼きなまし、焼きならし
特殊熱処理:固溶化熱処理、サブゼロ処理)
(6)表面熱処理:部品表面の組織を改質する
表面熱処理:高周波焼入れ、浸炭焼き入れ、窒化処理
(7)電気化学処理:部品表面に金属膜、酸化膜を生成させる
メッキ:電気めっき、無電解めっき
化学処理:3価クロム化成処理、りん酸塩処理
陽極酸化:アルマイト処理
(8)塗料被膜:部品の表面に塗料を付着
塗装:塗布、焼付塗布
(9)物理的表面処理:部品表面改質
ショットブラスト:ショットピー二ング、サンドブラスト
-などがあります。
熱処理に関するお悩み、お問合せは富士電子工業㈱営業部まで
お気軽にご相談下さい。
合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材って?
https://www.nc-net.or.jp/company/88995/product/detail/126400
焼き入れ 高周波 焼ばめ 富士電子.
https://www.nc-net.or.jp/company/88995/product/detail/113694
★インスタグラムも始めましたー!
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは
富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
072-991-1361
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1-12-14
03-5472-1361
*・・*・・*・・*・・*・・*・・*・・*・・*

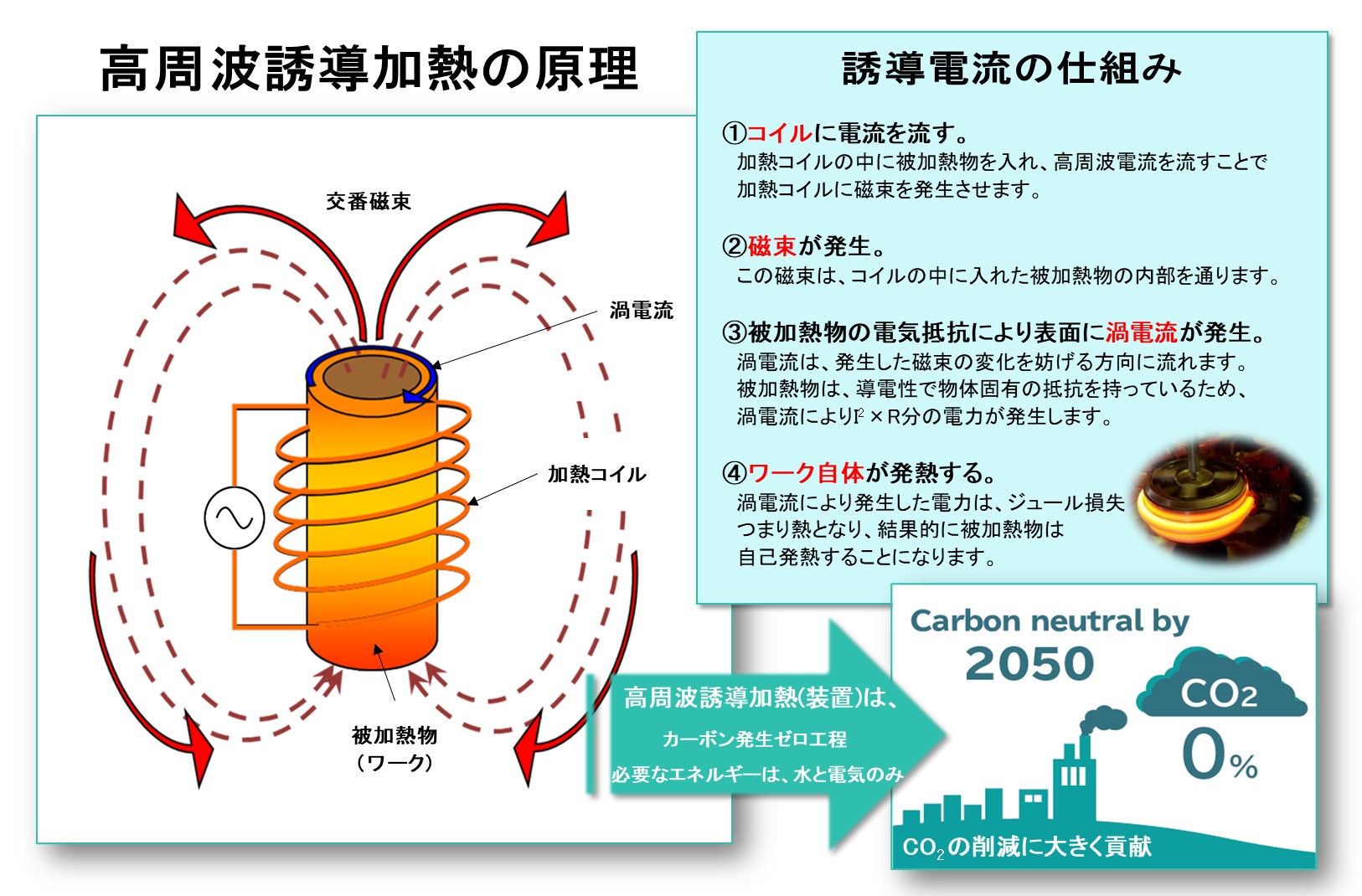
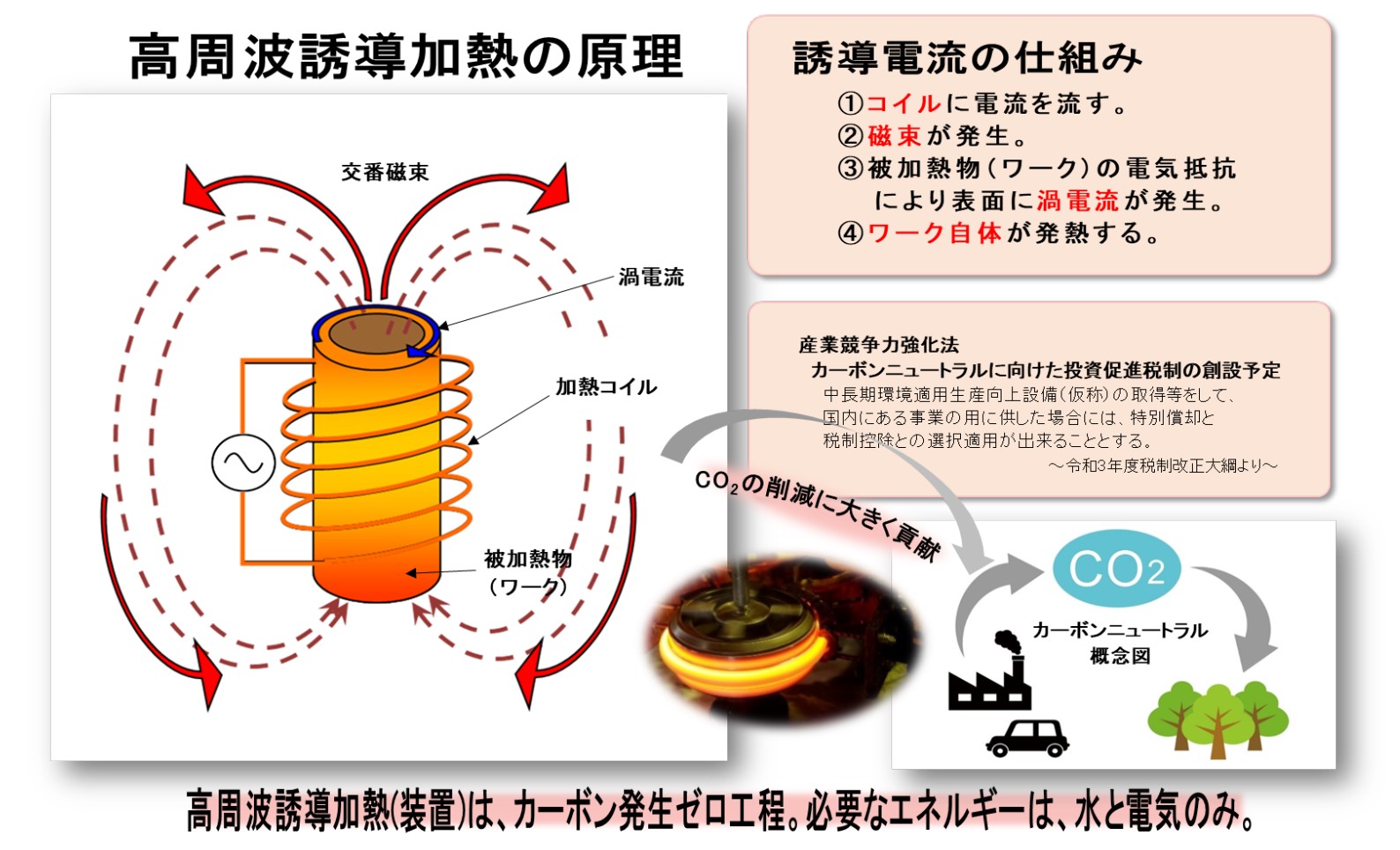
高周波誘導加熱を利用した代表的な熱処理には、高周波焼入れと高周波焼き戻し
があり、直接加熱による急速短時間加熱、表皮効果による表面加熱、適切な加熱
コイルの選択による部分加熱という優れた特徴を利用している。
中でも高周波焼入れは、耐摩耗性、疲れ強さ、靭性の向上を目的とした鋼の表面
硬化法として広く活用されており、次に示すような材質面およびプロセス面での特徴
が得られ、種々の機械部品の高強度化、小型軽量化などに役立っている。
◆材質面での主な特徴.
・表面硬さが高く、優れた耐摩耗性、疲れ強さが得られる。
・表面圧縮残留応力が大きく、優れた疲れ強さが得られる。
・組織が微細で、優れた延性、靭性、疲れ強さが得られる。
・脱炭がほとんど見れれず、疲れ強さの低下や不安定化の心配が少ない。また、
酸化スケールも少なく、きれいな表面が得られる。
・変形が少なく、場合によっては研削などの後工程の省略が可能である。
・上記の長所を利用すれば、比較的安価な鋼種を用いても、優れた特性を発揮
させることができる。
・焼入れ前の炭素や合金元素の分布の不均一さが、焼入れ組織や特性に反映
されやすい。
◆プロセス面での主な特徴.
