Language: 日本語 | English
Language: 日本語 | English
「うすい、小さい、ほそい、きびしい」バネ材の試作―量産は当社へ!!
バネ材(SUS304、SUS631、べり銅、燐青銅等)の高精度・複雑形状加工。
3D図面による形状検討から、材質、板厚、各種処理の検討―提案、試作―評価、順送金型製作から量産までの一貫サービスで、お客様の開発スピードアップを全力でサポートします。
写真:医療用微細板バネ(素材の安全性、端面の平滑な仕上げなどが要求されます)
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

左右二ヵ所のカーリング曲げ。真円度0.05以内。
先端にはすき間の開いているヘンミング曲げ。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

バリなく美しい仕上がりです。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

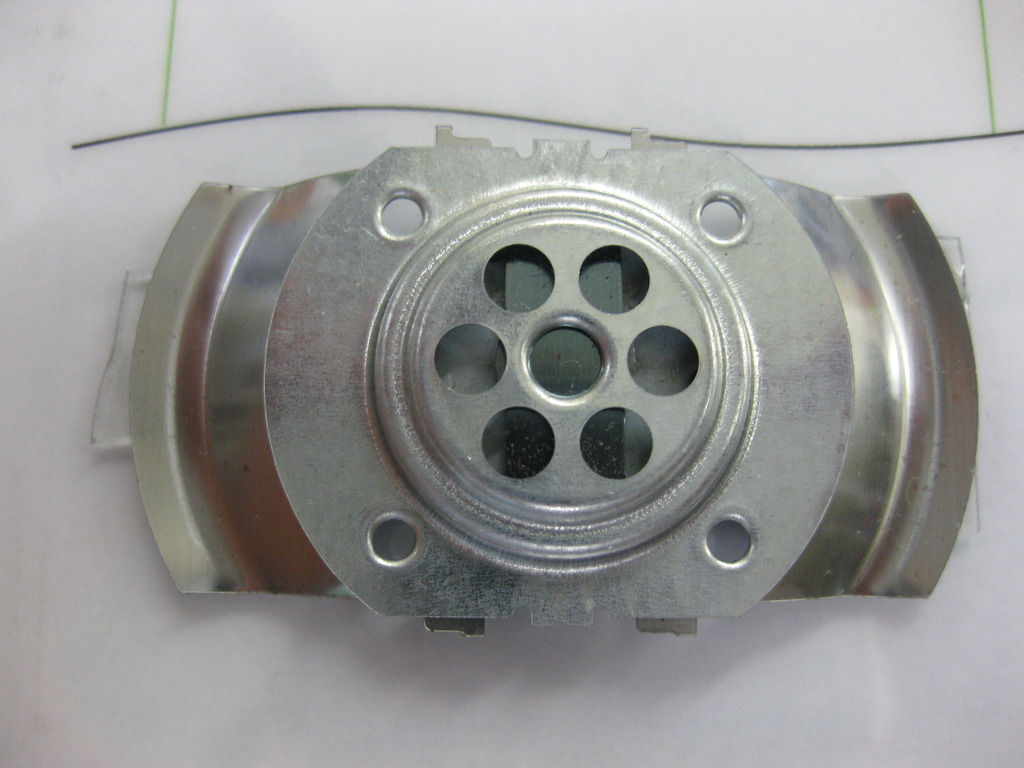
ステンレスの深絞り加工に、33ヶ所のピアス加工(穴あけ)した部品。
トランスファープレスにて絞り加工をし、その後単発加工1工程で33ヶ所のピアス加工をして製作ました。
概略寸法 φ16mm 全長54mm 穴寸法φ2mm×31ヶ所 φ3mm×2ヶ所

30tトランスファープレス
ステンレスの多段深絞り加工に使用しているプレス機。

量産でHT540-P材:6.0t幅500、SAPH440-P材:8.0t幅250のコイル材を加工しています。

溶接組立のシステム設計・製作は内製しています。

従来の曲げ半径が固定した曲げ型交換式のパイプベンダーとは異なり、曲げ半径や曲げ角度を加工プログラムで自由自在にコントロールできる画期的なCNCフリーフォームパイプベンダーです。
従来工法のパイプベンダーでは加工できなかった次の曲げ加工ができます。
・曲げ半径が数mレベルの大R
・異なる曲げ半径がストレート(つかみ代)を介さず連続する複合R/徐変R
・複合R/徐変Rの軸角度を可変することで3次元自由曲線を表現する
・180°以上の曲げ角度
・曲げ型を交換せずに一気通貫にたくさんの異なる曲げ半径が混在した曲げ加工を一筆書きで曲げる
直線と円弧で設計されたパイプの芯線(中心線)の3Dデータを支給いただければデータコンバータで弊社オリジナルフォーマット(例は下記参照)に即座に変換し、あたかも3Dプリンターのように迅速に試作加工が可能です。
----------------------------------------------------------------
加工プログラムの一例:
D=42.7
L=120 FF=25.00 FE=25.00
R=100.00 T=90.00 P=0.00 FE=25.00 FF=25.00
R=225.00 T=180.00 P=90.00 FE=25.00 FF=25.00
R=100.00 T=90.00 P=0.00 FE=25.00 FF=25.00
L=120 FF=25.00 FE=25.00
パラメータの意味:
Dはパイプ外径
Lは直線部の長さ(mm)
Rは曲げ半径(mm)
Tは曲げ角度(度)
PはRとRの接続部の軸角度(度)
FFとFEはXY軸の移動速度(管材送り速度に対する相対速度)
----------------------------------------------------------------
弊社保有の設備をご利用いただき、少量ロットの試作加工から量産まで賃加工も承ります。
まずは図面や貴社の課題をご用意の上、お声がけをお願いたします。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
...
【パイプベンダー記事一覧】
https://ja.nc-net.or.jp/company/1285/product/detail/268245/
創業60年、この道では大手御三家の一角と称された当社のコア事業である精密順送深絞り金型事業は長期間にわたり培ったノウハウがものを言います。
当社は、
1)最新鋭の各種NC工作機械によるミクロンオーダーの金型部品の精密加工
2)順送・深絞り精密プレス金型の設計・開発と製造
3)国内2工場、海外4工場でのプレススタンピングサービス
をすべて日進精機ならびに日進精機グループ企業内で垂直統合型に完結できる、お客様の抱える諸課題を解決できるソリューション・パートナーです。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ ココ!
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

