Language: 日本語 | English
Language: 日本語 | English
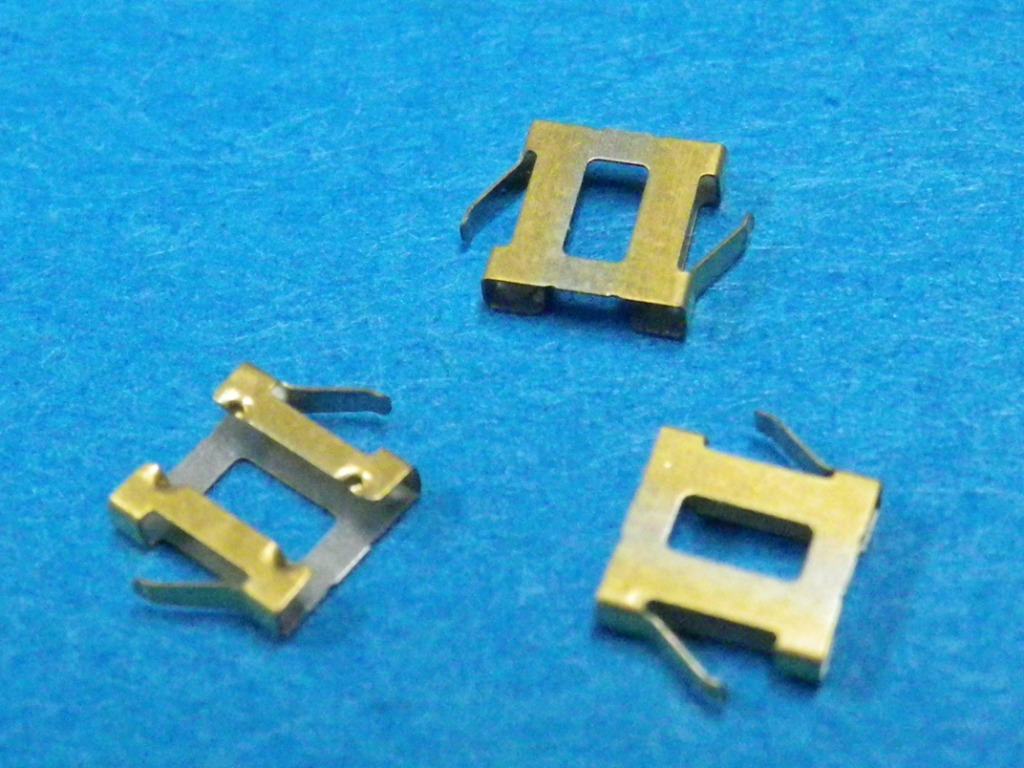
材質:バネ用燐青銅 C5210R-1/2H (Auストライプメッキ)
板厚:0.08
加工方法:順送金型によるプレス加工
特徴:
①製品横両側に点対称形状の接点となるバネが設けてあり、先端はへの字形状およびAuメッキ付
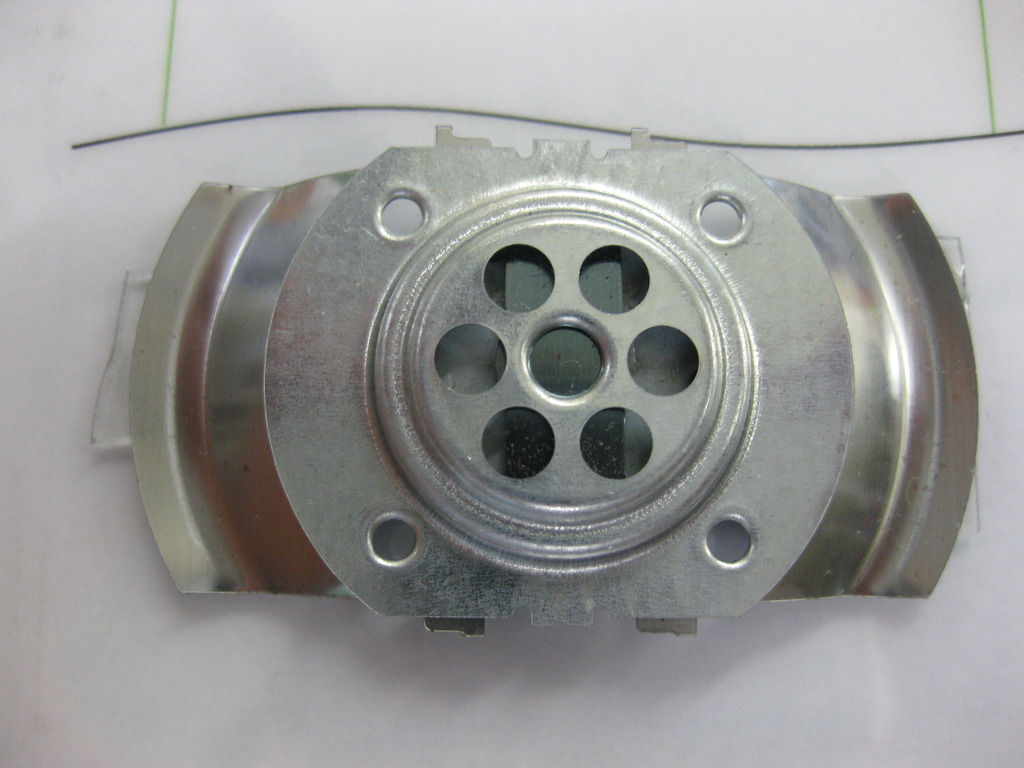
②ダボが4か所あり、組立時にワンタッチで挿入、ロックできる工夫がされている。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
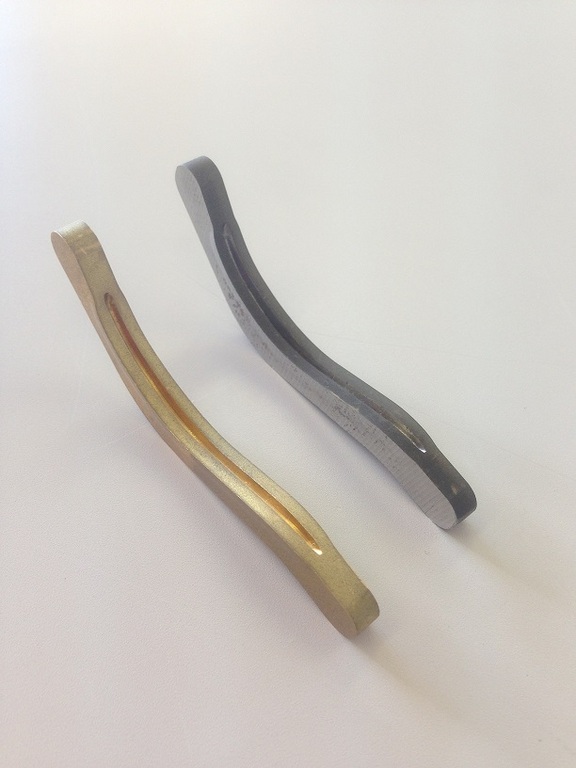
画像左:C2680R-1/2H t=0.5
画像右:C2680R-1/2H t=0.64
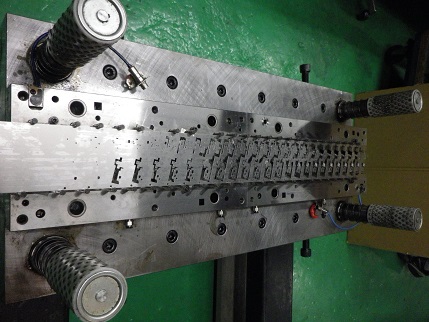
量産用金型は
・シンプルかつ美しく
・寸法の安定するレイアウト
・メンテナンスのしやすい金型構造
という方針に基づき、厳密に製作に当たっています。
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
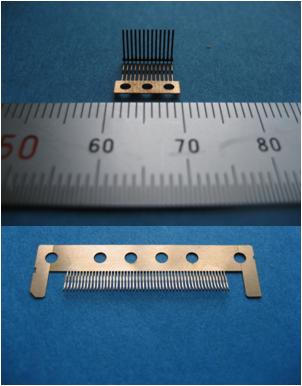
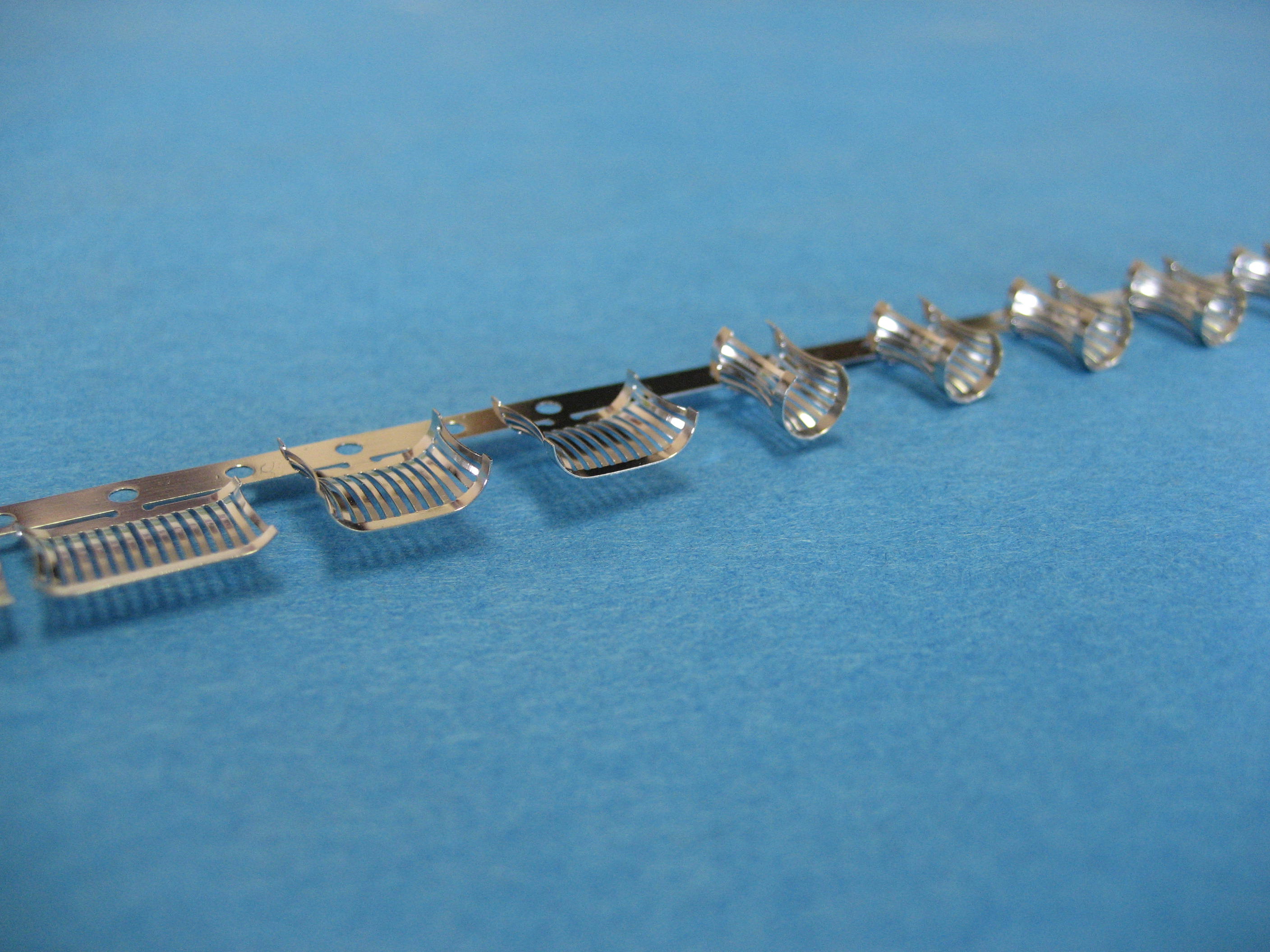
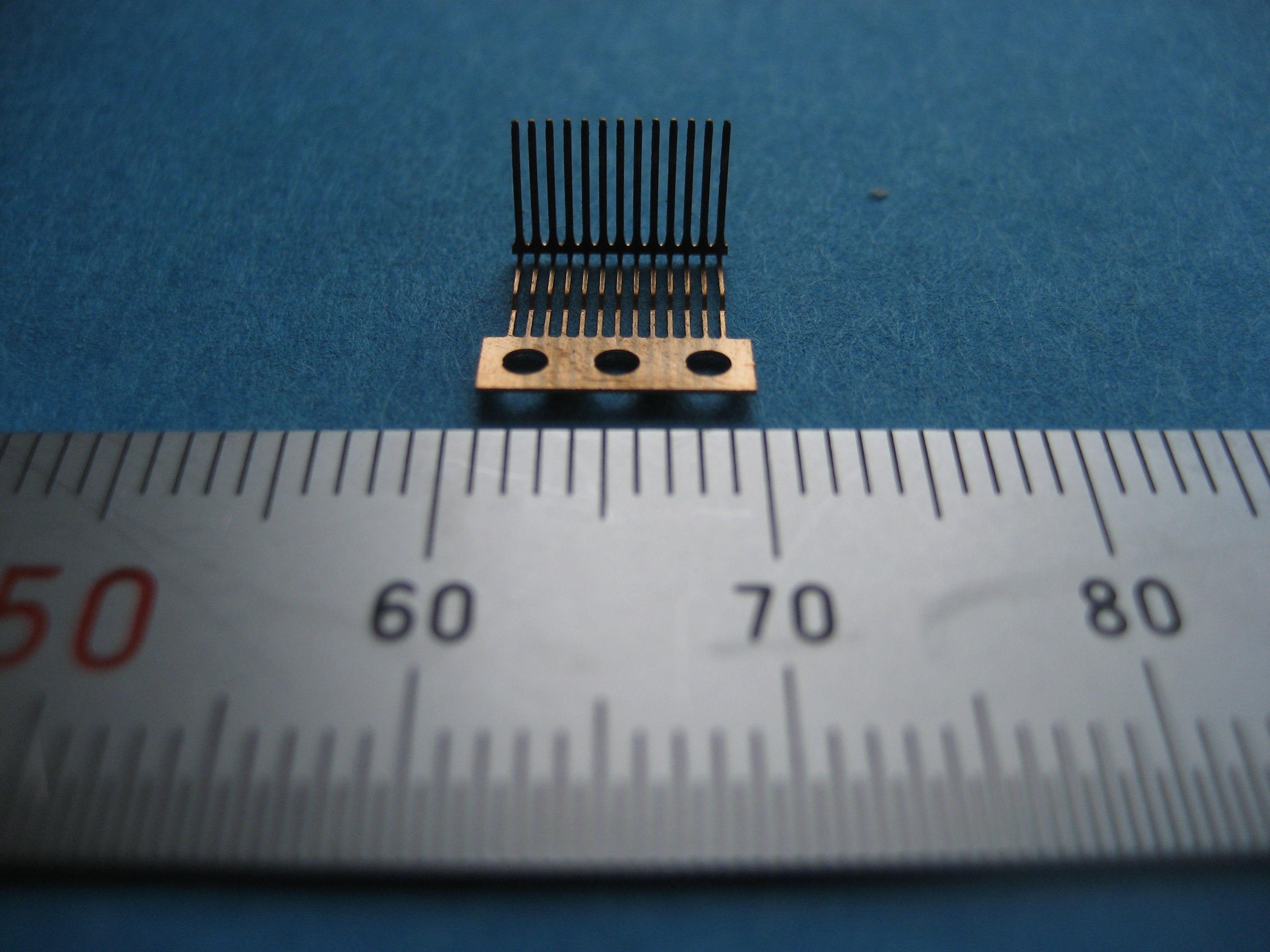
レーザー加工(ビーム径0.03)で薄板、微細加工が可能です。
サンプルは、板厚0.15(画像下)、0.2(上)の燐青銅(C5210)です。
最小スリット巾0.05まで可能です。
狭ピッチコネクター試作などにご活用下さい。
もちろん仮金型による曲げ加工も可能です。
微細プレス品の試作加工は、ぜひご相談下さい。
その他、精密プレスの製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