・熱効率が優れ、作業時間が短く、省エネルギー、省力化によるコストの低減が
可能である。
・熱サイクル設定の自由度が大きく、周波数、出力、加熱コイル仕様、冷却
システムなどを適切に組み合わせることにより、焼入特性の調整が可能である。
・電気エネルギーを用いた直接加熱ゆえ、作業環境が比較的清潔である。
・システムの運転、停止が迅速に行える。
・作業が標準化しやすく、自動化やインライン化が容易である。
・加熱コイル、冷却装置の汎用性が乏しく、焼入れ仕様を満足するには、加熱
コイルと冷却装置の適切な設計と、精度の良い製作加工が重要因子となる。
・加熱、冷却時間が短いため、わずかな条件変動が焼入品質に大きく営業する
ことがある。
熱処理に関するお悩み、お問合せは
富士電子工業㈱営業部まで
お気軽にご相談下さい
高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
高周波焼入れ 深さ 材質 規格 硬さ ②
https://www.nc-net.or.jp/company/88995/product/detail/115927
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは
富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
072-991-1361
・東京営業所.
東京都港区浜松町1-12-14
03-5472-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*
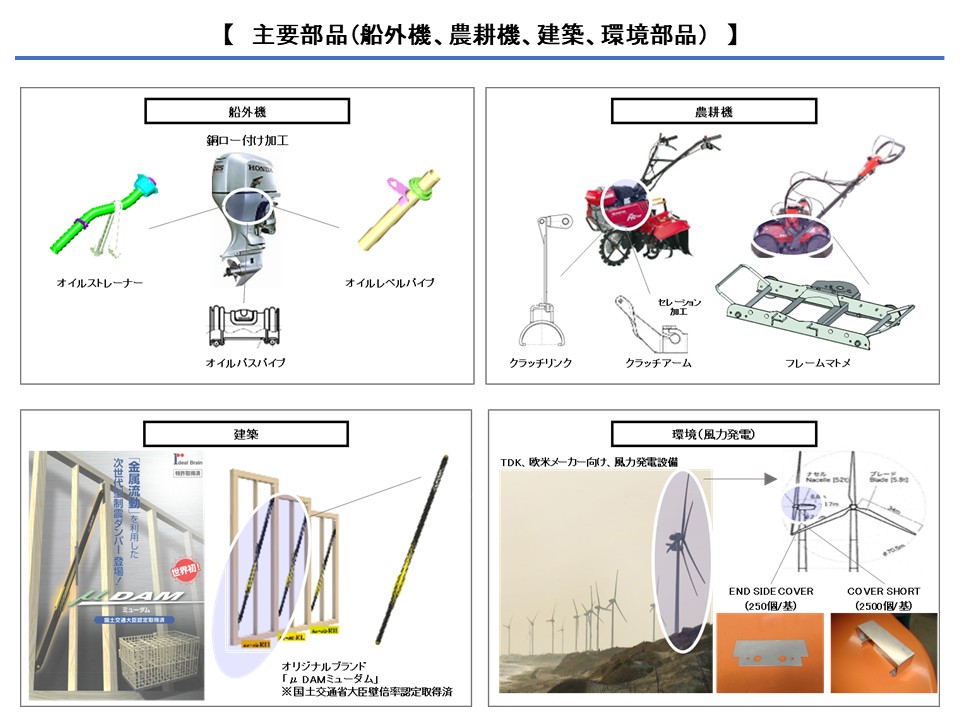
船外機(ロー付け)、農耕機(各種フレーム及び稼働部機構開発)、建築部材等の設計及び製造の実績を持っております。

材質:C1100R
板厚: t0.3
サイズ:W6xD6xH6
絞り加工は順送金型で対応します。
その他、絞り加工の製品事例はこちら
https://www.kyowa-hearts.com/sibori/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

当社のCNC三次元フリーフォームパイプベンダーを使用すれば、STP、STKM、SUS、アルミ、銅、真鍮等冷間塑性加工に向いた金属系パイプを曲げることができます。
■ 特徴
・溶接レス
・連続複合R加工が可能で間にストレートがいりません
・外径に合わせた金型を製作すればOK
・機械に干渉しなければ360°以上曲げれます
材質、数量、IGES(中心線)をいただければ検討可能です!