日進サインバーチャックは累計3万台近くを出荷したロングセラー、ベストセラーのサインバー内蔵式可傾式チャックです。
創業60余年の老舗の精密プレス金型メーカーである当社が自社の研摩加工プロセスを飛躍的に合理化するために開発した自家製品を同業他社の金属加工業やプレス加工業のお客様に有償でおすそ分けします。
岡本工作機械、技研、三井ハイテック、黒田精工、NIKKOなどの小型成形研削盤との併用をオススメ致します。
リリース以來40年余り、一貫して職人が昔ながらの工法で丁寧に1台づつ手作りしているため競合製品と比べて値ははりますが、後発の類似のサインバー式チャックとの比較において;
1.主軸に固定した半月板をディスクブレーキ様の機構で固定できるため、軽い締め心地できちんと主軸がとまる。経年劣化による精度の狂いが皆無。
2.電磁チャック部の電極の固定に簡易な樹脂を使用せず、昔ながらの半田を使用しているため加工熱の逃げが早い。
という圧倒的な強みがあり、熱狂的な固定ファンが多いのが特徴です。

順送プレス金型の中でピンを成形したり、従来は機械加工していたものをプレス化したりお客様のコストを大幅に低減するVAをご提案いたします。
順送深絞り加工に類することならば何でもご用命ください。
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ ココ!
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/
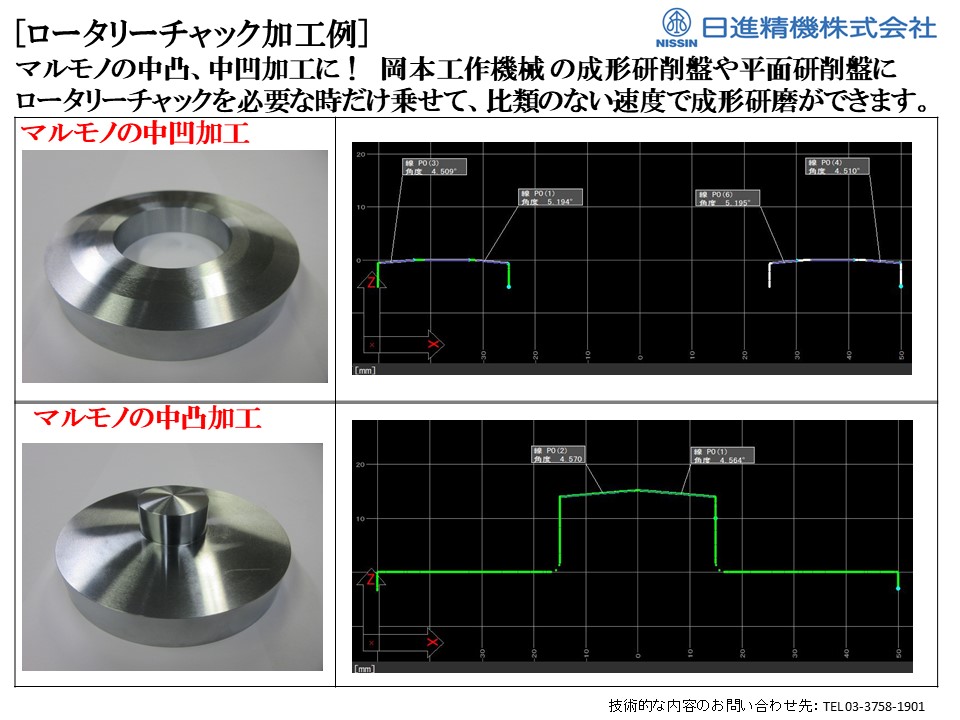
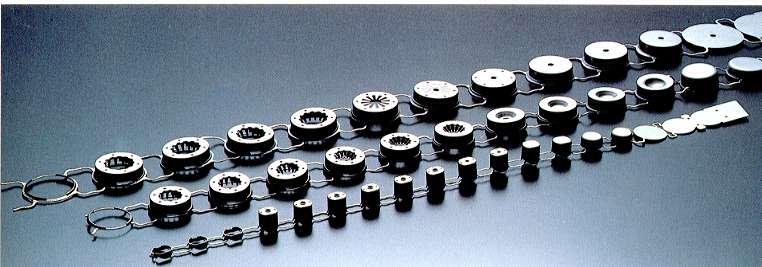
丸モノの中凸中凹、かつ、ミクロンオーダーのワークを研摩加工する際にお困りのお客様にイチオシの回転式高精度電磁チャック、それが日進ロータリーチャックです。
創業60余年の老舗の精密プレス金型メーカーである当社が自社の研摩加工プロセスを飛躍的に合理化するために開発した自家製品を同業他社の金属加工業やプレス加工業のお客様に有償でおすそ分けします。
必要な時だけ、お手持ちの小型成形研や平研の既存のサインバーチャックや可傾式チャックのチャック面に脱着するだけで少量多品種の研摩加工を合理化できます。
昨今では、シリコンウェハーのサブミクロン研摩や超硬部品の研摩時間の短縮にもご活用頂いております。