入り込んだ曲げ形状のため、曲げパーツの出し入れの構造に工夫が必要です。
曲げ箇所が多いため、量産時の寸法管理に注意が必要です。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

板バネの加工には、素材の性質に対する理解、特にスプリングバックについての経験に裏打ちされたデータの蓄積が、物を言います。
連続した異径アールのスプリングバックを見込んだ曲げアール設定が金型設計上のポイントです。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

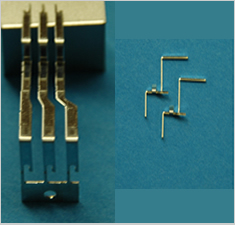
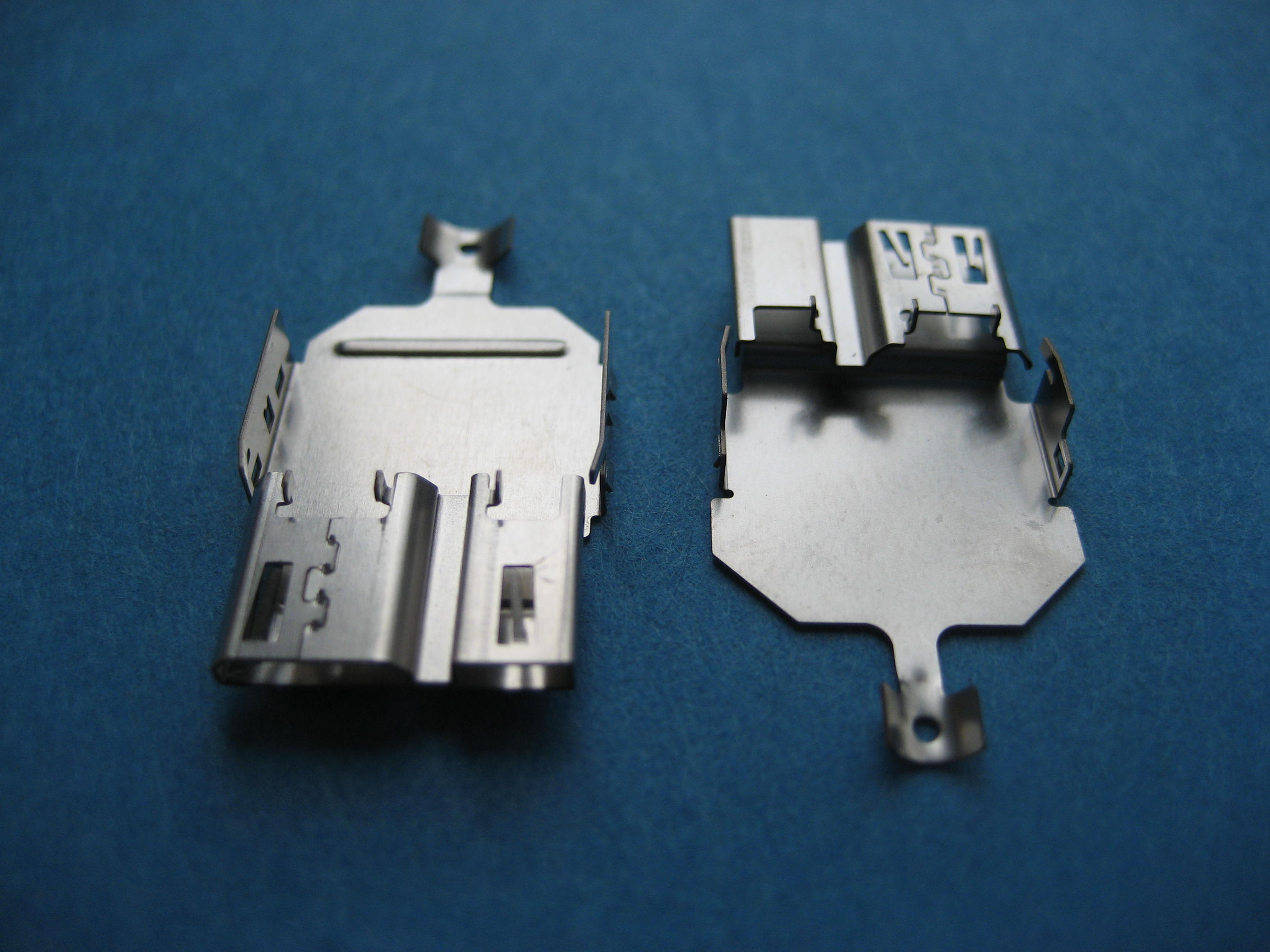
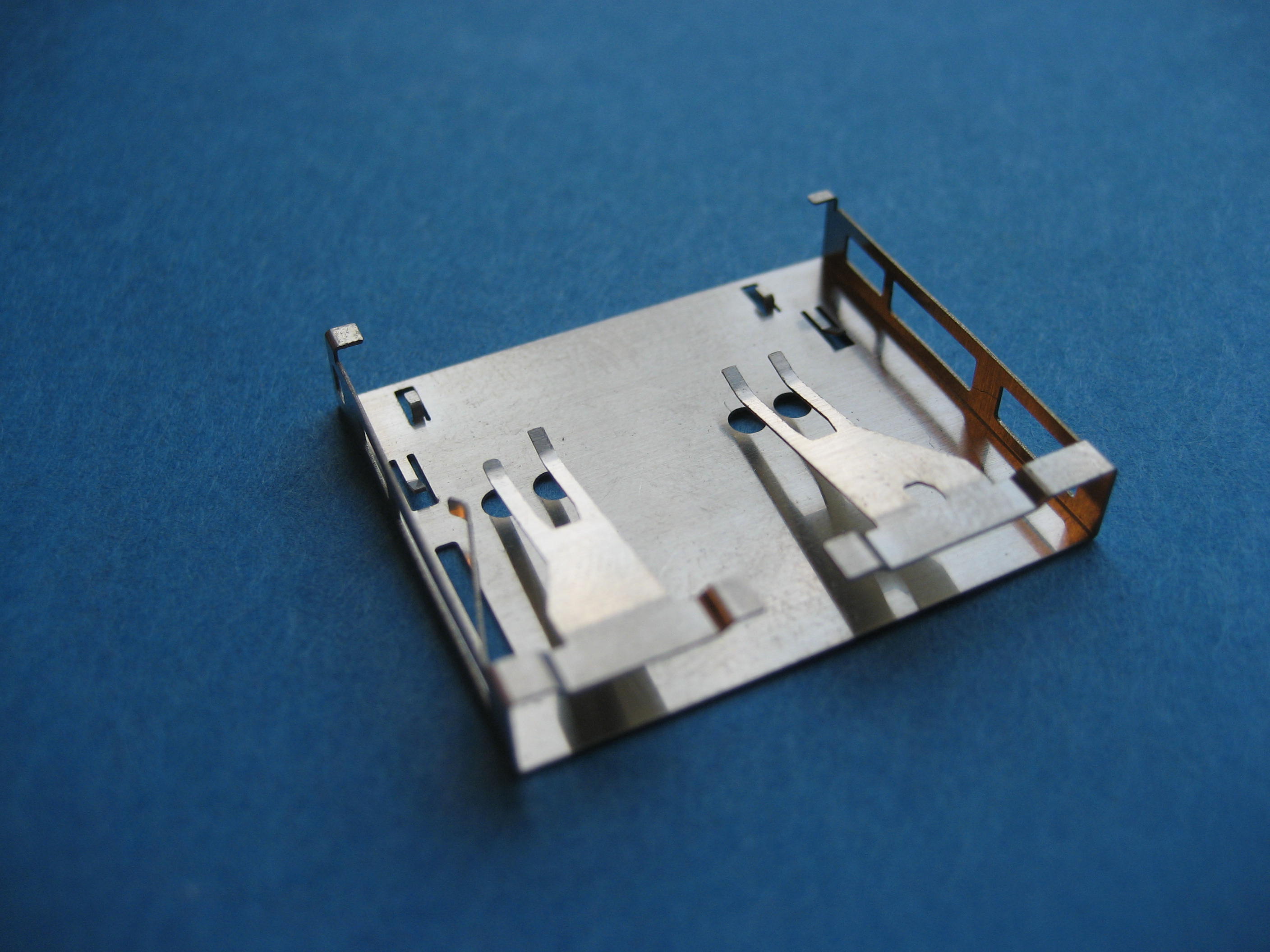
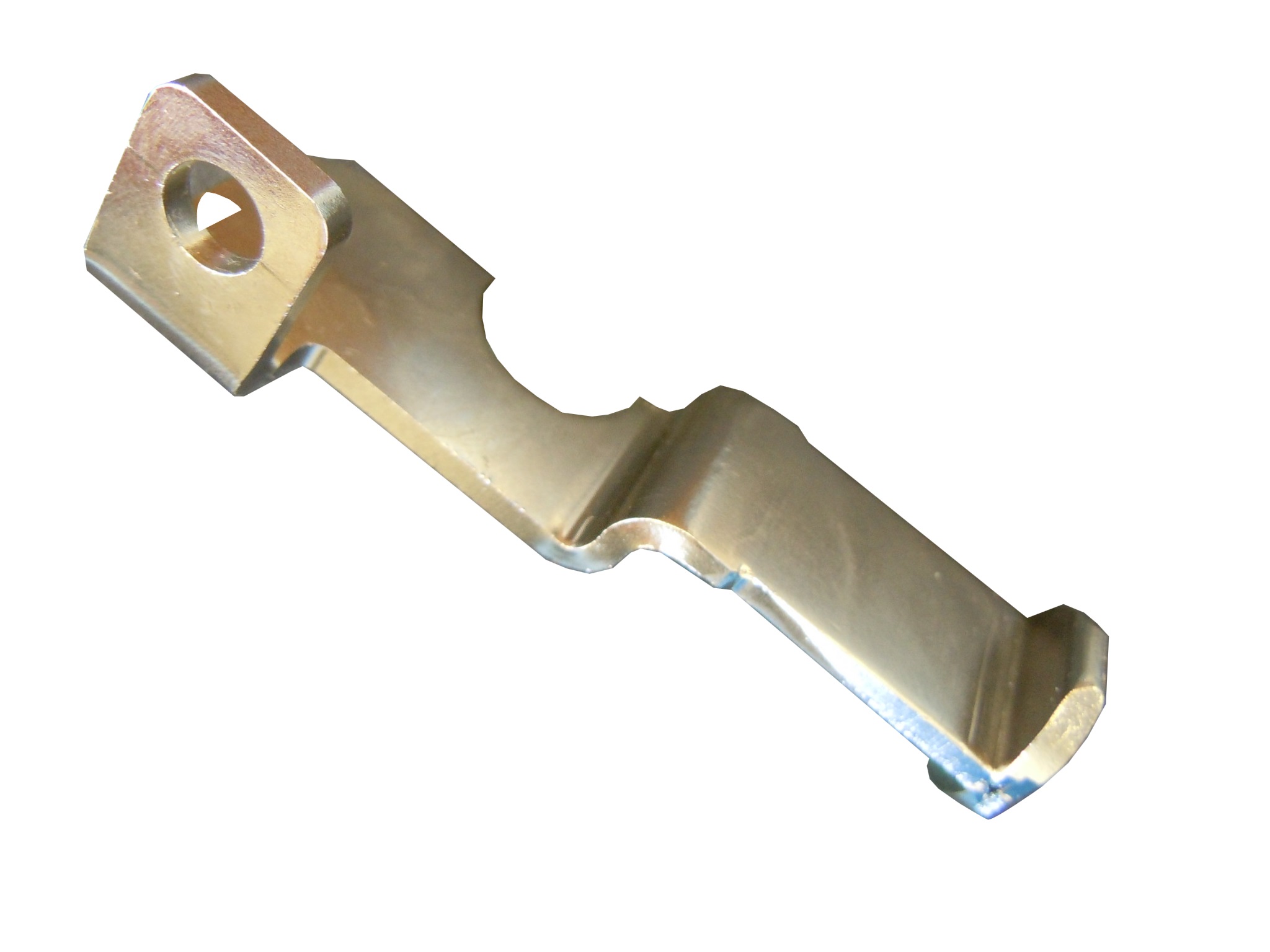
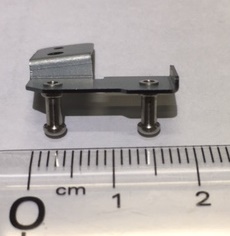
おなじみの携帯電話の充電コネクターのベースの部分です。
2本の細いバネ部の先端に高さの低い三角形の曲げがあります。SUS304CSP-1/2H t:0.4のため、これがきれいに曲がりにくいので、これを如何に精度良く曲げるか、そしてこの先端二ヵ所の距離を精度よく保つことが、この製品のポイントです。
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