【お問い合わせ先】
日進精機 ㈱ 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
------------------------------------------------------------------------------
【関連記事】
◎パイプベンダーについて
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・簡易版
▸ ココ
◎パイプ曲げ加工例
・ベンチ(オブジェ)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269323/
・ストリートオブジェ
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269322/
・パーテーション
https://ja.nc-net.or.jp/company/1285/product/detail/269321/
・階段の標識
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269358/
◎特許技術『WaveーTruss』について
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
担当:F.N
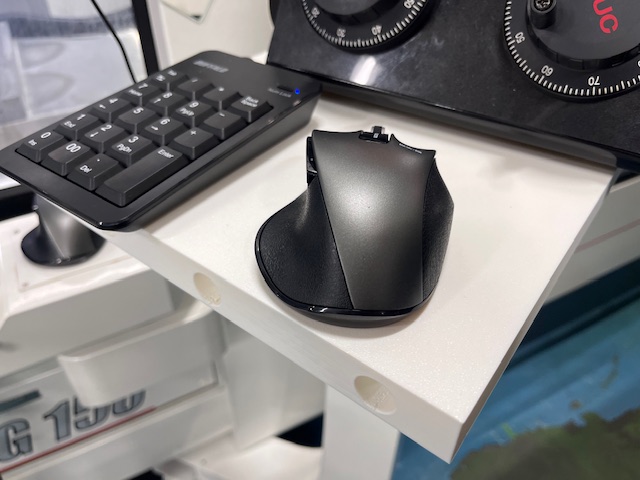
今回は「3Dプリンター」で製作したグッズをご紹介いたします!
現場でこれあったら便利だなぁ、、と思ったものを実際に作ってみようということで、
ロボット搭載型デジタルプロファイル研削盤「DPG-150」操作盤の下に電卓やマウスが置けたら便利なので、操作盤の下にちょい置き棚を作ってみました。高精度な3Dプリンター機を使用しているので、棚を固定ネジ等で固定することなく、操作盤アームぴったりに作りました。
職人気質の社員さんならではの発想ですよね。
これからもアイディアグッズの製作楽しみにしております!
次回は文房具立てをご紹介します!
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H
今回は、CNCフリーフォームパイプベンダーの加工例をご紹介します。
弊社では、自由形状のパイプ曲げを可能にするCNCフリーフォームパイプベンダーを販売しています。デザイン性の高い形状にも対応でき、これまでにもさまざまな加工実績があります。
本題の加工例ですが、実は社内にもこの機械で曲げた手すりや階段の標識が使われています。
お客様から「おしゃれですね」と言われることもあり、「実はうちで曲げたんですよ」とお伝えすると驚いていただくこともしばしばです(笑)
お客様の層も幅広く、同業社様はもちろん、デザイナーの方からアート作品のご依頼まで、さまざまな用途でご相談いただいています。
「こんな形できる?」という軽いお問い合わせでも大歓迎です。
ぜひ一度、弊社のフリーフォームパイプベンダーの可能性を体感してみてください!
❀お問い合わせ先❀
日進精機 ㈱ 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
------------------------------------------------------------------------------------------------
【関連記事】
◎パイプベンダーについて
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・簡易版
▸ https://ja.nc-net.or.jp/company/1285/product/detail/268245
◎パイプ曲げ加工例
・ベンチ(オブジェ)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269323/
・ストリートオブジェ
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269322/
・パーテーション
https://ja.nc-net.or.jp/company/1285/product/detail/269321/
・階段の標識
▸ ココ
◎特許技術『WaveーTruss』について
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
担当者:M.H

小ロット、試作から大量生産品まで対応しています。
マルチフォーミング加工の専門工場として60年以上、数千種類の経験と数百億個の生産実績があります。
線材、板材の折り曲げ加工を得意としております。
板ばね、線ばね、異形ばね、接点、端子、金具類などマルチフォーミング製品はおまかせ下さい。
ステンレス・真鍮材・異形材・特殊材・レアメタル等
特にばね材料などスプリングバックのある材料や複雑な形状のものを得意にしています。
技術相談、お見積りはeメール、FAX、お電話にてお待ちしております。
担当:宮田
順送金型で樹脂に金属をカシメる工法。
カシメる工法はバーリングカシメという方法です。自動カーテンレールに使われる部品です。

【途中割裂】
一体物

【ステンレス鏡面仕上げ材のR曲げ加工で実現する高精度と効率化】
ステンレス材料の鏡面仕上げ製品は、美しい外観と優れた耐久性が求められる一方で、高度な加工技術と精密性が必要とされます。クラフテックオカモトでは、試作から量産まで一貫して対応する技術力で、金型レス加工を活用し、効率的かつ低コストな製造を実現しています。