当社は、精密順送プレス加工を中心に、金型設計・製作から量産プレス加工まで一貫対応しております。
0.1mm〜3.2mmの薄板金属に対応し、電子部品・自動車部品・半導体製造装置向けなどの実績が多数ございます。
■ 主な特徴
・順送プレス加工に特化(対応トン数:45t~300t)
・自社内での金型設計・製作により、試作から量産まで一貫対応
・材料:SUS、SPCC、銅、真鍮、アルミ 等
・打抜き、絞り、曲げなどに対応
■実績例
・モータ
・インバータ
・リチウムイオン電池等蓄電池
・燃料電池(FC)
・ソレノイド(電磁弁)
・電動弁
・ノイズフィルタ
・キャリアテープ
・熱コレクタ(熱交換器、EGRクーラー)
・リレーケース
・端子
・コネクタ
・バスバー
他、電動自動車部品や半導体等電子部品
■ ご相談について
図面等をご提供いただければ、お見積・試作検討に対応させていただきます。
「高精度な金属プレス部品が必要」といったご要望がありましたら、ぜひお気軽にご相談ください。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ ココ
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS材を使用しており板厚は0.1~1.5が守備範囲。
深絞り後の製品カットでチリ切りを用います。
製品カットによる外周側の出っ張り量や縁内側のRを最小限に抑え、バリの発生も少なくします。
【製品詳細】
素材:SUS
板厚:0.2mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ ココ!
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS材、SPC材、SEC材等を使用しております。
絞り形状を作った後に端部をカットする工法で、絞りの袴部分に限らず、絞り上面などもカット可能な加工技術です。
【製品詳細】
素材:SUS材、SPC材、SEC材
板厚:0.2~1.0mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ ココ!
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS及び鉄材、アルミ材を深絞り後に360°カムを用いて順送型内で打ち抜ける工法です。
絞り外側の90°等配の横抜きはもちろん、送り方向45°、135°の角度不問の横抜きなど、ユーザーニーズに応じた加工がストリッパー内蔵カムによって可能となります。
車載燃料噴、インサート金具アンカー役割など用途は様々です。
【製品詳細】
素材:AL
板厚:1.0mm~
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ ココ!
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SPC材、AL材を使用しております。
深絞り後の製品にビードを施す加工です。
弊社で有れば順送+鍛造のマルチ加工が可能です。
【製品詳細】
素材:SPC材
板厚:1.0mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ ココ!
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

SUS材、SPC材、SEC材を使用しております。
順送金型で製作したカーリング。
材料歩留まりを考えた工法をご提案いたします。
【製品詳細】
素材:SUS材、SPC材、SEC材
板厚:1.0mm
業界:車載
加工方法:順送プレス金型
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ ココ!
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/
鉄、ステンレス、アルミ、銅など様々な材質に対応いたします。
難易度の高い深絞り(例:SUS材やアルミ材における角絞りや多段絞り。SUS材深絞りで真円度・同軸度・偏肉を0狙い等)の経験も多数ございます。
【製品詳細】
素材:SUS
板厚:0.1mm~1.0mm(ご相談ください)
業界:車載、産業機械、家電
加工方法:順送プレス金型、トランスファー金型、単発金型、
*写真はバルジ加工からの工法転換
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ ココ!
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

日進精機は、精密プレス部品の試作加工から金型製作~量産まで一貫して対応可能です。下記は、電子部品用金型に使用されるパンチの例です。
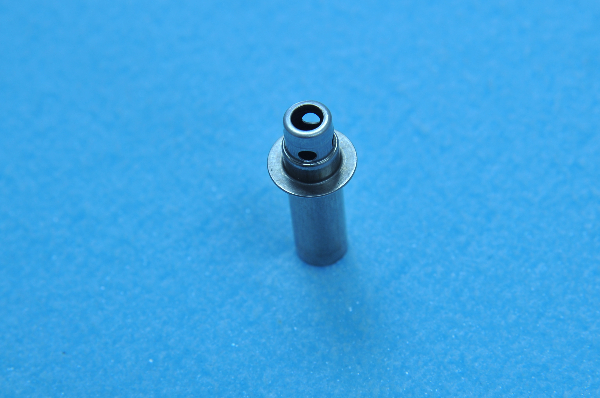
▪パンチ概要
・加工箇所:刃先(ストレート正方形+角R)
・素材:超硬
・公差:±0.001
・使用機械:プロファイル研削盤
▸ プロファイル研削加工について
https://ja.nc-net.or.jp/company/1285/product/detail/266031/
▸ デジタルプロファイル研削盤DPG-150について
https://ja.nc-net.or.jp/company/1285/product/detail/266032/
▪超高精度仕上げで
・プレス製品の再現性が極高!
・金型長持ち!
◎さいごに
1957年創業以来培った累計7,000型を超える製作実績によるノウハウ×最新設備が、
お悩み解決につながるかもしれません。お気軽にご相談ください!
【お問い合わせ先】
日進精機 ㈱ 本社
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn.info@nissin-precision.com
関連URL:https://www.nissin-precision.com/products/precisiondie/
投稿者:Y.M

日進精機株式会社は、精密プレス金型メーカーです!
金型製作・量産前の検討として、旋盤による試作加工にも柔軟に対応しています。
モーターケースの例をご紹介します。
■ 試作品例
・素材:ステンレス
・寸法:深絞り相当部 t=0.5
・精度:円筒度0.1/同軸度0.1
・特徴:薄肉特有のビビり・変形を抑えた加工
こうした加工現場で培った知見を金型設計・製作に反映することで、
量産性と品質を両立した金型をごご提供しています!
■ お問い合わせ時に欲しい情報
用途/材質/板厚/数量/納期/図面(あれば)
【お問い合わせ先】
日進精機 ㈱ 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
投稿者:Y.M

【製品詳細】
素材:SPCE
板厚:2mm
業界:車載
加工方法:順送鍛造プレス
従来の工法からVE提案を行い、冷間鍛造×順送でのプレス化を実現しコストの見直しにも貢献しております。
用途は自動車のミッションに使用されております。
順送での体積移動が難しく、製品成形工程での高さ調整が技術者の技量による部品となっております。
切削からのプレス化など検討されていましたらお問い合わせください。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ ココ!
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他プレス工法
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269345/
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