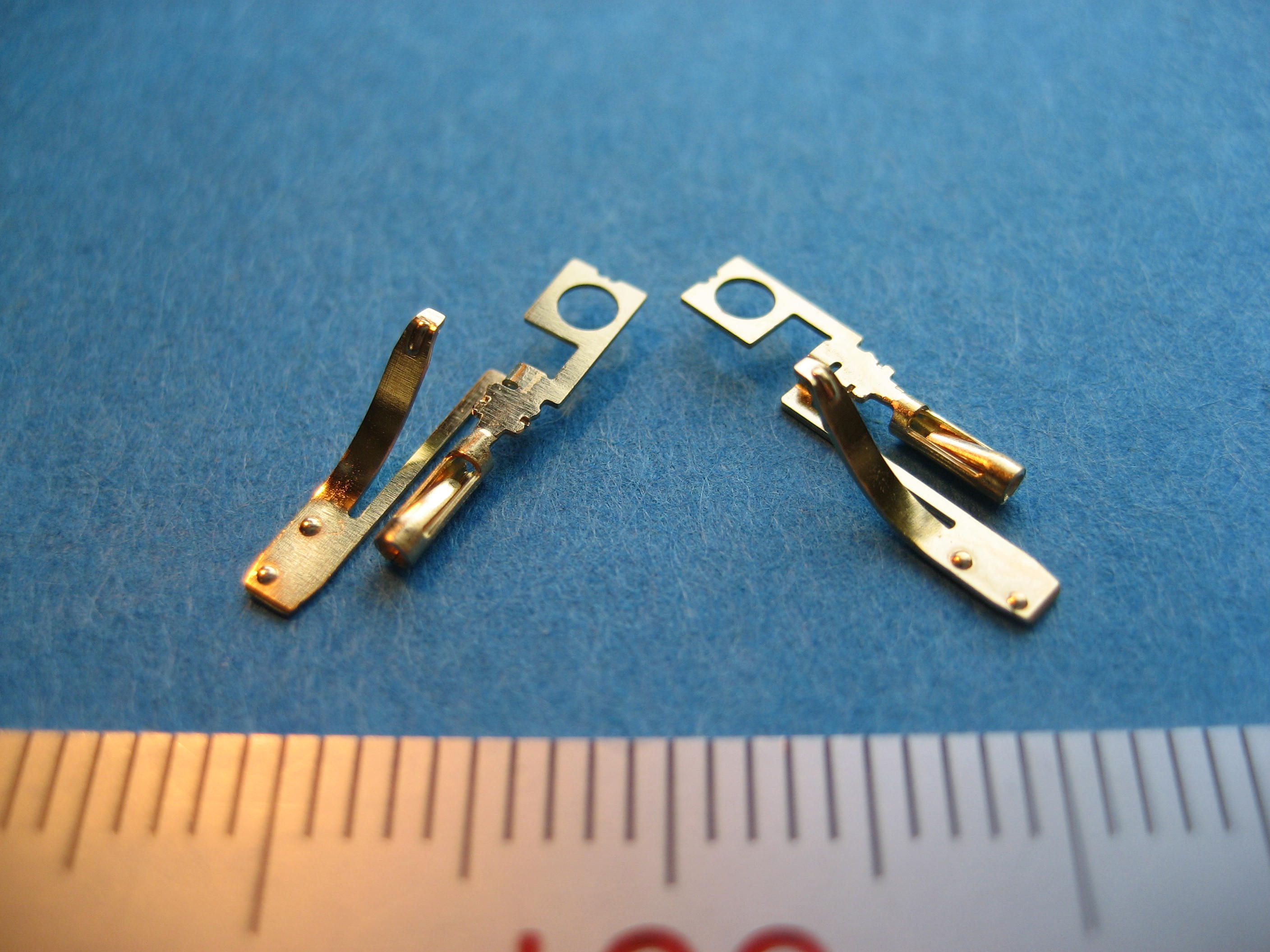
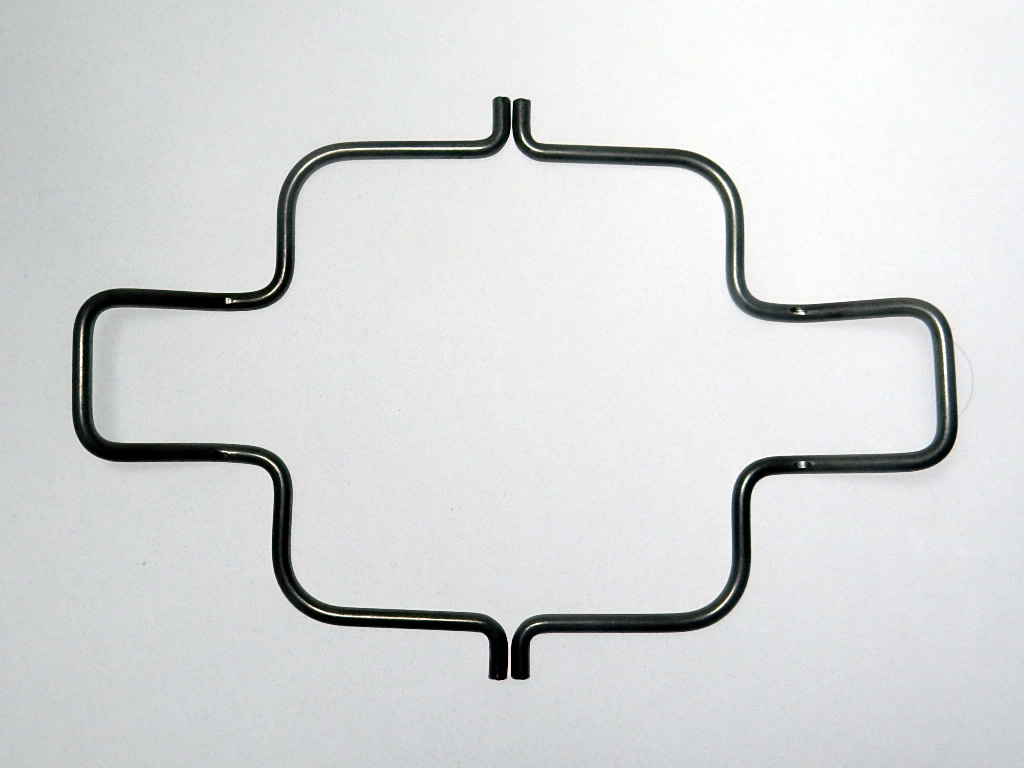
地デジ用アンテナケーブルを接続するための、丸型コネクターに使われるコンタクトです。
挿抜力(0.6N以上)を満たすため、先端の二つに合わさる部分の形状(製品図面には表現されていない三次元形状)の作りこみがポイントです。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

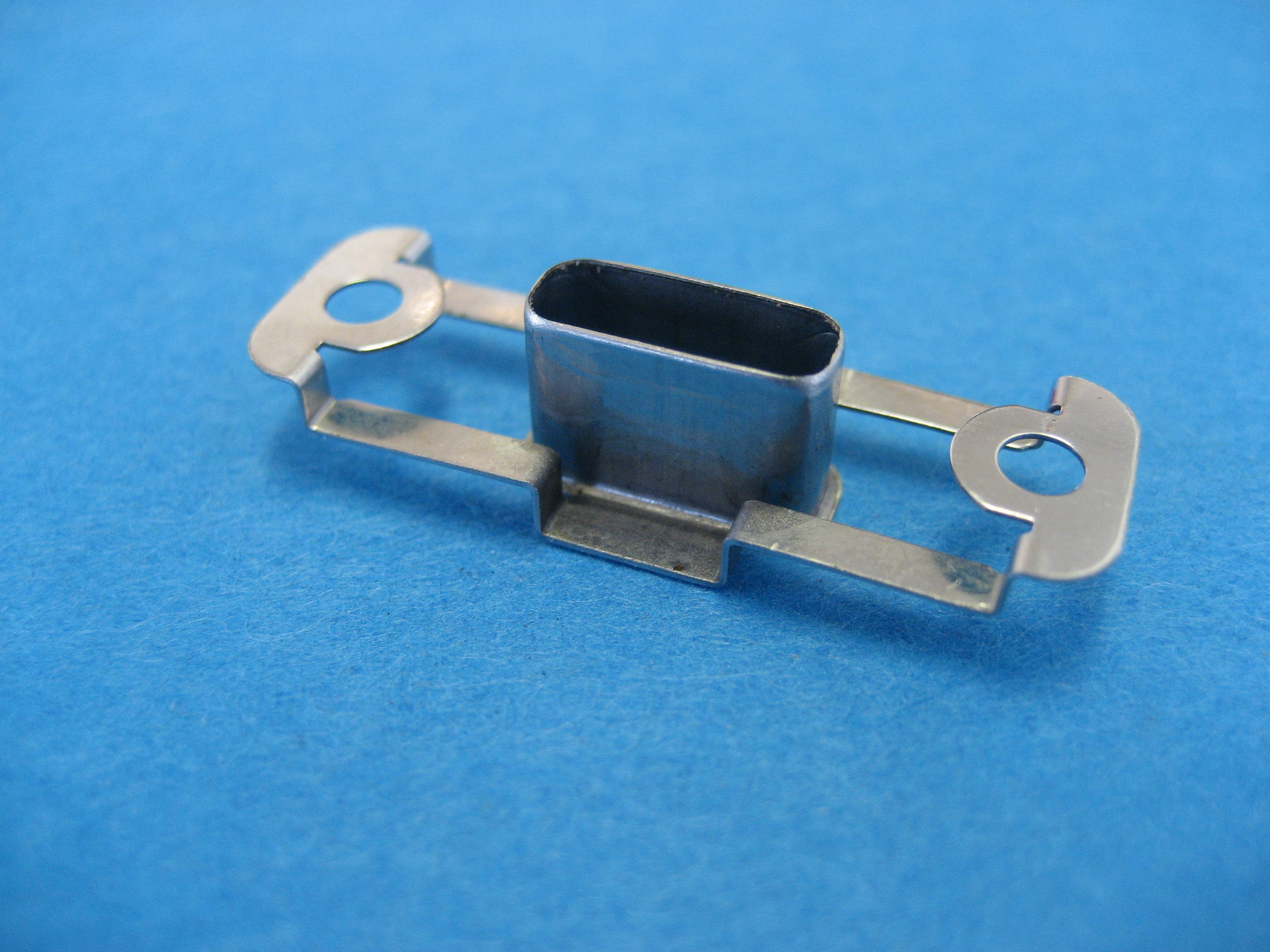
板を丸めて様々な径のものを作るカーリング加工の材質、用途は様々です。
パイプの中での位置決めや接点としての働きをするもの、丸型コネクターの端子やコンタクト、内部部品を保護するケースとしてなど、いろいろな用途に使われています。
つなぎ目のない絞り加工に比べて、金型代も低く抑えられます。つなぎ目があっても構わないもの(材質によっては密着させることも可能です。ただし密閉はできません)、相手部品にあわせて自由に径が倣っていく必要のあるものには、最適です。
その他、精密プレスの製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
順送金型製作のみもお受けします。貴社の金型専門工場として、ご活用ください。
金型は、あくまで部品を作るための手段ですが、同じ部品を作るにも製作会社の考え方が色濃く反映されます。
まして、金型のみを提供させていただく場合には、生産性の良い、また調整やメンテナンスがしやすいものである必要があります。
どちらのお客さまからも調整しやすい、よく回る金型とご評価をいただいています。
150tクラスまでの、精度の必要な部品の生産にご活用ください。
また、お手持ちの金型の改造もお受けします。
金型図面があることが望ましいですが、もしない場合はご相談ください。
その他、微細・複雑・精密プレス加工はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
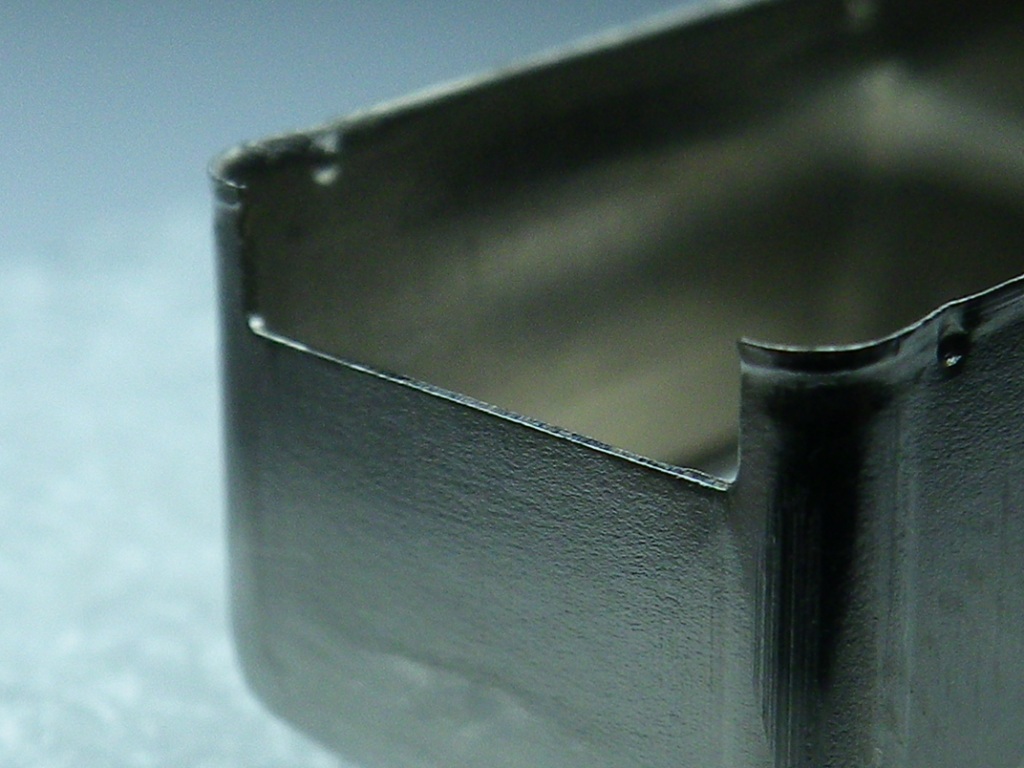
角筒絞りケース(SPCD t0.3)に、順送金型内で切欠き二ヵ所とダボ4箇所を加工している。
その他、絞り加工の製品事例はこちら
https://www.kyowa-hearts.com/sibori/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