本記事では、R曲げ加工を中心とした弊社の取り組みについて詳しく解説します。
【技術の特長と性能】
ステンレス鏡面仕上げ材のR曲げ加工には、微細な傷や歪みを防ぎつつ、精密な仕上がりが求められます。クラフテックオカモトでは、サーボベンダーを使用した金型レス加工を採用し、試作段階での柔軟性を確保。量産時にはサーボプレスを導入し、加工精度を維持しながらコスト削減を実現しています。このプロセスは、大手複写機メーカーでの実績が証明する信頼性と安定性を備えています。
【顧客のメリットと活用事例】
金型レス加工は、初期費用の大幅削減と短納期対応を可能にします。特に、設計変更が頻繁な製品開発段階では、その柔軟性が大きな利点です。弊社の技術を導入したお客様からは、「初期コストが削減でき、試作品のフィードバックを迅速に反映できた」との評価を頂いております。また、量産対応に移行した際も、精度を保ちながらコストダウンを達成し、結果として製品全体の競争力を高めることができました。
【環境配慮とコスト削減】
クラフテックオカモトの金型レス加工は、従来のプレス加工に比べ廃棄物の削減やエネルギー消費の効率化にも寄与します。最新鋭の加工設備を駆使し、CO2排出削減を実現。また、精密な生産管理体制を整え、無駄を排除した生産プロセスで顧客のコスト負担を軽減します。
【まとめ】
クラフテックオカモトのR曲げ加工技術は、試作から量産までの幅広いニーズに対応可能です。高精度な加工技術と環境に配慮した生産プロセスを融合させ、コスト削減と品質保証を両立します。ステンレス鏡面仕上げ材の加工でお困りの際は、ぜひクラフテックオカモトへご相談ください。
【企業情報】
株式会社クラフテックオカモト
(旧:渡邊プレス工業株式会社)
所在地:〒208-0023 東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551
FAX:042-560-2828
HP:http://www.craftec-ok.com/index.html
Google Map:https://maps.app.goo.gl/2twnYYX6aoWExYMt6

φ5丸棒曲げ
φ16まで曲げ加工可能です。
薄板超精密部品
薄板精密部品
厚物部品
金型製作
角パイプ
溶接加工/スポット加工
組立、塗装、大物塗装、メッキ品など。
設計/試作/量産まで何でもやります!
是非、㈱クラフテックオカモトにお問い合わせください!
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com

クラフテックオカモトによる宅配ボックス金属筐体に関する製造開発協力により、新世代宅配ボックスの製造及び販売がスタートしました。(2020年5月)
製品紹介ページもぜひ、ご覧下さいませ。
製品紹介ページ:https://okawahanbai.thebase.in/
上記の例をはじめとして、クラフテックオカモトが長年にわたり自動機、電子機器筐体関連製品で培った精密板金加工技術と製品化ノウハウにより、満足いただける製品をお客様にご提供致します。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com

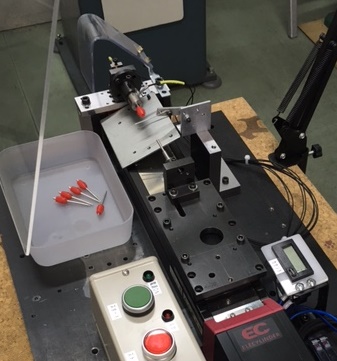
樹脂PPとステンレスシャフトの圧入に使用する圧入機になります。自社で設計製作しました。今までハンドプレスを使用していましたがこの装置を使用して1日で出来る数量が1000p増えました。(生産効率1.5倍)
圧入機の案件がありましたらサンテクスにご相談下さい。
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
樹脂PPとステンレスシャフトの圧入に使用した圧入機になります。圧入位置の管理を行う為にセンサーを追加し、また作業数量がわかるようにカウンターを取付けております。圧入機の製作はサンテクスにご相談下さい。
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

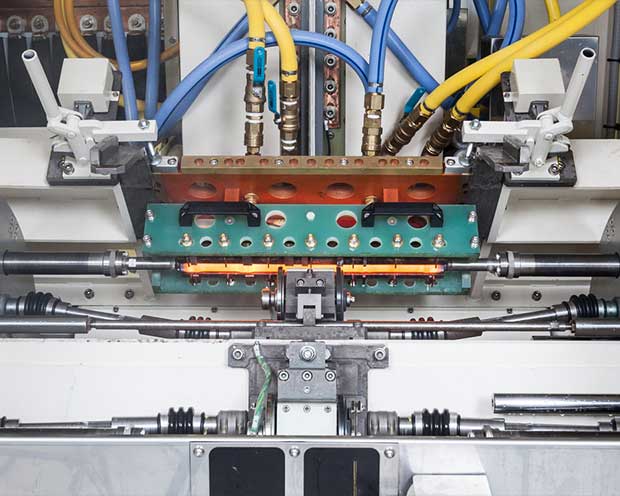
電縫管パイプ等の溶接には、薄肉であればあるほど、高い周波数で加熱する必要があります。
電縫管とは平たい鋼板を筒状に丸め、その継目を溶接して製造される鋼管です。
文字通り電気エネルギーで縫うように溶接するので電縫管と呼ばれます。
この電縫管の溶接には、誘導加熱を用いた高周波加熱が使われており、継ぎ目に渦電流を流し、その熱で継ぎ目を溶かしたのち、それを丸めることで溶接される仕組みです。
ただし、これを低い周波数でやろうとしても、電気の性質とワークの電流浸透深さの関係から、上手く加熱されません。
それは電縫管の肉厚が薄いほど、顕著に表れます。
・例えば、1mm~2mmの電縫管を溶接する場合、材質の差異はありますが、およそ300後半~400kHzの周波数が必要になります。
高周波加熱において、この周波数を出す装置が、⚡「発振器(インバーター)」と呼ばれるものです。
発信器は電気設備であり、内蔵されている回路には、「直列共振回路」 と 「並列共振回路」 の2種類があります。
細かな違いは長くなりすぎるため割愛しますが、高い周波数を出すこと自体は、直接・並列どちらでも可能です。
―では何が違うのか?