射出成形において、こんなお悩みはありませんか?
• 製品をもっと軽くしたい
• ヒケ・そりを抑えたい
• 肉厚差が大きくて成形が安定しない
• 生分解性樹脂やバイオマス樹脂など、環境配慮素材を使いたい
• 難成形材で不良が出やすい
• コストを抑えつつ強度を確保したい
こうした課題、日進精機の高精度金型・射出技術×MuCell®装置で解決できる可能性があります!
▪ MuCell®装置とは...
通常の射出成形(インジェクション成形)プロセス中に溶融プラスチックに超臨界流体を注入するテクノロジー。
これにより外層は非発泡、内部は発泡層を持つ成形品が作られます。MuCell®を使用することで、成形品重量の軽減、成形条件の緩和、高精度で品質の高い成形品が実現されます。
※超臨界流体:気体と液体の中間ギリギリの状態
※MuCellは米国Trexel.inc.の登録商標です
▪ 当社の強み
• 1957年創業から培った精密金型製作技術
• リフレクター製造から由来する高精度射出成形技術
• 難成形材・環境配慮素材の成形ノウハウと実績
• 軽量化・反り対策の提案力
• 試作〜量産まで一貫サポート
「ミューセルを使うべきかどうか」
「どの材料が適しているか」
そんな初期検討段階からでもお手伝いできます。
▪ 依頼の流れ(例)
お問い合わせ⇒打ち合わせ⇒検討・見積⇒ご依頼
▫ お問い合わせポイント!これだけあれば検討します!
・用途
・材質
・数量
・納期
・図面(PDF/STEP)
その他ご質問、ご相談などございましたらお気軽にご連絡ください↓↓
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail :gn_info@nissin-precision.com
投稿者:Y.M
---------------------------------------------------------------------------------------------
【関連記事】
◎素材・射出技術関係
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265574/
・素材(PLA)について
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267947
・MuCell®について
▸ ここ!
◎オリジナル商品
・PLAグラス「Bio7」
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265575/
・PLAグラス「4Tiers」
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265576/
・PLAグラス「泡」
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265581/
・耐熱PLAマグカップ「N1」
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265578/

【製品詳細】
素材:SUS・SUYP
板厚:0.3mm~
業界:車載
加工方法:順送プレス
SUSとSUYPの異種金属を精密カシメ加工した製品になります。
(3方向から120度等配でカシメ)
接着剤や溶接を使用せず、機械的締結により高い接合強度と安定した品質を実現しています。
微小部品・精密機構部品においても、高精度プレス技術により再現性の高いカシメ加工が可能であり、ブレーキのモーターとして使用されております。
【お問い合わせ先】
日進精機株式会社 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
担当:F.N
----------------------------------------------------------------
【関連記事】
◎精密順送プレス金型設計・製作および金属プレス加工
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・プレス化によるVA提案
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18546/
・鍛造の高速化
▸ https://ja.nc-net.or.jp/company/1285/product/detail/267447/
◎精密深絞りプレス加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/18544/
◎深絞り+αの工法シリーズ
・概略
▸ https://ja.nc-net.or.jp/company/1285/product/detail/266005/
・カーリング
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265998/
・鍛造ビード加工
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265995/
・張り出し・ピン立て
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265745/
・横抜き(順送型360°)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265744/
・ヨロメキカット
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265743/
・精密チリ切り
▸ https://ja.nc-net.or.jp/company/1285/product/detail/265724/
◎その他
・精密角絞りプレス成形
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
・精密異種カシメ技術
▸ ココ!
・SUS444のシゴキ工法
▸ https://ja.nc-net.or.jp/company/1285/product/detail/261132/