左右二ヵ所のカーリング曲げ。真円度0.05以内。
先端にはすき間の開いているヘンミング曲げ。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
ベリ銅バネ。(I/O CONNECTOR)
プレス加工後、巻き取り。リールごと熱処理。荷重管理まで。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
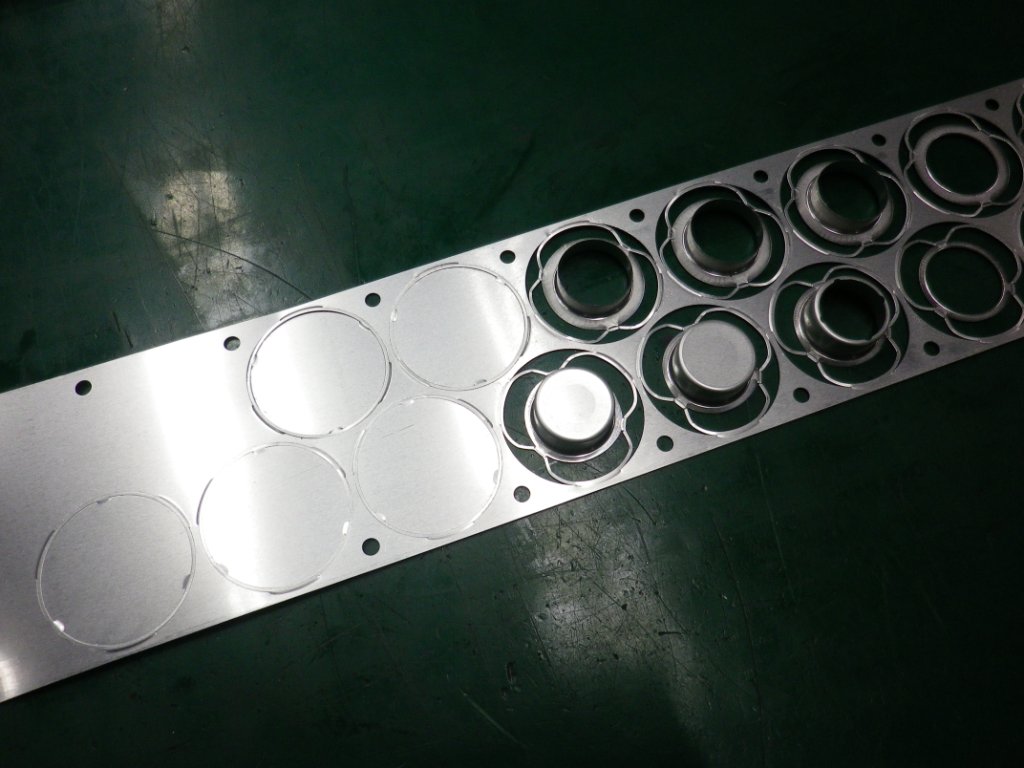
ランス絞りの製作事例です。
順送型で低コスト。
アルミ t0.3
順送二個取り、ランスカット方式
(アルミは製品に傷が付きやすいため、金型プレートの研磨・面粗さ、絞り駒の磨きへの細心の注意が必要です。また2個取りのため、それぞれのバランスを取ることがポイントです。)
その他、絞り加工の製品事例はこちら
https://www.kyowa-hearts.com/sibori/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
手作りによるコネクターシェル
一個から製作可能です。(100個くらいまで。それ以上はご相談下さい。)
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
丸め内径φ0.7
手作り試作による複雑形状コンタクト。
一個から製作可能です。(100個位まで、それ以上はご相談下さい。)
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
曲げ公差 ±0.03
上半分:端子巾 0.28 スリット巾0.33
下半分:端子巾 0.17 スリット巾0.42
レーザーによるブランク加工(ビーム径0.03)
その他、試作の製品事例はこちら
https://www.kyowa-hearts.com/shisaku/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

曲げ公差 ±0.05
小さく曲げが複雑なため専用曲げ治具を製作して対応した。
手作り試作、一個から製作可能です。(100個位まで、それ以上はご相談下さい。)
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

曲げ公差±0.05
入り組んだ複雑な曲げ形状ですが、専用型を製作せず対応できました。
手作り試作。(一個から100個位まで。それ以上はご相談下さい。)
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

曲げ公差±0.03
曲げ工程数が多く、順番を間違えるとそれ以降の曲げが困難となります。
手作り試作。(一個から製作可能です。100個を越える場合はご相談下さい。)
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
曲げ公差±0.05
段曲げの出来具合でクリップ部(二股に分かれたところ)の精度に影響をするので注意が必要です。
手作り試作(一個から可能です。100個以上はご相談下さい。)
その他、複雑形状の製品事例はこちら
https://www.kyowa-hearts.com/press/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
材質:SUS304 t0.2
異形絞りとそれを支える取り付け部分のいろいろな形が可能です。
その他、絞り加工の製品事例はこちら
https://www.kyowa-hearts.com/sibori/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

材質:C1100R
板厚: t0.3
サイズ:W6xD6xH6
絞り加工は順送金型で対応します。
その他、絞り加工の製品事例はこちら
https://www.kyowa-hearts.com/sibori/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

【製品仕様】
板 厚: 0.05
材 質: ステンレス
最大幅: 2
全 長: 3.6
高 さ: 0.7
加工方法:順送金型によるプレス加工
荷重を低く抑えた板バネ。
金型打抜きクリアランス2μm、この領域になると、工作機械の精度を超えた人による微調整が必要です。
バリを最小限に抑えた品質維持がプレス加工のポイントです。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

【製品仕様】
材質: リン青銅
板厚: 0.2
形状: φ1.9 が1カ所
φ3.7 が3カ所
全長14
用途: アンテナエレメント
同芯度・同軸度に技あり! 複雑形状アンテナエレメント。
径が違い、つながりが不安定な4つの円の同芯度・同軸度0.03以内を確保しました。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

【製品仕様】
名称:ソケットコンタクト用板バネ
材質:C5210R-H
板厚: t0.1
全長:4
両外側内径:φ1.3 センター部内径:0.8
スリット:巾0.3x6本
真円度:0.05以内
加工方法:順送カーリング加工
ワンポイント解説:カーリング加工とは、板を丸める加工のことです。
写真は米粒くらいの大きさの板バネで、「鼓(つづみ)形」―両サイドの径より長さ方向センター部の径が大きい―になっており、また「俵(たわら)形」―両サイドの径より長さ方向センター部の径が大きい―の加工も可能です。
材質も、バネ材(燐青銅、べり銅、SUS等)さまざまなものに対応可能です。
現在、さらに小型なものも完成しています。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

キョーワハーツの得意技術=
板バネ、絞り、微細・精密プレス加工
材質、形状決定、そして試作から順送金型製作―量産まで、技術力とチャレンジ精神でお客様の開発過程に寄り添って、立ち上げのサポートをいたします。
弱電、携帯で鍛えられた精密加工技術が、医療、自動車、文具、化粧品、アクセサリーなど、幅広い分野で活かされています。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
【製品開発お困り相談所 事例2】
A社様はモーターメーカーですが、求められる機能や限界寸法をお聞きし、キョーワハーツで材質・形状を提案、試作品も納入、お客様で現在評価中です。弊社の提案力で、新しい小型モーターの開発が順調に進行中です。
その他、問題解決事例はこちら
https://www.kyowa-hearts.com/consultation/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com
キョーワハーツでは、シミュレーションの仕組みを導入しています!
微細な金属部品をプレス加工で成形する際に、
「どこに負荷がかかるのか」「板厚減少はどのくらいなのか」など
事前に予測することができます。
シミュレーションでわかったことを、部品設計そのものや、順送金型の工程設計にフィードバックすることで、「これまでやってみないと分からなかった」ことに対して、先んじて手を打つことができます。
特に写真のような「絞り加工」においては、シミュレーションは特に有効です。
シミュレーションも含めて、開発段階からご相談にのることができますので、どうぞお気軽にお問い合わせください。
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

トランスファープレスによる、多段絞り加工した部品。
概略寸法 φ8mm-φ12mm-φ22mm 高さ17mm
小物部品用20tトランスファープレス。
80tトランスファープレス、化粧品の外装部品を月産50万個生産しております。
特に光電スイッチセンサー用や自転車用のリフレックス・リフレクター金型は高度な設計、加工、組付け技術を要し、世界でも指折りの企業しか作ることが出来ません。
当社は1958年に自社技術でリフレクター金型の国産化に成功し、以來、内外のメジャーなブランド企業にモールド、標準電鋳、成形品を供給しています。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
創業60年、この道では大手御三家の一角と称された当社のコア事業である精密順送深絞り金型事業は長期間にわたり培ったノウハウがものを言います。
当社は、
1)最新鋭の各種NC工作機械によるミクロンオーダーの金型部品の精密加工
2)順送・深絞り精密プレス金型の設計・開発と製造
3)国内2工場、海外4工場でのプレススタンピングサービス
をすべて日進精機ならびに日進精機グループ企業内で垂直統合型に完結できる、お客様の抱える諸課題を解決できるソリューション・パートナーです。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ ココ!
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

順送プレス金型の中でピンを成形したり、従来は機械加工していたものをプレス化したりお客様のコストを大幅に低減するVAをご提案いたします。
順送深絞り加工に類することならば何でもご用命ください。
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ ココ!
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS444の板材を使用しております。
板厚0.8mmから壁厚を0.4mm にシゴいております。(天面は元板厚)
編肉度や真円度、同軸度を担保する際には必要不可欠な加工技術です。
この工法を用いることにより加工材料硬度の向上が得られ、気密性や耐久強度UPを求められる製品に多く使用されます。
【製品詳細】
素材:SUS444
板厚:0.8mm
業界:産業用空気圧機器
加工方法:順送プレス
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ ココ