―答えは安定性と、汎用性です。
高い周波数を安定して出す場合、肝心なのは電圧の制御能力です。
周波数が高いほど、その制御は難しくなり、また対象ワークが変わると、更に難易度は上がります。
並列共振回路を用いた発振器なら、電圧の制御に非常に優れており、また対象ワークが変わっても安定して加熱することが出来ます。
富士電子工業では、並列共振回路を用いた発振器の製造・販売をしており、加熱コイルを含めた加熱設備本体の製造・販売も行っております。
高精度の加熱装置をお探しなら、是非富士電子工業にお問い合わせ下さい!
・発振器 トランジスタインバータ「FOCUS」 電力変換効率(CTR) 95%以上、並列共振回路
https://www.nc-net.or.jp/company/88995/product/detail/94678/
・浸炭焼入れ 高周波焼入れ 違い メリット
https://www.nc-net.or.jp/company/88995/product/detail/178643
・高周波焼入れとは? 電磁誘導を利用した誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/123597
・電縫鋼管(でんぽうどうかん)とは? ~高周波誘導加熱を用いた銅管溶接~
https://www.nc-net.or.jp/company/88995/product/detail/85928/
ゆーちゅー部チャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所。
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――
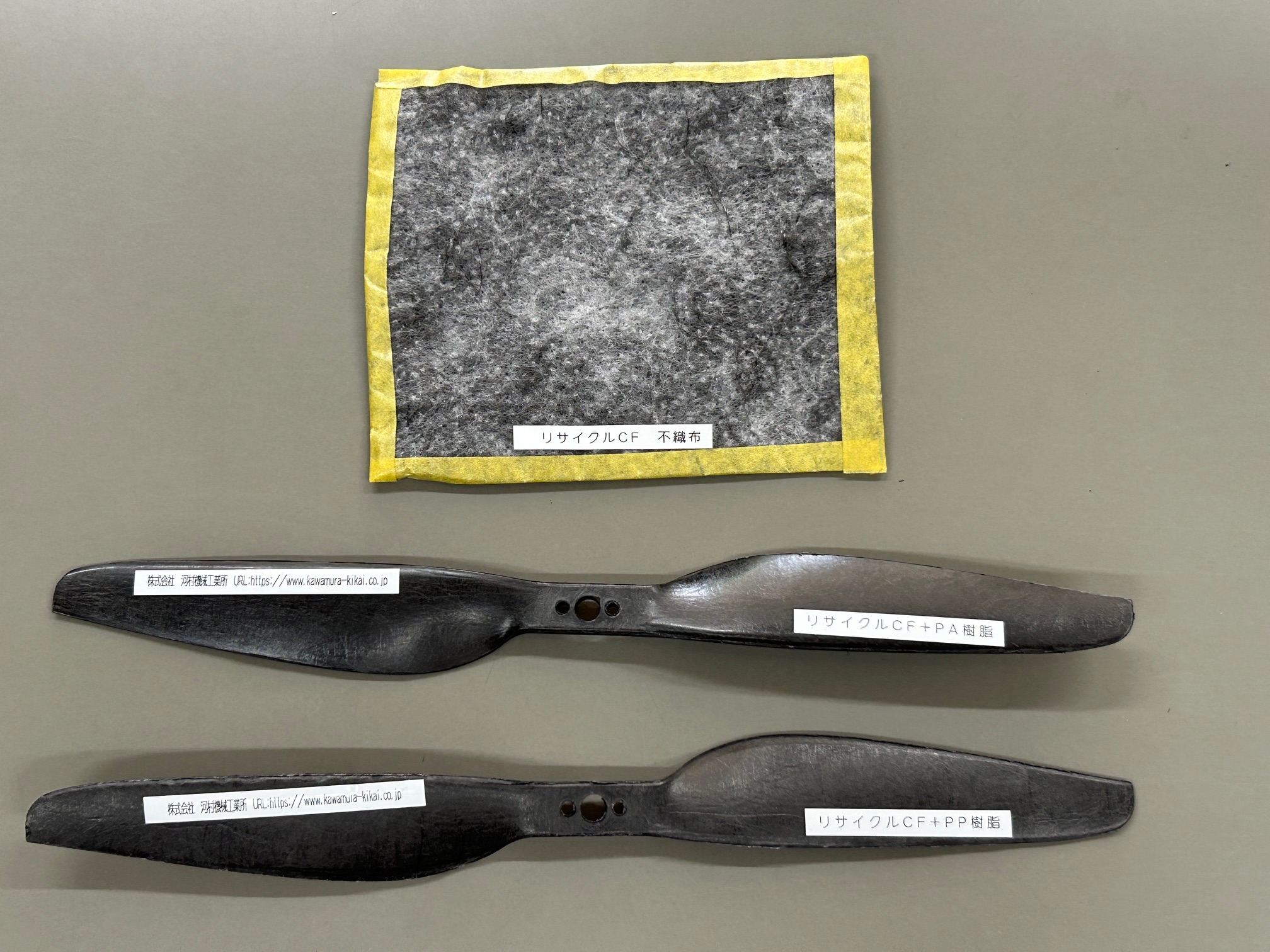
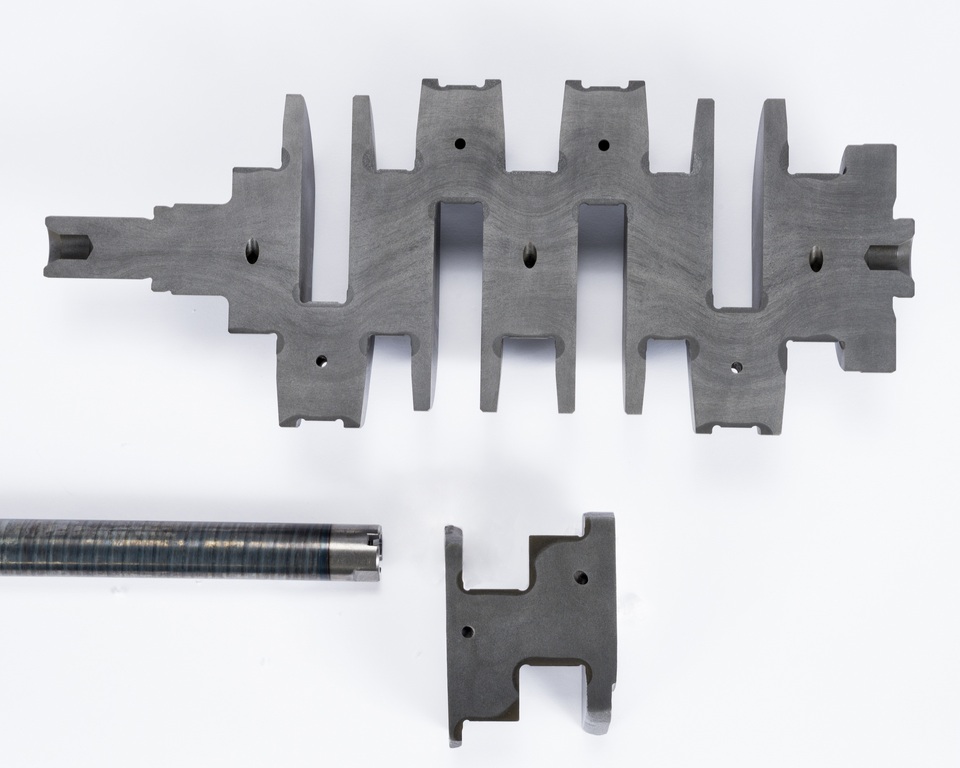
市場で広く使われている炭素繊維材料は、熱硬化樹脂含侵のCFRPが多く使われております。航空機機体やゴルフクラブのシャフト、釣り竿などがCFRP製です。CFRPは熱硬化樹脂含侵のため、リサイクルが難しく、加熱し樹脂部分を分解させ、炭素繊維のみリサイクルする方法が研究機関や企業などで開発されております。このリサイクル炭素繊維を用いた、フエルト状(不織布状)の素材も開発され、当社ではこの素材での成形加工の技術開発を行っております。写真上がその素材、写真下がその素材での成形加工品です。当社はリサイクル炭素繊維を積極的に製品化することを提案しております。
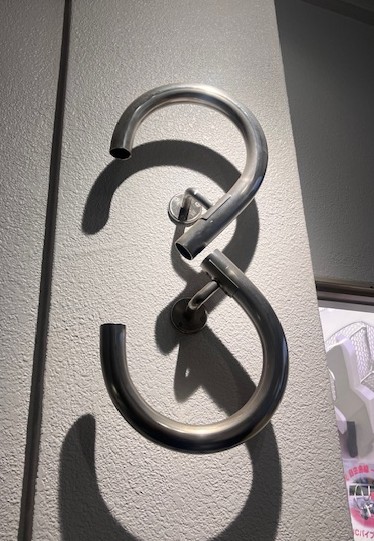
今回は「ヒンジ」のご紹介です。
★ヒンジとは・・・?
扉や蓋などを支え、開閉できるようにするための部品のことです。
別名:蝶番
新栄ホールディングス グループ会社 飯能精密工業では、
[ステンレス]で[順送プレス加工]をしています!
★ポイント★
プレス加工からカシメASSYまで一貫して加工できます!!
順送プレス加工のため、人の手による移動が不要!