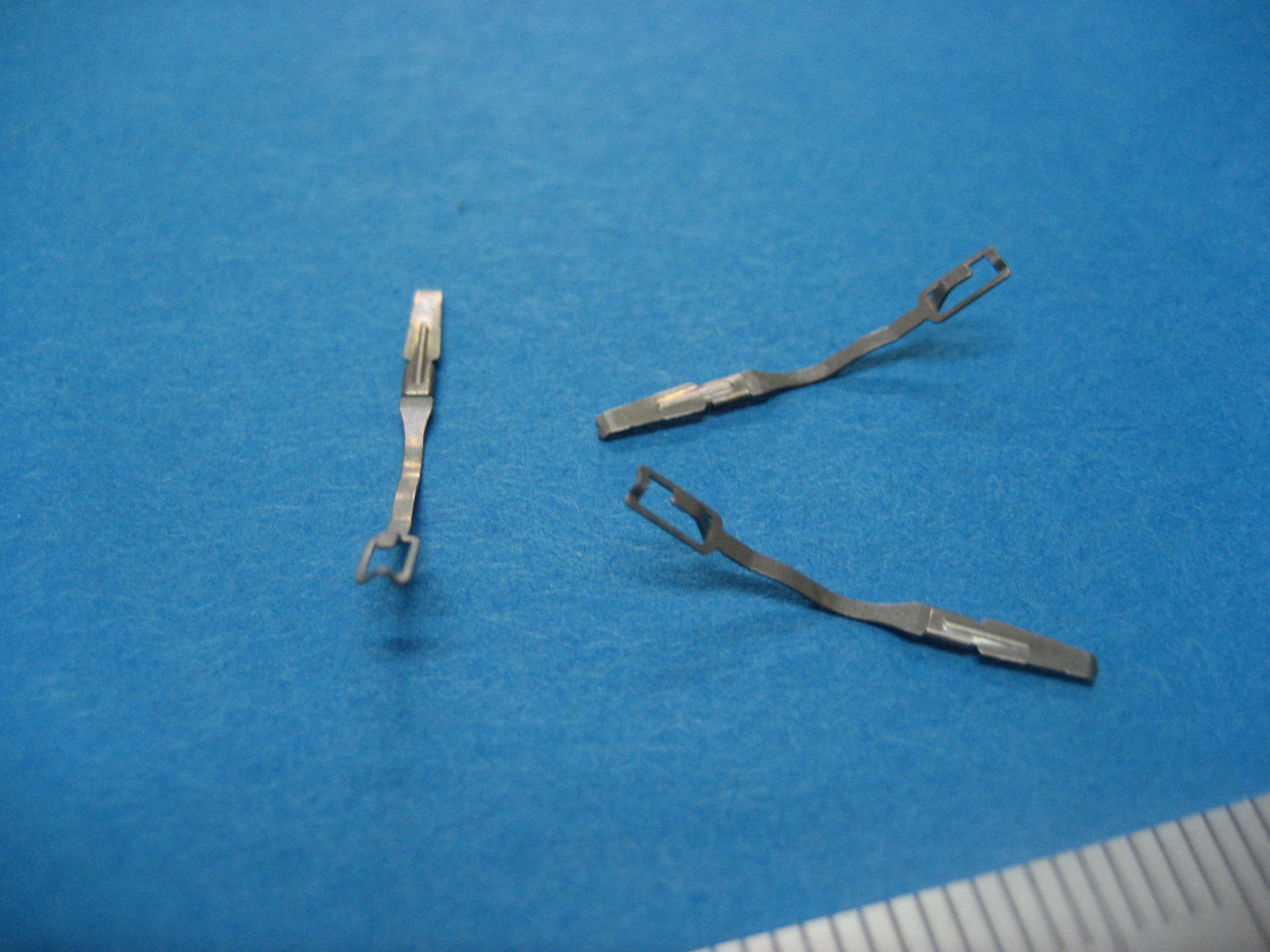
【スナップピン製造(ステンレス)】
スナップピンには、抜け止めスナップピンのように、線材の先端を折り曲げて加工し、製品が簡単に抜け落ちないようになっているものもあります。スナップピンは、取り付け取り外しが容易で、繰り返し使用することができるという特徴があります。日本フォーミングではステンレスのスナップピン製造に多くの実績があります。
☆日本フォーミングのスナップピン製造のポイント
写真のような形状のスナップピンを作る際は、金型の先端につく駒の摩耗具合により上下で隙間寸法のバランスが崩れてくるため、左右の金型の先端の駒を定期的に交換するようにしています。ステンレスで製造するにあたっても、他の製品も同様に細心の注意を払って行います。
☆日本フォーミングのスナップピン製造のノウハウ
日本フォーミングの技術を支えるのは、金型の設計・製作技術です。綿密な打ち合わせにより、素材のスプリングバックを考慮にいれた金型設計を行います。スナップピンも、スプリングバックを考慮して製造します。
日本フォーミングは、「プレス加工では困難なRの大きな曲げや複雑形状の曲げ」「線バネ、板ばね、端子類などのさまざまな加工」を得意としています。長年培ってきた独自の成形技術を基盤に、加工内容によって最適な機械を選定し、多品種、少量生産の要望にも応えます。
☆ステンレスの対応
ばねにおいて、ステンレスは多くのシーンで利用されます。弊社で対応可能なステンレスは、以下の通りです。
対応可能ステンレス一覧
SUS304 WPB H・SUS304 WPA 3/4H・SUS304 WPA 1/2H・SUS304WPB NFシルビア・SUS304 3/4HT・SUS304 W1 W2/・SUS301WPAシルビア・SUS316WPA・SUS316 H NF シルビア・SUS631 3/4H・SUS304 H・SUS304 3/4H・SUS304 1/2H・SUS301 CSP・SUS301 CSP 3/4H・SUS301 CSP 1/2H・SUS316 BA・SUS631 3/4H・SUS304 WSA・SUS304 WSA コーマル・SUS M7などが対応可能です。
「お客様の求めるカタチを実現する」をモットーに、材質・形状・品質・納期・コストなど、多岐にわたるお客様のニーズにお応えしています。マルチフォーミングのスペシャリスト、「日本フォーミング」にご相談ください。
形の違う4部品を、順送金型内でカシメ加工した製品。プレス内でカシメをすることで、工程簡略化が出来る。

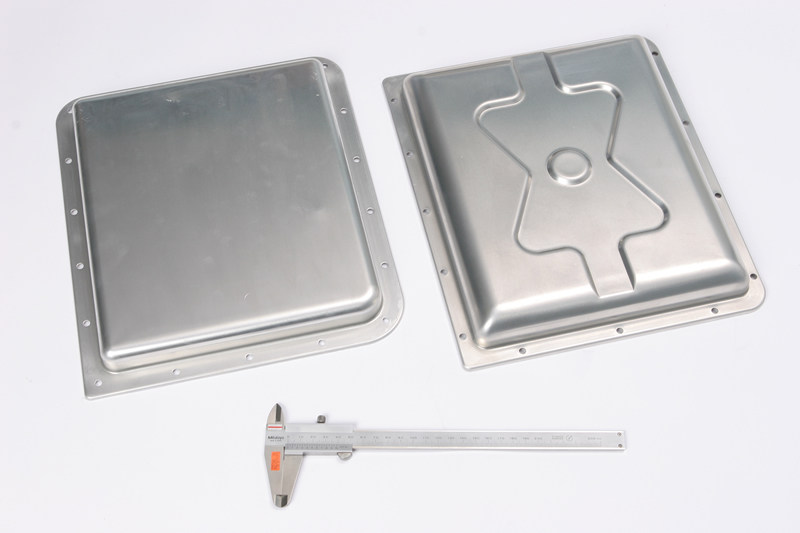
商用車(大型・中型トラック、バス)に装着されているエアドライヤから放出されるオイルミストを捕集する装置。内部のフィルタでエアとミストを分離させ、底部にミストが溜まったら、ドレーンから排出する機構。商用車メーカーと共同で試作から量産まで立ち上げた製品。弊社のアルミ材プレス・溶接加工技術により軽量化にも貢献している。
お問合せ先
株式会社ホリコー 瑞穂工場
東京都西多摩郡瑞穂町二本木543
TEL:042-556-2221 FAX:042-557-1950
https://www.horiko.co.jp/

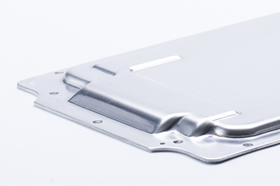
深絞り品をスポット溶接した商用車キャブ用部品。
金型技術、プレス深絞り技術、溶接技術の三位一体で製品を実現。
商用車用キャブのフロアパネル
多工程の曲げ加工を安定して生産