SUS材を使用しており板厚は0.1~1.5が守備範囲。
深絞り後の製品カットでチリ切りを用います。
製品カットによる外周側の出っ張り量や縁内側のRを最小限に抑え、バリの発生も少なくします。
【製品詳細】
素材:SUS
板厚:0.2mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ ココ!
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS材、SPC材、SEC材等を使用しております。
絞り形状を作った後に端部をカットする工法で、絞りの袴部分に限らず、絞り上面などもカット可能な加工技術です。
【製品詳細】
素材:SUS材、SPC材、SEC材
板厚:0.2~1.0mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ ココ!
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS及び鉄材、アルミ材を深絞り後に360°カムを用いて順送型内で打ち抜ける工法です。
絞り外側の90°等配の横抜きはもちろん、送り方向45°、135°の角度不問の横抜きなど、ユーザーニーズに応じた加工がストリッパー内蔵カムによって可能となります。
車載燃料噴、インサート金具アンカー役割など用途は様々です。
【製品詳細】
素材:AL
板厚:1.0mm~
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ ココ!
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

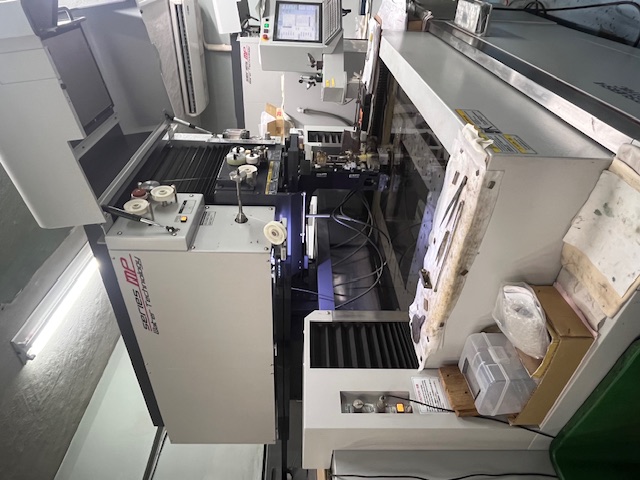
今回ご紹介するのは「立形マシニングセンタ」です。
弊社では、牧野フライス製作所の立形マシニングセンタ「V56i」を使用しています。
加工ワークは焼入れ材で、基本的にどの材質でも、材質にあった工具を選定することで加工可能になります。長時間加工でも精度を維持できる耐性があり、なんとアルミのダイセット加工が仕上げまで出来ちゃいます!
高精度なので、ワイヤ加工機で加工していた丸穴加工もV56iで加工が可能になりました。
-----------------------------------------------------------------------------------------------
製作実績例
・アウターダイス
・公差は±0.005~±0.01 !
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265980/
-----------------------------------------------------------------------------------------------
立形マシニングセンタ加工でお困りのことがありましたらお気軽にご連絡ください!
❀お問い合わせ先❀
日進精機 ㈱ 本社
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当:M.H

今回はV56iで加工した品物をご紹介いたします。
------------------------------------------------------------------------------------
*品名 - アウターダイス
*加工箇所 - 先端の斜めになっている部分荒取りから仕上げまで
*公差 - ±0.005~±0.01
------------------------------------------------------------------------------------
この製品は弊社で販売しているCNCパイプベンダーのアウターダイス部品になります。
仕上げ面は滑らかな曲面になっています°˖✧
☞V56iのご紹介
https://ja.nc-net.or.jp/company/1285/product/detail/265979/
日進精機では精密プレス金型の試作から金型製作~量産の「一貫体制」で対応が可能です!
創業以来培った金型製作ノウハウと、最新設備を導入した弊社だから実現できる加工があります。
お問合せ時には以下情報をお送りください!
【用途/材質/板厚/数量/納期/図面】
お気軽にお問合せ下さい。
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H

今回ご紹介するのは「立形マシニングセンタ」です。
弊社では、牧野フライス製作所の立形マシニングセンタ「V33i」を使用しています。
V56iとはストロークが違い、高速加工が得意で長時間加工でも安定した精度を出してくれます。V56iに比べてワークサイズは中小型が中心です。
-----------------------------------------------------------------------------------------------
製作実績例 (詳細は別ページにて!)
・フランジの荒取り加工
・SKD11
・円柱形状の材料から約5時間かけて荒取りを行います。
-----------------------------------------------------------------------------------------------
立形マシニングセンタ加工でお困りのことがありましたらお気軽にご連絡ください!
❀お問い合わせ先❀
日進精機 ㈱ 本社
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当:M.H
今回ご紹介するのは「ワイヤ放電加工機」です。
弊社では三菱電機のワイヤ放電加工機「MP2400シリーズ」を使用しています。
複数のワークをセットし長時間加工可能で、夜間・週末もノンストップで加工することができます。細線加工可能で、φ0.05~φ0.2のワイヤ線を使用した加工が可能です。また、公差が±0.002など、公差がうるさい複雑な形状も加工実績があります。基本的には電気が通るものであれば、どの材質でも加工可能です。
-----------------------------------------------------------------------------------------------
製作実績例 (詳細は別ページにて!)
・DIE
・素材:WC VF12
・公差は±0.003 !
・使用ワイヤー線:φ0.07
-----------------------------------------------------------------------------------------------
弊社には3台のワイヤ放電加工機を保有しており、高精度で生産性の高い仕事を目指しています。
ワイヤ放電加工のことでお困りのことがありましたらお気軽にお問合せ下さい!
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H

今回ご紹介するのは「高精度CNC3次元測定器」です。
弊社ではミツトヨの「STRATO-APEX」を使用して金型部品の測定をしています。
この測定器はお値段がとても高いですが、お値段以上の高精度な測定が可能です。
精密金型部品を扱っている弊社にはなくてはならない1台です。
こちらの測定器ではいくつか測定プログラムのソフトウェアがあります。
「CAT1000S」はよく使用するプログラムの一つで、自由曲面の測定プログラム機能を使って、高精度でより効率的な測定が可能です。作成した3DCADデータを読み込み、測定点と設計データとの照合を行い、誤差量が最小になるようを計算してくれるソフトウェアです。
現在若手社員がこの機能を駆使して様々な形状の部品を測定しています。
測定方法の詳しい説明は別ページで!
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H

本日は、弊社自家製品:研削用可傾式電磁チャックの「サインバーチャック」をご紹介します。
日進精機では、金型製造の上で自らがこれあったら便利だな、といった機能拡張ツールを開発し、同業者様向けに発送しています。おすすめしたいポイントをご紹介いたします。
1.簡単で迅速で正確な角度出しが可能!⇒軸にサインバーを内蔵しているため、任意の角度をブロックゲージで迅速に出すことができます。
2.ワンタッチでロッキング可能!従来の可傾式チャックの欠点として挙げられていた、“軸の締め付け時に発生する寸法精度の狂い”を解決すべく、間接締付を考案しました。これにより、レバーのワンタッチで精度が確保できるだけでなく、たった数秒でロッキングできます。
3.高精度な軸と軸受を使用!⇒ロッキングしたときの精度を確保しているのが、”高精度な軸と軸受”です。軸には特殊鋼を使用、軸受けは百数十個のスチールボールを介しており、ガタができないように設計されています。
〇ラインナップ:空冷タイプのHSG-315/270、水冷タイプのHSGC-315/270
*電極ピッチも標準タイプのものとマイクロピッチがあります。
詳細は弊社HPまで〔https://www.nissinprecision.com/products/original/sinebarchuck/〕
弊社でもサインバーチャックを使用して研磨加工を行っています。
ご相談ございましたらお気軽にご連絡ください!
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H

SPC材、AL材を使用しております。
深絞り後の製品にビードを施す加工です。
弊社で有れば順送+鍛造のマルチ加工が可能です。
【製品詳細】
素材:SPC材
板厚:1.0mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ ココ!
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS材、SPC材、SEC材を使用しております。
順送金型で製作したカーリング。
材料歩留まりを考えた工法をご提案いたします。
【製品詳細】
素材:SUS材、SPC材、SEC材
板厚:1.0mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ ココ!
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/
鉄、ステンレス、アルミ、銅など様々な材質に対応いたします。
難易度の高い深絞り(例:SUS材やアルミ材における角絞りや多段絞り。SUS材深絞りで真円度・同軸度・偏肉を0狙い等)の経験も多数ございます。
【製品詳細】
素材:SUS
板厚:0.1mm~1.0mm(ご相談ください)
業界:車載、産業機械、家電
加工方法:順送プレス金型、トランスファー金型、単発金型、
*写真はバルジ加工からの工法転換
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ ココ!
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/
本日は、弊社自家製品:ロータリー式電磁チャック「ロータリーチャック」をご紹介します。
本製品は、ご案内したサインバーチャックと同様、金型製造に携わる同業者様向けに開発した、作業効率と加工精度を大幅に向上させるツールです。
ロータリーチャックを使用することで、回転加工を簡単かつ高精度に行うことが可能となり、サインバーチャックとの併用により、これまで手間のかかっていた加工も効率的かつ高精度に加工が可能です。
小型・軽量設計のため、段取り替えや着脱もスムーズ。現場の作業負担を減らしながら、加工の幅を広げます。
オプションのVブロックを組み合わせることで、φ10~35mmのパンチ・ダイなど丸物部品の凹凸加工を高い作業性で実現。
さらに、ロータリーチャック単体で1/1,000mm台の高精度(当社実測)を確保します。
また、防水保護構造 IP63 を採用しているため、乾式・湿式いずれの加工にも対応ですので安心して現場投入いただけます!
詳細は弊社HPまで〔https://www.nissinprecision.com/products/original/rotarychuck/〕
ロータリーチャックは無料で貸し出しも行っております。お気軽にご連絡下さい。
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H

今回は、WE加工機で製作した金型部品のダイをご紹介します。
加工品詳細----------------------------------------------------
素材:WC VF12
公差:±0.003
加工箇所:下部の小さい穴2カ所
使用ワイヤー線:φ0.07
--------------------------------------------------------------------
弊社には3台のワイヤ放電加工機を保有しており、高精度で生産性の高い仕事を目指しています。ワイヤ放電加工のことでお困りのことがありましたらお気軽にお問合せ下さい!
❀お問い合わせ先❀
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
担当者:M.H

【製品詳細】
素材:SUS・SUYP
板厚:0.3mm~
業界:車載
加工方法:順送プレス
SUSとSUYPの異種金属を精密カシメ加工した製品になります。
(3方向から120度等配でカシメ)
接着剤や溶接を使用せず、機械的締結により高い接合強度と安定した品質を実現しています。
微小部品・精密機構部品においても、高精度プレス技術により再現性の高いカシメ加工が可能であり、ブレーキのモーターとして使用されております。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ ココ!
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

板材、線材、異形材で
接点端子、金具、ストッパー等の折り曲げ加工、打ち抜き加工を行っています。
製品は精密電子機器関係の端子から、日用品、通信機、アクセサリー、
おもちゃ、産業機器、自動車、建設、強電、弱電、農業器機、医療部品パーツを製造をしています。
最近では、異形線のお問い合わせも増えてきています。
線材・板材・異形線でお悩みの方は、
日本フォーミング宮田まで、お問い合わせください。
線材、異形材、貴金属、
接点端子等の折り曲げ加工、打ち抜き加工、行っています。
製品は精密電子機器関係の端子から、日用品、通信機、アクセサリー、
おもちゃ、産業機器、自動車、建設、強電、弱電、農業器機、医療部品パーツなどを
製造をしています。
材質:SWC・SW-A・SW-B・60C・80C・SUS304 WPB H・SUS304 WPA 3/4H・SUS304 WPA 1/2H・
SUS304WPB NFシルビア・SUS304 3/4HT・SUS304 W1 W2/・
SUS301WPAシルビア・SUS316WPA・SUS316 H NF シルビア・
SUS631 3/4H・SUS304 H・SUS304 3/4H・SUS304 1/2H・
SUS301 CSP・SUS301 CSP 3/4H・SUS301 CSP 1/2H・
SUS316 BA・SUS631 3/4H・SUS304 WSA・SUS304 WSA コーマル・
SUS M7などが対応可能です。

【スナップピン製造(ステンレス)】
スナップピンには、抜け止めスナップピンのように、線材の先端を折り曲げて加工し、
製品自体が簡単に抜け落ちないようになっているものもあります。
スナップピンは、取り付け取り外しが容易で、繰り返し使用することができるという特徴があります。
日本フォーミングではステンレスのスナップピン製造に多くの実績があります。
〈日本フォーミングのスナップピン製造のポイント〉
写真のような形状のスナップピンを作る際は、金型の先端につく駒の摩耗具合により上下で隙間寸法のバランスが崩れてくるため、左右の金型の先端の駒を定期的に交換するようにしています。
ステンレスで製造するにあたっても、他の素材と同様に細心の注意を払って行います。
〈日本フォーミングのスナップピン製造のノウハウ〉
日本フォーミングの技術を支えるのは、金型の設計・製作技術です。
綿密な打ち合わせにより、素材のスプリングバックを考慮にいれた金型設計を行います。
スナップピンも、スプリングバックを考慮して製造します。
日本フォーミングは、「プレス加工では困難なRの大きな曲げや複雑形状の曲げ」「線バネ、板ばね、端子類などのさまざまな加工」を得意としています。
長年培ってきた独自の成形技術を基盤に、加工内容によって最適な機械を選定し、多品種、少量生産の要望にも応えます。
<ステンレスの対応>
ばねにおいて、ステンレスは多くのシーンで利用されます。
弊社で対応可能なステンレスは、以下の通りです。
・対応可能ステンレス一覧
SUS304 WPB H・SUS304 WPA 3/4H・SUS304 WPA 1/2H・SUS304WPB NFシルビア・SUS304 3/4HT・SUS304 W1 W2/・SUS301WPAシルビア・SUS316WPA・SUS316 H NF シルビア・SUS631 3/4H・SUS304 H・SUS304 3/4H・SUS304 1/2H・SUS301 CSP・SUS301 CSP 3/4H・SUS301 CSP 1/2H・SUS316 BA・SUS631 3/4H・SUS304 WSA・SUS304 WSA コーマル・SUS M7などが対応可能です。
<お客様の求めるカタチを実現する、ばねのスペシャリスト>
「お客様の求めるカタチを実現する」をモットーに、材質・形状・品質・納期・コストなど、多岐にわたるお客様のニーズにお応えしています。
マルチフォーミングのスペシャリスト、「日本フォーミング」にご相談ください。
形の違う4部品を、順送金型内でカシメ加工した製品。プレス内でカシメをすることで、工程簡略化が出来る。
順送型でピンを加締めることで、高価な材料を最少にすることが可能になる。