生産効率が非常に高い加工方法です!
______________
飯能精密工業株式会社
〒357-0013
埼玉県飯能市芦苅場783−8
電話 042-973-1251
FAX 042-973-6924
HP https://www.hns.co.jp
担当:小田
______________

大型送風装置。試作・開発製品を設計から請け負います。

SUS304-ヘアライン R曲げ溶接仕上げ
薄板超精密部品
薄板精密部品
厚物部品
金型製作
角パイプ
溶接加工/スポット加工
組立、塗装、大物塗装、メッキ品など。
設計/試作/量産まで何でもやります!
是非、㈱クラフテックオカモトにお問い合わせください!
お問合せはウエブサイトの問い合わせリンクからお願いいたします。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com
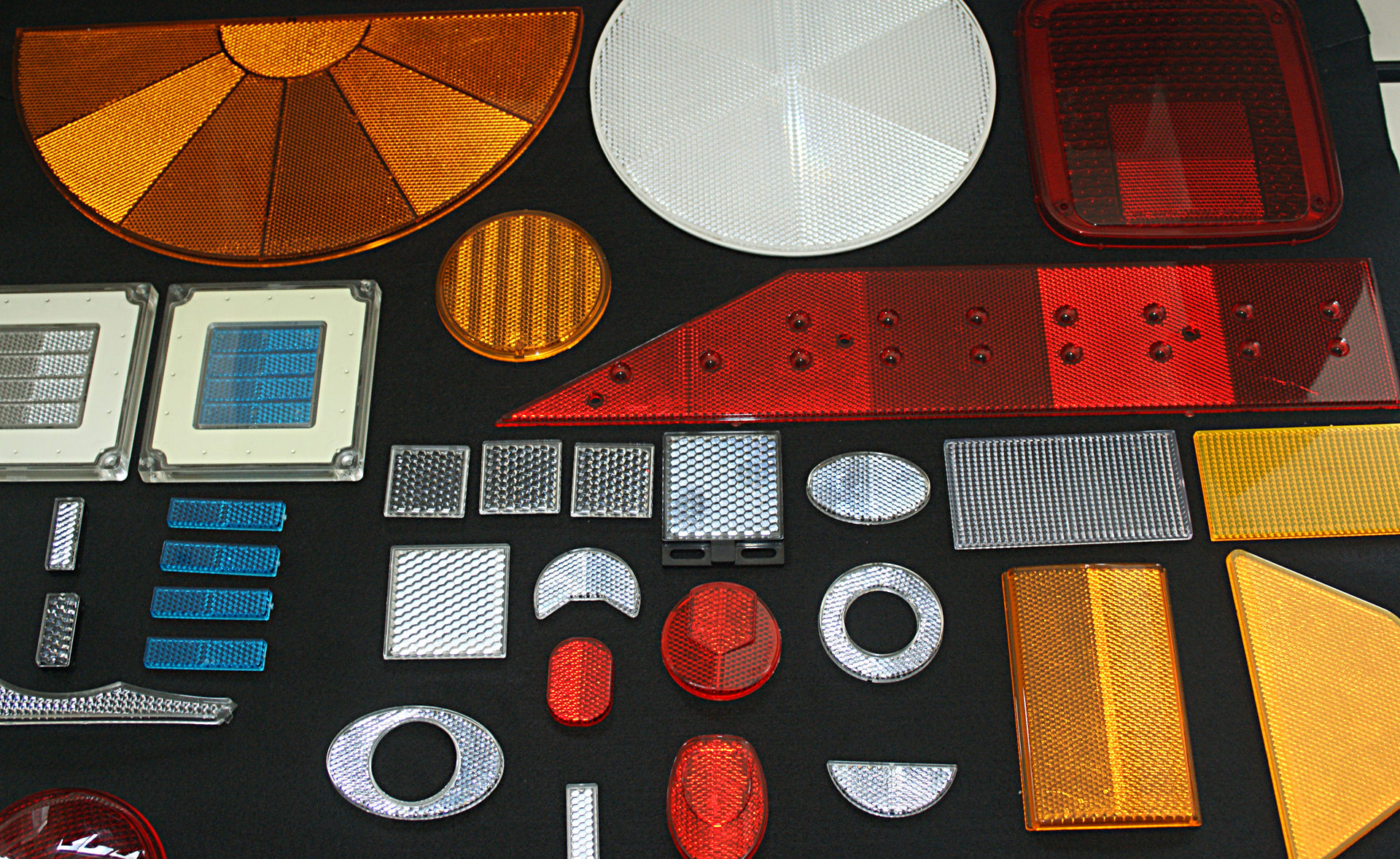
特に光電スイッチセンサー用や自転車用のリフレックス・リフレクター金型は高度な設計、加工、組付け技術を要し、世界でも指折りの企業しか作ることが出来ません。
当社は1958年に自社技術でリフレクター金型の国産化に成功し、以來、内外のメジャーなブランド企業にモールド、標準電鋳、成形品を供給しています。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com