電動トラック用キャブの骨格部品
新たに採用された特殊構造品を金型技術+プレス絞り技術+溶接技術の三位一体で造り込んだ

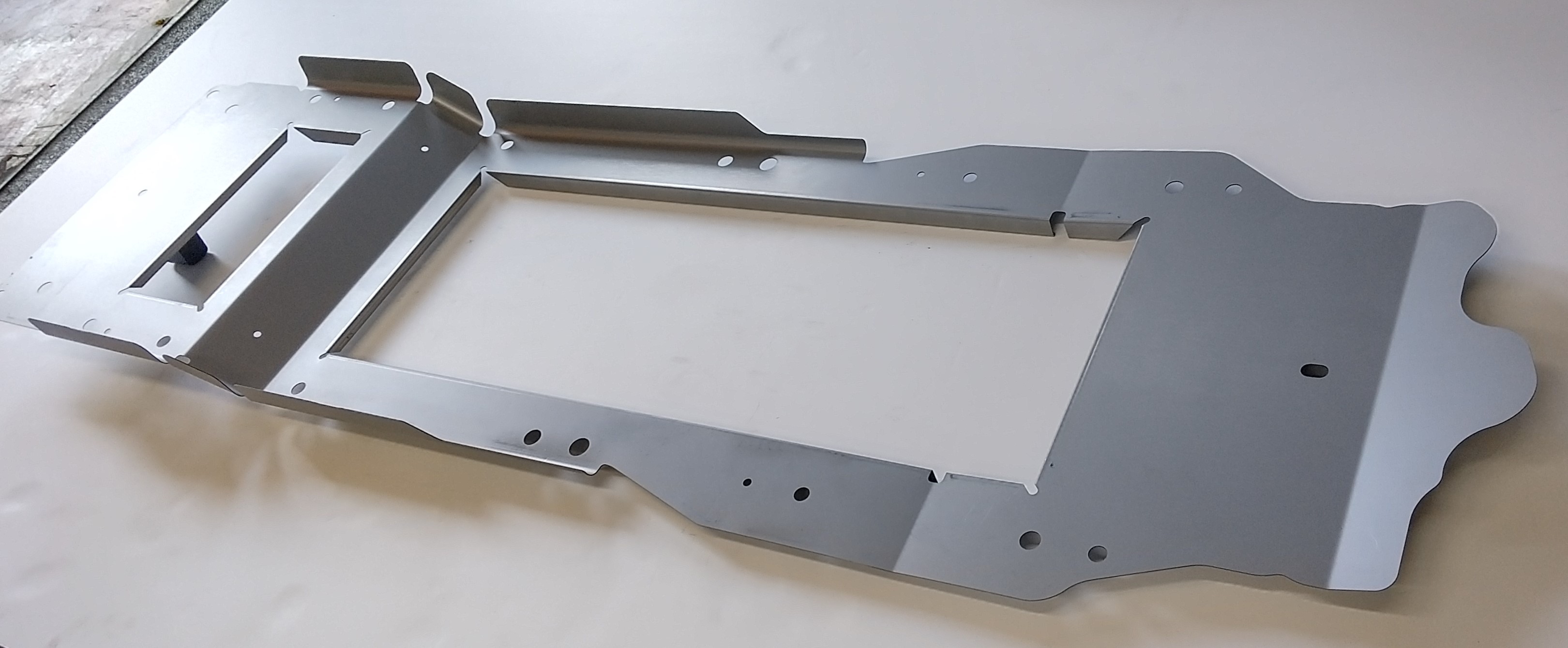
電動トラック向けフレーム部品
中厚板の素材変形をシミュレーション解析し、成形工程を設定
金型製作からプレス加工まで内製で一貫対応し、平面度1mmの要求値を安定して生産している

商用車用フレーム部品 スプリングブラケット
6mm中厚板の成形歪および溶接歪を踏まえた最適化により、穴部の同芯度0.2の高精度を実現

商用車用ラジエーターファン部品
フランジ幅が小さい曲げ加工の精度確保を実現

商用車フレーム部品
6mmの中厚板材の成形技術と余肉の少ない領域を精度よく溶接する技術で寸法と強度の両立を実現

オークマ製五面加工機MCR-A5CⅡを用いた金属プレス金型の製作
鋳物型の加工も可能
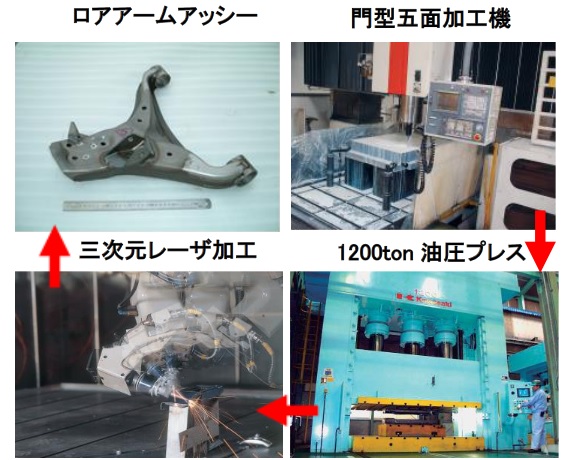
板金プレス試作開発で短納期・高品質!~高強度ロアアームアッシー~
►業界の課題
製造業における試作開発では、高品質と短納期の両立が大きな課題となっています。特にロアアームアッシーのような自動車の足回り部品は、高い強度と精密な加工精度が要求され、開発期間の短縮が困難とされてきました。
►技術課題の解決手法
プレス成形解析と高出力な油圧プレスと3次元レーザー加工技術を組み合わせることで、この課題を解決します。ロアアームアッシーの製造では、深絞り加工による高強度化と、3次元レーザーによる精密な形状加工が不可欠です。
【ロアアームアッシーの重要性】
自動車のサスペンション系統において、ロアアームアッシーは車体とタイヤを結ぶ重要な部品です。走行安定性や乗り心地に直接影響を与えるため、高い強度と精密な寸法精度が要求されます。
►一貫生産による品質保証
✔ 設計段階:CATIAなど最新の3D-CADシステムによる設計
✔ 加工工程:最大1,200ton出力油圧プレスによる深絞り加工と高品位な溶接
✔ 品質管理:大型三次元測定機による高精度検査
►短納期を実現する生産体制
・24時間稼働体制による生産能力の最大化
・設計から検査までの一貫生産フロー
・同期軸搭載の溶接システムによる最適条件での溶接組立
►導入効果
※ 開発期間:最大50%短縮
※ コスト:従来比30%削減
※ 品質精度の向上
►お客様の声
「試作期間が大幅に短縮され、製品開発のスピードアップに貢献していただいています。品質も安定しており、量産化への移行もスムーズです」
(大手自動車メーカー 開発部長)
★技術資料ダウンロード
製品開発における課題解決事例を詳しく解説した技術資料をご用意しています。
✔ 高難度プレス加工のノウハウ
✔ 短納期実現のための工程フロー
✔ 品質保証体制の詳細
⇒資料ダウンロードはこちら
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
◎会社概要
社名:タイメック株式会社
所在地:〒719-1164 岡山県総社市西郡 197-1
TEL:0866-93-1269
FAX:0866-93-2540
コーポレートサイト:https://timec.co.jp/
技術相談・見積依頼:https://ja.nc-net.or.jp/company/22325/inquiry/