この部品はすぺサー用バネです。
部品のサイズ:4mm、板厚0.2mm
45tプレスでステンレス材を加工します。

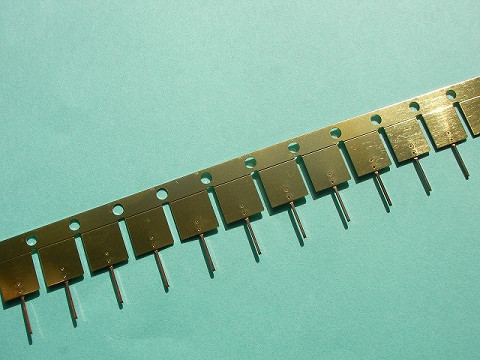
本製品は、板厚1.6mmのC1100を使用しております。
初期形状から製品形状になるまで、切削加工を行っておりません!
【形状寸法】:9 x 9 x t3.4
【公差】:±0.1
【プレス加工後工程】→Niめっき
【使用用途】→一般民生・産業機器から自動車・電装用用途等、幅広い分野のニーズに対応したパワーダイオード
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
大角拓也
📩info@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

弊社シェービング技術を絞成形に応用し、絞端面からストレート2mmの直角を1工程で実現
★弊社HPをご覧下さい★

材 質: ステンレス SUS304
特 徴: 板厚1.0mmに対し、抜き巾0.8mmの狭巾抜き加工
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)

関プレスでは、切削加工をプレス加工に転換することにより、15%の低コスト化、80%の納期短縮を実現しました。
【製品名】
ドライブリング(真鍮製)
【解決策】
ヘリカル部分において技術的な課題は有ったが、金型構造を工夫することで切削加工からプレス加工への転換は可能と判断し、試作を重ね、プレス化に成功。
【成果】
切削加工に対し、コスト面で15%ダウン、納期を80%短縮することができた。

工業用ビデオスコープのオプションプローブです。
先端カメラヘッド22mmで、長さが22m、ドラム巻き式プローブ。
先端に高輝度LEDを8個搭載し、手元のモニターにて、0~100%輝度調整がリニアに
行えます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
使用事例
・上下水道の配管内部漏洩確認や施工状態確認
・ビル等のダクト、配管メインテナンス
・工場のダクト点検
その他、遠距離場所の確認に適しています。
・・・・・☞ 弊社HPでカタログがダウンロードできます。

先端部が左右に150°手元のダイヤルでリニアに動かせます。
狭い隙間からプローブを入れ、外形を壊す(外す)ことなく、内部の観察ができます。
照明は、高輝度LEDを3個先端に装備し、手元のモニターで0~100%リニアに可変できます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
使用事例
・容器(入口が狭く、中が広い)内の状態確認
溶接部位の確認に最適
・自動車のエンジン内部、周辺確認
密集したエンジンルーム内も、ばらすことなく見ることができます。
・組立・加工設備内の確認
設備を解体しなくても、内部の確認ができます。
・・・・・☞ 弊社HPでカタログがダウンロードできます。

工業用ビデオスコープのオプションプローブです。
2カメラ方式のプローブ。前方と90°側面が、手元スイッチの切替で、操作できます。
先端に高輝度LEDを搭載し、手元のモニターにて、0~100%輝度調整がリニアに
行えます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
使用事例
・T字配管内部確認や施工状態確認
・装置内の確認
・自動車、船舶、航空機などの内部確認
・・・・・☞ 弊社HPでカタログがダウンロードできます。
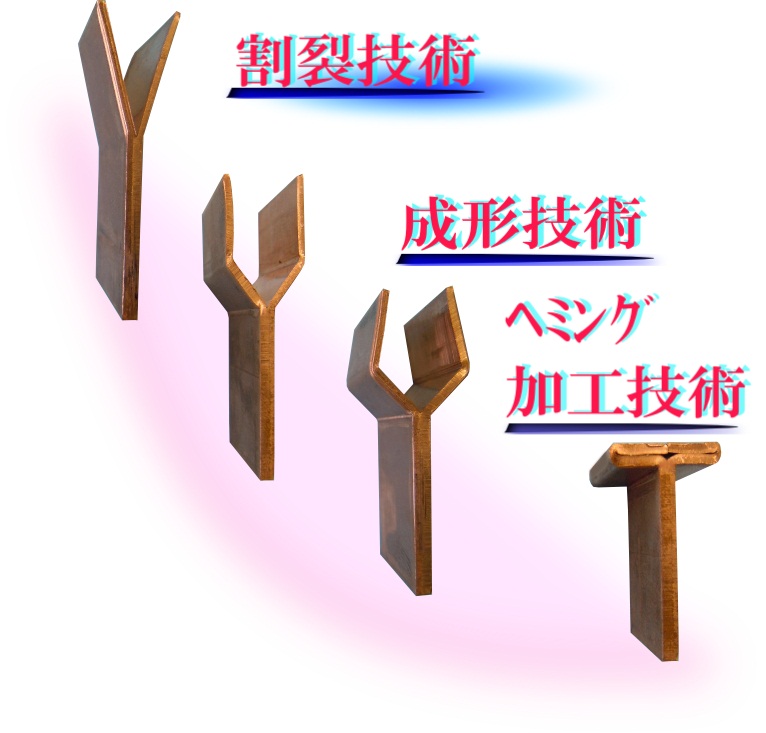
割裂技術(特許第5165806号、国際、台湾特許出願)からヘミング加工技術を順送金型で完結する、
世界初の技術
今までの工法より、コストダウン、リードタイム短縮を実現
用途は多彩
・複雑三次元形状の金属プレス化
・異種金属接合
・T型金具

割裂(わりさき)加工技術を応用した異種金属接合技術(特許出願中)
・必要なところは高価な金属、必要ないところは安価な金属を実現するため
割裂技術により、従来『溶接』『ねじ止め』等から、順送金型内カシメによる
一体成型が可能。コストダウン、品質向上へ寄与します
割裂(わりさき)加工技術を活用し、複雑三次元形状の一体成型を金属プレスで可能にしました。
・従来、溶接、鍛造工法等にて作成していた製品を、金属プレスで可能にすることにより
1)大幅なコストダウン
2)リードタイムの短縮
3)溶接工法等の接続がないため、品質安定性が大幅に向上
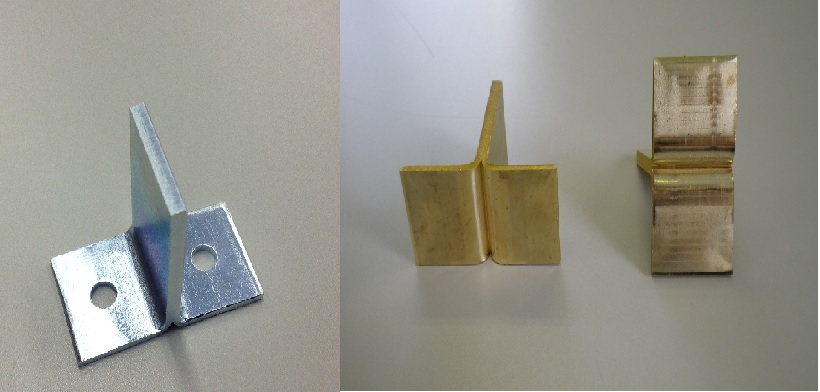
自動車、家電用のT字型ブラケットをプレス加工(割裂)のみで可能にします。
材質は、銅、アルミ、鉄、真鍮で対応できます。
*写真は左:鉄、右:真鍮 です。

割裂技術の応用品―丸型端子。端子の深さは30mmまで成功しました。
金属板を中間だけ割って裂きました。自動車の足回り部品の試作品です。

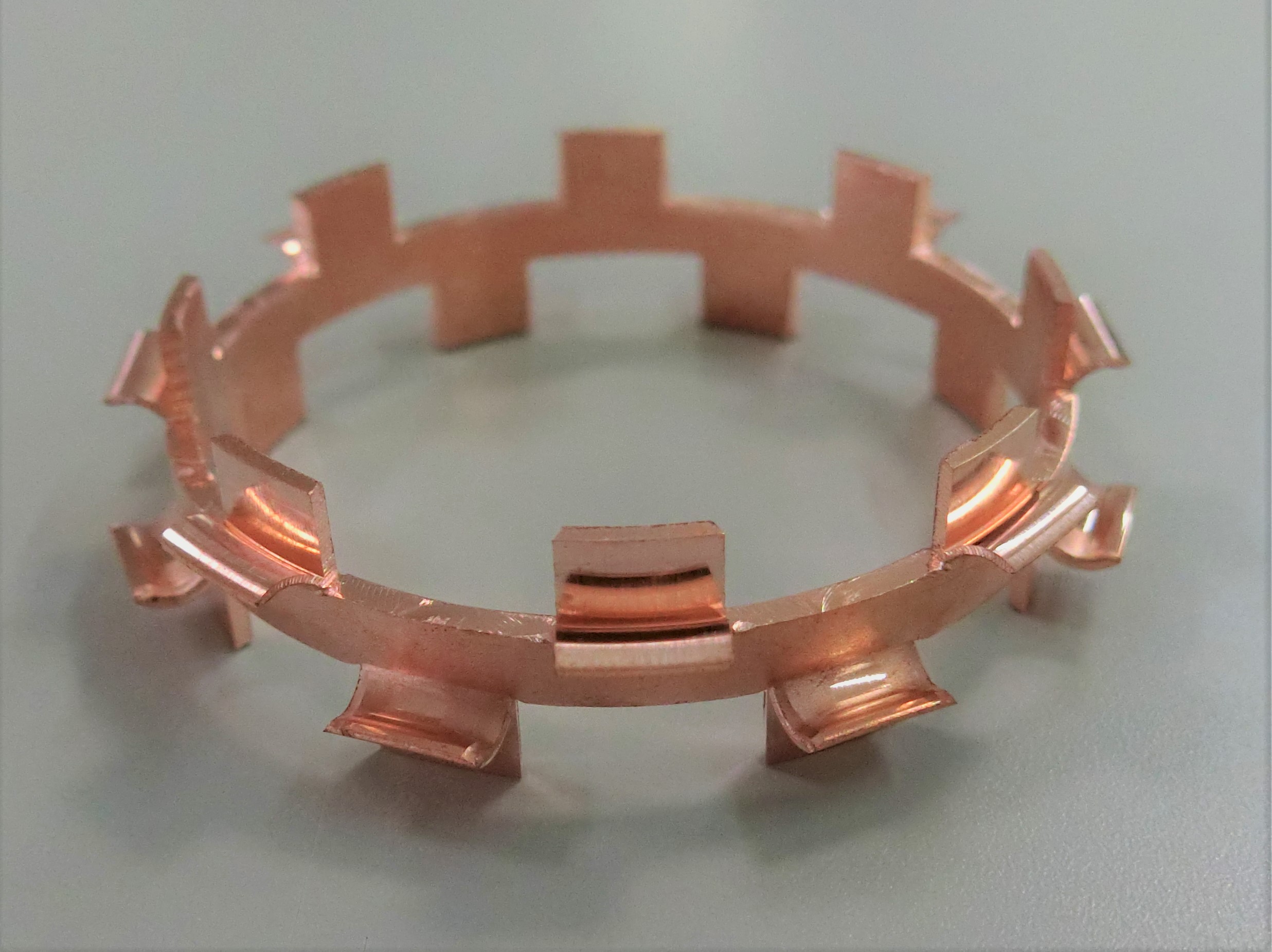
金属板を中間だけ割って開きしました。四角い端子を一体成型で作れます。

銅とアルミの接合。割裂により接触面積倍増で安定性が高まります。自動車の軽量化に貢献できます。

パイプを割って裂きました。

一枚の金属板をプレス金型内で三分割をしました。

板厚1.5mmをプレス1工程で中実突起部を形成しました。
割裂(わりさき)に次ぐ独自技術(日本特許取得)
工法名【トゥルム工法】 ★ドイツ語で塔(トゥルム)★

板をプレス1工程で中実突起を形成
割裂(わりさき)に次ぐ独自技術
工法名はトゥルム工法 ※ドイツ語で塔※
日本特許取得
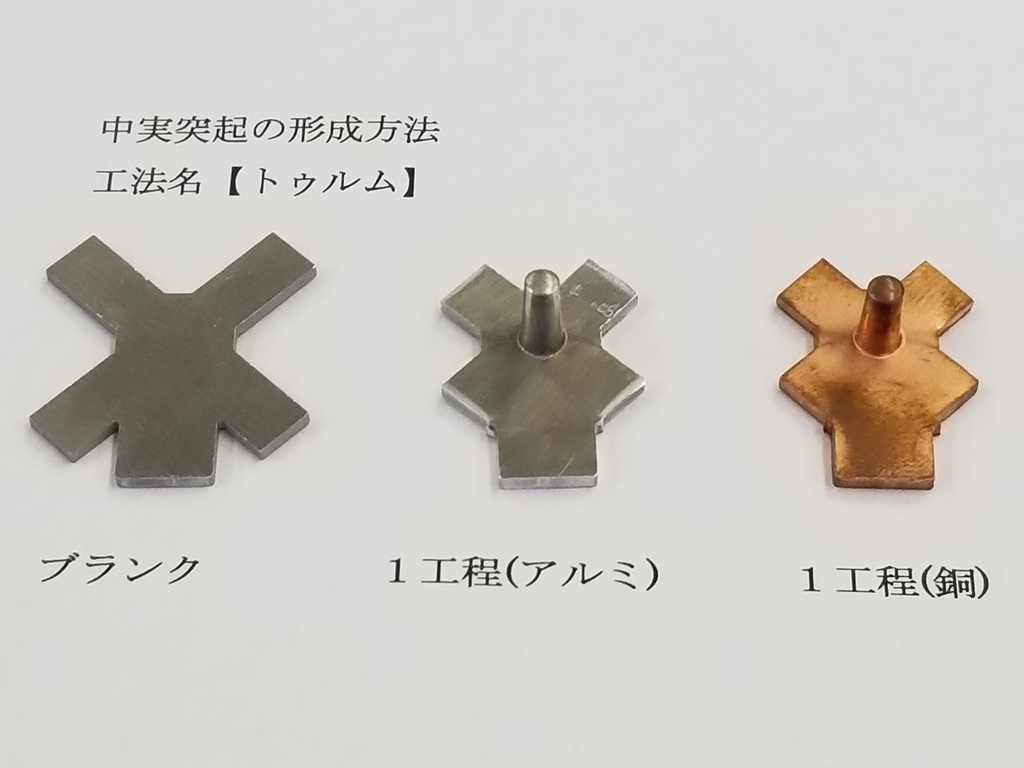
弊社独自の中実突起形成方法
工法名【トゥルム=ドイツ語で塔】
板をプレス1工程で中実突起の形成に成功
日本特許取得
【外周割裂】工法
板から3次元一体物

薄板(手で持っている写真)をプレス1工程で上下に中実突起を実現
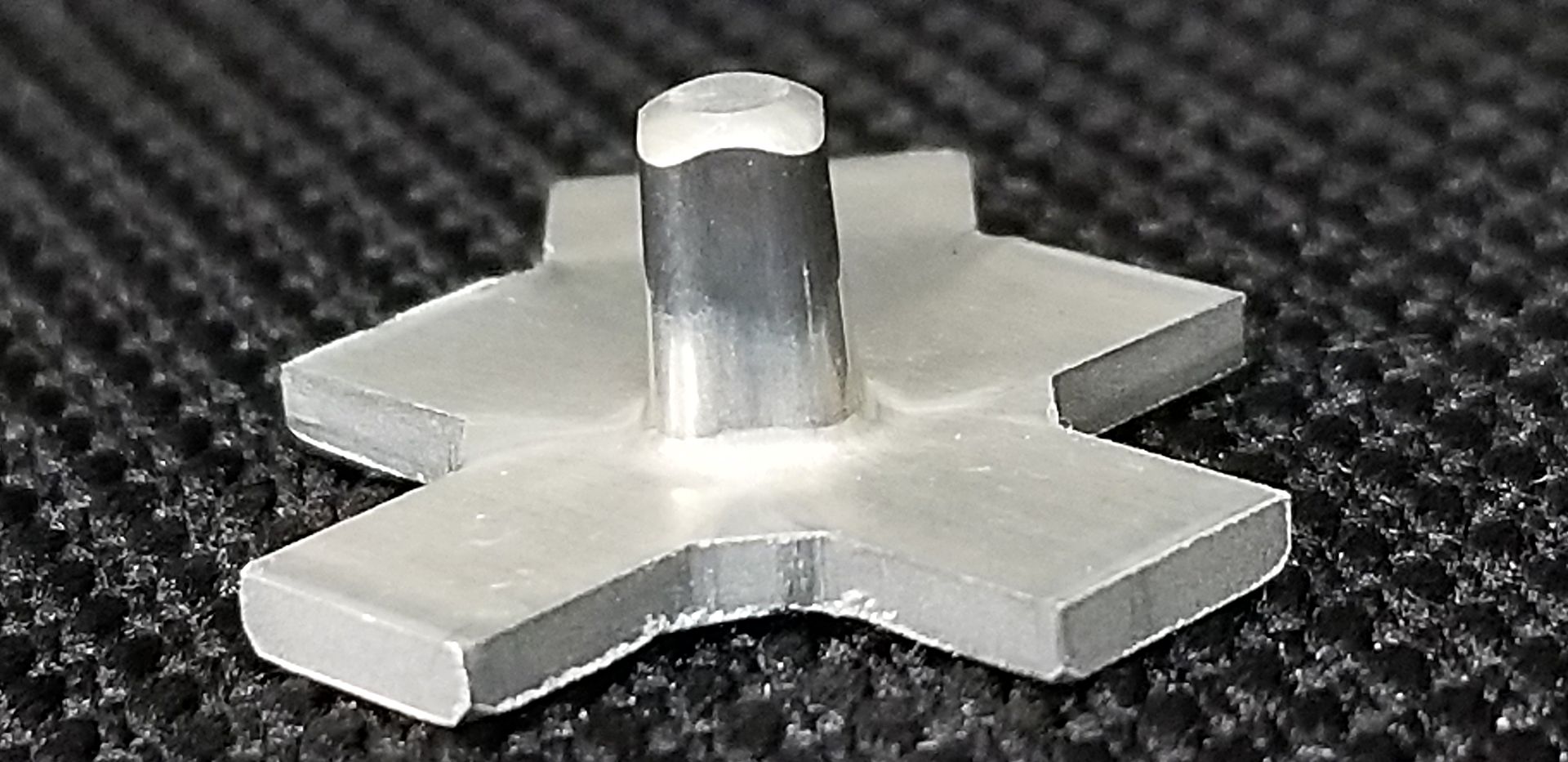
ONLY ONE加工技術【トゥルム工法】
薄板を1工程で角柱(中実)突起を実現

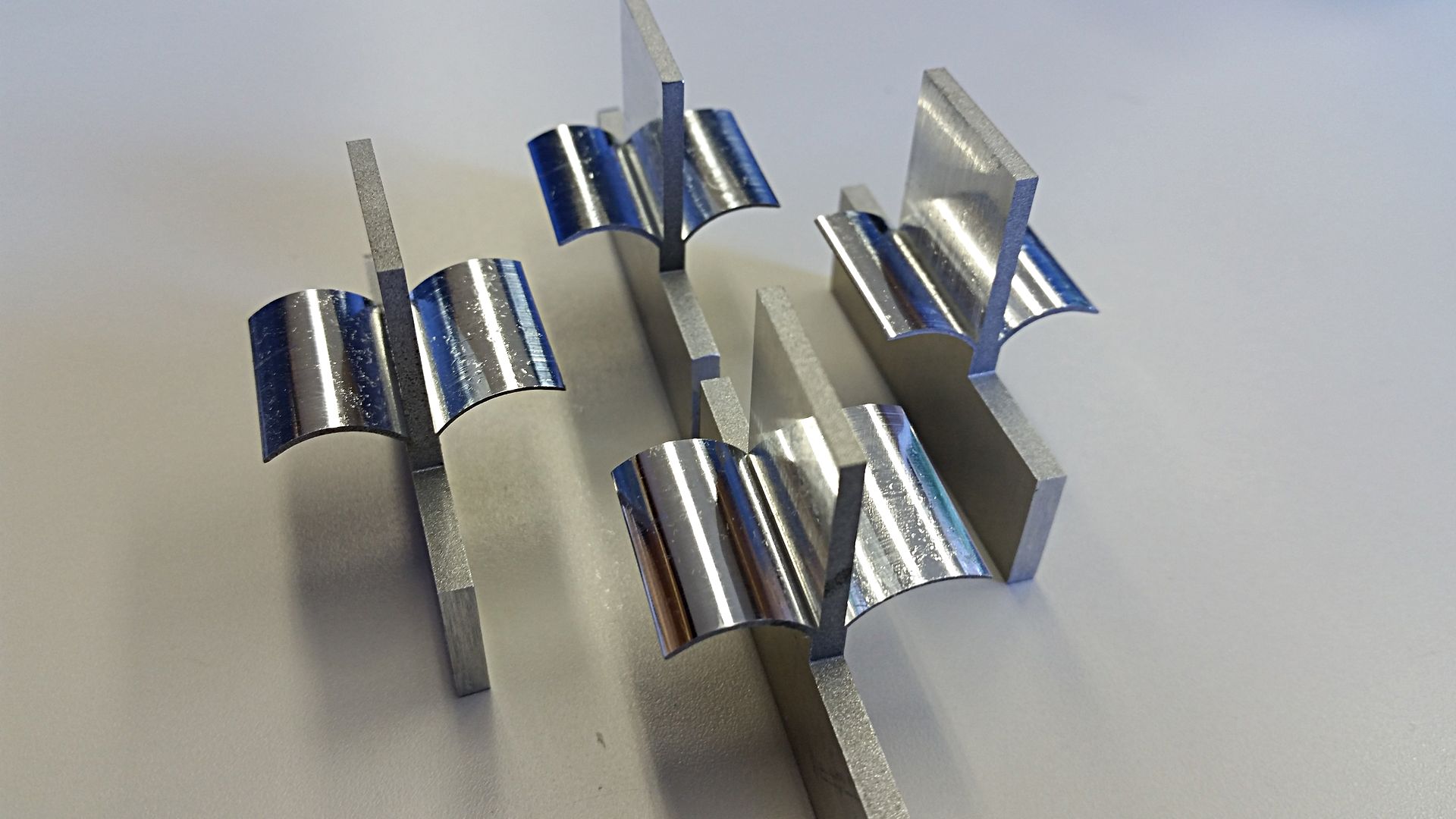
ONLY ONE加工技術【外周割裂工法】
板を絞って、絞った端面を外周割裂、3次元形状の実現
ONLY ONE加工技術【割裂工法】
板を3分割

切削加工やパイプ加工等の加工方法では製造が困難とされている薄肉のテーパー、多段形状の製品は、当社の微細絞り加工技術が有効です。画像(ステンレス部品)の先端外径はφ0.40㎜、内径はφ0.34㎜
フランジ部・絞り部すべての板厚を均一に仕上げた製品となります。
サーボプレス機の活用により、ストロークスピードを数段階に調整することが可能になり、
金型内の材料の流れを自在にコントロールすることが出来、最良の条件でFCF工法
(板材冷間鍛造+絞り加工)を実現することに成功。
材質:SPCE t2.0

異種素材であるテフロンシートをSUSメッシュ2枚の間に挟み込み加工。
破線しやすい極細ステンレス線材を、無給油・無洗浄で絞り加工を可能にしました。
絞り込む時の力を円周状に均一に分散することで、微妙な調整で材料同士をきれいに
織り込み、剥がれのない一体トレーナーとして製品化を実現。
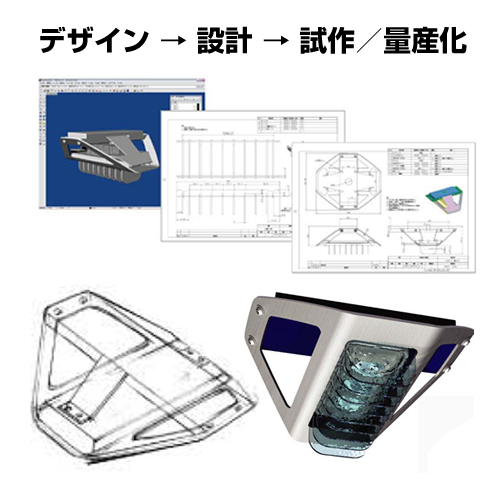
精密板金メーカーであるクラフテックオカモトと長年提携しております、工業デザイン企業とのコラボレーションにより、産業分野のあらゆる製品に、デザインという付加価値を提供させていただき、競合他社を凌ぐ製品開発を支援いたします。
≪工業デザイン企業の実績≫
クラフテックオカモトと提携する工業デザイン企業は、次世代自動車用充電器外装をにてグッドデザイン賞(Gマーク)受賞実績がございます。その他に医療用装着型ロボットや、LED照明、セキュリティーボックス筐体、医療機器、検査装置などの分野で、製品化された実績があり、常に先進分野で活躍している企業です。
≪対象となるお客様≫
デザイン部門を持たない産業用機械・筐体メーカーの皆様や、
現在外注しているデザインから試作開発の付加価値を高めたいとお考えの
開発者、設計者、生産技術者の皆様など、ぜひご相談ください。
≪デザイン開発の特徴≫
機能性を実現するための デザイン開発には、クラフテックオカモトと10年来の協力関係にあることで、板金設計(コスト)に対する配慮をしながら、仕様検討から
スケッチ、デザイン、設計、試作品までスピーディーに対応いたします。
工業デザイン企業のデザインを基に、クラフテックオカモトの長年にわたる大手複写機メーカーとの取引経験により培われた設計、開発力と合わせて、試作段階 から量産までの具体的な提案を行わせていただきます。
特にセルフレジ、セキュリティーボックス、宅配ボックスの金属筐体には多くの実績がございます。
ステンレスSUS430, SUS304等多様な材料に対応可能でございます。
設計/試作/量産まで何でもやります!
お問合せはウエブサイトの問い合わせリンクからお願いいたします。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com