プレス絞り成形試作から小ロット量産!オイルパン製作の技術解説
► エンジン・トランスミッション性能を支える重要部品、オイルパンの試作開発
自動車産業において、エンジンおよびトランスミッションの性能と信頼性を支える重要部品であるオイルパン。その試作開発における課題と解決策について、50年以上の実績を持つ試作開発のプロフェッショナルの視点から解説させていただきます。
● 製品課題の本質
現在、自動車業界では、オイルパンの開発において以下のような課題を抱えています
1. 板厚減少の厳密な管理要求
2. 取付面の高精度な面品質確保
3. 試作から量産までのリードタイム短縮
4. コスト競争力の維持
特に、軟鋼板を使用したオイルパンのプレス絞り成形では、板厚減少を厳密に管理する必要があります。
※お客様の声
「なんせ、エンジンやミッション周りの部品じゃけえ、油漏れは絶対に許されんのです。」
● 技術的解決手法
当社では、以下の技術的アプローチで、これらの課題を解決しています
1. プレス絞り成形シミュレーション
- JSTAMPを使用した事前検証
- 板厚減少率の予測と最適化
- 成形不具合の事前防止
2. 高精度金型設計・製作
- 3次元CADによる精密設計
- 独自の金型構造による均一な面圧分布
- 熟練技能者による仕上げ加工
3. 品質保証体制
- 三次元測定機による全数検査
- 専用検査治具による取付面検証
- トレーサビリティシステムの運用
► 導入効果と実績
実際の導入事例では、以下のような効果が得られています
・試作期間:従来比30%短縮
・コスト:従来手法比30%削減
・量産移行:スムーズな立ち上げを実現
特に、エンジン・トランスミッション周辺部品であるオイルパンにおいて、当社の技術力が最も発揮される理由は、プレス絞り成形における板厚減少の管理技術にあります。
※創業者談
「ほんまもんの技術じゃねえと、このシビアな要求は満たせられん。」
► お客様へのご提案
さらに詳しい技術資料をご用意しております。以下のURLから無料でダウンロードいただけます:
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
技術的なご相談やお見積りのご依頼は、以下のフォームからお気軽にご連絡ください
https://ja.nc-net.or.jp/company/22325/inquiry/
【会社概要】
社名:タイメック株式会社
所在地:〒719-1164 岡山県総社市西郡197-1
TEL:0866-93-1269
FAX:0866-93-2540
コーポレートサイト:https://timec.co.jp/

【過去事例】
インテークマニホールド(アルミダイカスト品)の板金化
~工法転換で実現した試作リードタイム短縮と量産品コストダウンへの貢献~
►課題認識
1990年代の自動車部品の製造において、インテークマニホールドはアルミダイカスト工法が主流でした。しかし、原材料費の高騰や、多気筒化による製造コストの上昇により、多くの部品メーカー様が代替製造方法を模索されていました。特に、試作開発段階での課題として以下が挙げられます
・金型製作費用が高額
・試作リードタイムが長期化
・設計変更への柔軟な対応が困難
・小ロット生産時のコスト高
►技術的アプローチ
私どもが提案させていただいた板金化による製造方法は、従来のアルミダイカストに比べて、製造コストを大幅に低減できる革新的なアプローチです。
具体的な技術ポイントをご紹介します
・材質選定:SPHC(熱間圧延鋼板)やSTKM(機械構造用炭素鋼鋼管)を採用
・設計最適化:3D CADによる強度解析と軽量化設計
・製造プロセス:プレス・レーザー加工と溶接技術の組み合わせ
・品質保証:三次元測定機による高精度な寸法検証
►解決手法の詳細
インテークマニホールドの板金化において、以下のような工程で開発を進めました
1. 設計フェーズ
・3DCADを使用した3次元モデリング
・3Dモデルを活用した、プレス金型・治具設計(レーザ加工・溶接組立)
・3Dモデルを活用したDNC加工PRG製作
2. 試作フェーズ
・DNC加工による金型加工、治具加工
・三次元5軸レーザー加工機による高精度加工
・熟練溶接技師による精密溶接
3. 検証フェーズ
・三次元測定機による寸法検証
・実車搭載テストによる性能評価フィードバックによる設計変更・最適化
・耐久性試験の実施・フィードバックによる設計変更・最適化
►導入効果
実際の開発事例では、以下のような成果を達成できました:
✔製造コスト:従来比40%削減
✔開発期間:試作リードタイム50%短縮
✔重量:従来比20%軽量化
✔設計自由度:大幅向上
これらの成果は、50年以上の試作開発実績と、160名の熟練技術者による技術力の賜物です。
現在も、この技術を応用して様々な部品の板金化に取り組んでいます。
►さらなる展望
近年ではこの製品は樹脂化されていますが、部品の要求特性や使用環境によって最適な製造方法は異なります。私どもは、お客様の課題に応じて、板金化・ハイブリッド化など、最適な製造方法を提案させていただきます。
►まとめ
インテークマニホールドの板金化は、製造コスト削減と軽量化を同時に実現する有効な解決策です。詳細な技術資料をご用意しております。ぜひ下記URLより資料をダウンロードいただき、貴社の開発メンバーとご検討ください。
【会社概要】
社名:タイメック株式会社
所在地:〒719-1164 岡山県総社市西郡197-1
TEL:0866-93-1269
FAX:0866-93-2540
コーポレートサイト:https://timec.co.jp/
▼技術資料ダウンロード
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
▼技術相談・見積依頼
https://ja.nc-net.or.jp/company/22325/inquiry/