【ケーブルコネクタ 真鍮 出荷前NG品判別装置 自動旋盤 省人化】
自動旋盤で加工したケーブルコネクタの出荷前NG品判別が可能です。
出荷前に検査が必要だが、人手がかけられないなどの課題を解決します。
専用のフィーダーに投入するだけで自動で形状やキズ、寸法などの検査が可能です。
オーダーメイドの自動検査装置や加工現場の省人化は、サンテクスにご相談ください。
設計から据え付けまでお手伝い致します
会社名:株式会社サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
ステンレス材の切削部品をプレス品にハイスピンカシメ加工を行い結合しています。カシメ加工後の高さ制限、カシメ加工近辺にプレス品の立上りがあり、慎重にカシメ加工を行います。カシメ加工はサンテクスにお問い合わせください。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
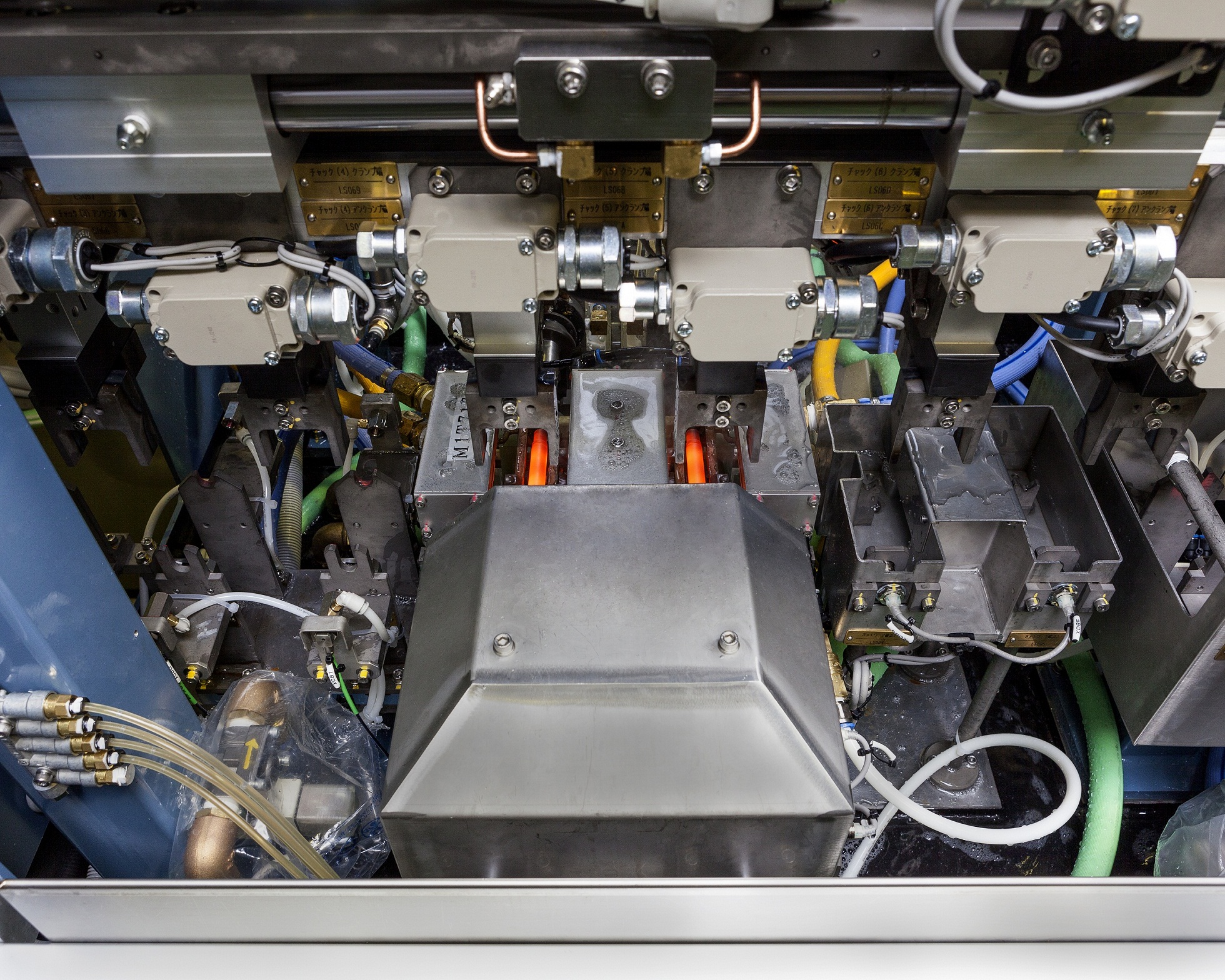
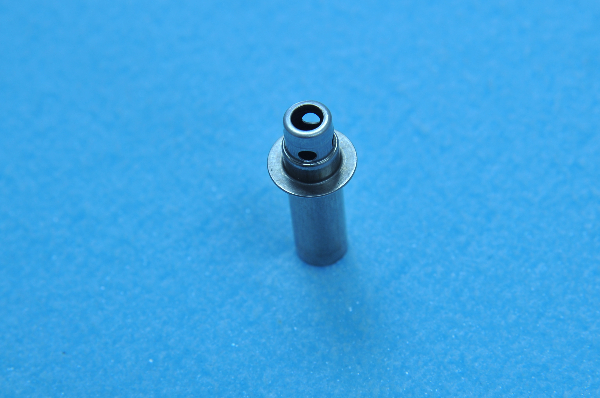
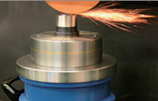
こちらは、モーターの回転軸として使われる「シャフトギヤ」
高周波焼入れ装置の、焼入れステーションの写真です。
写真からは、2本のシャフトがラインコイルによって
同時に高周波誘導加熱されているのが見てとれます。
φ10、100mm前後の長さのシャフトを、1サイクル16秒で
2本同時に高周波焼入れします.
富士電子工業が得意とする半開放型のラインコイルを用いた
回転一発焼入れを採用し、ワーク外径に沿った形の
焼入れを実現しました。
※丸コイルによる移動焼きでは、サイクルタイムが長くなり、
・段付きの角部でオーバーヒート、
・段付きのR部で焼入れ深さが浅くなる、
などの不良が出がちです。
コイルと治具の段替えにより、20種類のワークに対応します。
~シャフトギヤ 高周波焼入れ 装置② ラインコイル 自動車 機械部品 IH 熱処理~
お問い合わせは
富士電子工業㈱営業部まで
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

モーターの回転軸として使われる「シャフトギヤ」の
高周波焼入装置です。
φ10、100mm前後の長さのシャフトを、1サイクル16秒で
2本同時に高周波焼入れします.
本機はモーター工場のライン内に設置され
前工程からワークを受け取り、自動で焼入れを行い
次工程へと送ります。
ワークは写真左側の受け渡し口(制御盤の下付近)から搬入され
左側のステーションで高周波焼入れを、
中央のステーションでアフター冷却を、
右側のステーションでエアブローを行い
写真右側の受け渡し口から搬出します。
焼入れ対象ワークは段付きのシャフトであり、本機では
・焼入れ品質を確保し、
・サイクルタイムを短縮する為
富士電子工業が得意とする半開放型のラインコイルを用いた
回転一発焼入れを採用し、ワーク外径に沿った形の焼入れを実現しました。
※丸コイルによる移動焼きでは、サイクルタイムが長くなり
・段付きの角部でオーバーヒート、
・段付きのR部で焼入れ深さが浅くなる、
などの不良が出がちです。
コイルと治具の段替えにより、数十種類のワークに対応します。
富士電子工業株式会社営業部
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

低出力トランジスタ式発振器≪FIT≫
富士電子工業の低出力の発振器【FIT-I】です。
出力:5~30kW・周波数:30~100kHz
富士電子工業は、焼入以外にも高周波を利用した誘導加熱の装置を
製作しておりますのでご紹介いたします.
【主な用途】
・ロー付け:接合する部材・母材より融点の低い合金を溶かし接合する。
切削工具類、刃物へのロー付け
・焼嵌め・焼抜き:加熱膨張をさせ強く接合したり脱着をさせる。
・焼鈍し:鋼の結晶組織を調整し、鋼の硬度を下げる。
・曲げ、形成加工:一定の温度まで加熱をして形成する。
※上記用途以外でも、一度ご相談ください。
【基本設備】
・発振器(トランジスタ式)
・整合部(出力トランス、コンデンサ、フレーム、カバー)
・制御盤及び操作盤(手許操作BOX、フットスイッチ)
・機器冷却水(水冷・空冷チラー)
・2次配管・配線
【改善】
・生産性を上げて利益率を上げたい!
・電気代、ガス代を減らしたい!
・常に安定した加熱がしたい!
・加熱時間が長いから歪み量を減らしたい!
高出力の発振器(トランジスタ式)も取り揃えておりますので、
お問い合わせください。
誘導加熱の様々な用途
https://www.nc-net.or.jp/company/88995/product/detail/83219/
「持続可能な未来に向けた技術革新 - 脱炭素と低フリクションギヤの進化」
https://www.nc-net.or.jp/company/88995/product/detail/113823/
YOUTUBEチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
お問合せは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
愛知県名古屋市中区金山1丁目9-17.
金山スズキビル7F
TEL:052-322-1361
FAX:052-322-1362
왼쪽 사진은 모터 회전축으로 사용되는 샤프트기어 고주파소입설비입니다
2본의 샤프트를 라인 코일로 동시에 고주파유도가열을 합니다.
φ10、약 100mm 길이의 샤프트를 1 사이클 16초로 2본 동시에 고주파 소입을 합니다.
후지덴시의 독자적인 반개방 코일을 사용한 회전 일발 소입을 채용하여
워크 외경에 따른 소입 패턴을 실현했습니다.
※원형 코일로 한 이동소입은 사이클 타임이 길어지고
・단차가 있는 모서리에서 오버 히트
・단차가 있는 R부에서 소입깊이가 얕아진다
등의 불량이 나기 쉽습니다.
지금 비슷한 문제로 고민하시면 언제나 연락주세요
~샤프트기어 고주파소입 장치 라인코일 자동차 기계부품 IH 열처리~
문의하실 때*******************************
FUJI DENSHI(주) 영업부에게
오사카 야오시 오이하라6-71.
TEL: 072-991-1361
youtube:https://www.youtube.com/c/fujidenshi
*******************************************
焼入と金属組織 高周波焼入
私たちの日常生活を支えている金属は必ずしも物質として固有の特性を示すことはなく、
含有する合金元素の種類や量及び混入不純物の量、その製造方法や加工履歴によって多様な変化を示します。
金属材料は金属元素が規則正しく配列してできた結晶材料です。
一般的な金属材料は様々な方向を向いた結晶が集合した多結晶体です。
ひとつひとつの結晶を結晶粒、結晶と結晶の境目を結晶粒界といいます。
結晶の種類や、大きさ、分布などを金属組織といいます。
金属の性質は金属組織の影響を大きく受けます。同じ形状、外観の金属部品であっても、その溶解や製精錬、熱間・冷間加工条件、表面処理や仕上げ等の違いが、金属組織に顕れます。
つまり、組織から、結晶の大きさや形状、表面性状、結晶粒界や界面の性格の違い、不純物の介在、凝固過程や熱処理により生じた化合物や不純物の分布等、多くの情報を得ることができます。
鉄鋼の熱処理では、800~900℃の高温に加熱することで、
鉄の結晶をフェライトやパーライトという組織から炭素が多く溶け込むオーステナイトという組織に変化させ、炭素を鉄の結晶中に固溶し、その後水や油で冷却する事で、
マルテンサイトという非常に硬い結晶に変わります。
(冷却速度が遅いとフェライトやパーライトが出来てしまうため硬くなりません。)
また、焼戻しはマルテンサイトから微細なフェライトやセメンタイトが析出した組織に戻すことで靭性を回復する熱処理です。
このように熱処理においても金属組織の観察は、品質確認のための重要な検査方法のひとつとされています。
お問合せは
富士電子工業(株)営業部まで.
*・・*・・*・・*・・*・・*・・*・・*・・*
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
*・・*・・*・・*・・*・・*・・*・・*・・*

自動車業界向けの電子デバイス部品です。
材質は、PBT(pbt)およびPPS(pps)などでインサート成形を行っています。
工程としては、樹脂、プレス金型設計製作→プレス部品加工→インサート成形です。
・サイズ: 30mm×40mm×20mm
・ロット: 5,000個/日
・製作期間: 1.5~2.0ヶ月
プレス金型、エンジニアリングプラスチック金型の設計・製作をベースに、
同一工場内で端子のプレス加工からインサート成形までを一貫対応します。
IATF16949認証済み
自動車部品の量産安定成形は弊社にお任せください。
~ 技術はきれい ~ 信州吉野電機 株式会社