シートレッグ部品の試作から小ロット量産まで!【プレス加工、パイプ加工、溶接ASSY】
►業界の課題
製造業において、シートレッグ部品の試作開発から量産化までの一貫した対応に課題を抱えていませんか?特に自動車業界では、軽量化と高強度の両立、コスト削減、短納期対応という相反する要求に直面しています。
さらに、シート周辺部品との干渉チェックや組付性の確認など、細かな調整が必要となり、試作段階での完成度が量産化のスピードを大きく左右します。
►解決への アプローチ
当社は、50年以上の試作開発実績を活かし、お客様の課題に対して最適なソリューションを提供しています。
【シートレッグ部品における強み】
・3次元CADによる設計段階からの提案
・プレス成形シミュレーションによる事前検証
・材質選定から加工方法まで、トータルサポート
・24時間稼働による超短納期対応
特に、シートレッグ部品に関しては、以下の対応が可能です
✔材質:SPH、STKM他、用途に応じた最適材料の提案
✔加工:プレス加工、パイプ加工の単品製作
✔ASSY:溶接組立から表面処理まで一貫製造
►技術的特徴
【設備面での強み】
・1,200トン大型プレス機による高精度加工
・3次元レーザー加工機による複雑形状への対応
・ロボット溶接システムによる高品質な接合
・三次元測定機による高精度な品質管理
【製造プロセスの特徴】
1. 設計支援
- CATIAなど複数の3次元CADシステム完備
- シート周辺部品との干渉チェック
- 組付性を考慮した設計提案
2. 試作製造
- 充実した製造設備を駆使した納期対応
- 熟練技術者による高精度加工
- オリジナル治具による品質安定化
3. 量産対応
- 試作開発後の少量生産まで柔軟な対応
- ISO9001に基づく品質管理体制
►導入効果
実際の導入事例では、以下のような効果が得られています:
・開発期間の30%短縮
・試作コストの25%削減
・量産移行までの工程数削減
・品質不具合の大幅低減
★成功事例
「シートレッグ部品の試作から少量生産まで、すべて任せられる製造パートナーを探していました。御社に依頼して、開発期間の短縮と品質の安定化が実現できました。」
- 大手自動車部品メーカー様
►さらなる価値提供に向けて
製品の競争力強化に向けて、より詳細な技術資料をご用意しています。
以下のURLから無料でダウンロードいただけます:
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
また、具体的な技術相談や見積もりについては、以下のフォームをご利用ください:
https://ja.nc-net.or.jp/company/22325/inquiry/
【会社概要】
タイメック株式会社
〒719-1164 岡山県総社市西郡 197-1
TEL: 0866-93-1269
FAX: 0866-93-2540
HP: https://timec.co.jp/

パイプ曲げ技術を応用し、プレス工法によるフレア加工等を用い絞り加工も行っています。上記製品は切削加工よりプレス加工へ工法転換をVA提案としてお客様にご提案致しました製品です。これは自社技術者達の努力の賜物です。

2008年より、4軸精密切断(切断精度4/1000mm)の精密加工用レーザーを導入致しました。肉厚0.1~1.0までであれば上記切断精度が確保できます。板・パイプなどの精密・複雑形状の切断を可能とします。

この薄肉の真鍮パイプ友ロー付けは職人技として高齢化が進んでおりますが
当社では、若い人材が育成され継続的に生産可能です。
アルミへのロー付け、電気溶接、ガス溶接といった技術も入社時に
必須技術として教育訓練を行っています。

トラック、特殊車両、建設機械、自動車等の吸気系、ヒーター用ALパイプを中心に製造しています。パイプ曲げ加工では使用する設備、治工具、加工方法が細かく仕分けがされております。お客様の図面形状/使用用途などを加味した上で最適な方法をご提案させて頂きます。
これはアルミ加工品の一例です

本製品は、C1100(純銅材)を母材とし、板厚1.6mmの素材から複数のプレス工程を経て成形された精密鍛造部品です。
形状は9mm×9mm×高さ4mmのコンパクトな立体構造で、外壁部を極限まで薄肉化しつつ、中心部に凸形状を形成するという高度な成形技術が求められる製品です。
主にEV(電気自動車)用ヘッドライトユニットの内部構成部品として使用され、放熱性・導電性・寸法安定性が重要視される機能部品です。
【公差】
・平面度:0.03mm
・外壁厚み:0.05mm
・バリ管理:0.03mm
これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。

本製品は、SPCC材(冷間圧延鋼板)を母材とし、板厚3.2mmの素材を使用して製作される精密部品です。両側に凹凸形状を施した張り出し成形が特徴であり、寸法精度に対する要求が非常に厳しい製品となっております。
製造には専用の金型を用いたプレス加工技術を採用しており、安定した形状再現性と
高い生産効率を実現しています。完成品の寸法は、縦80mm、横30mm、厚さ3mmで
構成されており、EV(電気自動車)用コンプレッサーの構成部品として使用されます。
寸法公差に関しては、以下のような高精度な管理が求められます。
🔹 平面度:0.03mm以内
🔹 丸穴の真円度:0.03mm以内
🔹 輪郭度:0.03mm以内
🔹 位置度:0.03mm以内
これらの厳格な精度管理により、製品の機能性と信頼性を確保し、EVコンプレッサーの性能向上に寄与しています。

板材より鍛造プレス金型で成形された加工品です。
金型を用いて、プレス工法で製作を行います。
①材質:A1050 母材板厚:t1.2 用途:自動車用センサー
寸法60mm x 32mm
公差:平面度0.1mm 抜き公差0.1mm
②材質:A1050 母材板厚:t2.0 用途:自動車用センサー
寸法42mm x 30mm
公差:平面度0.1mm 抜き公差0.1mm 両面全面R0.5
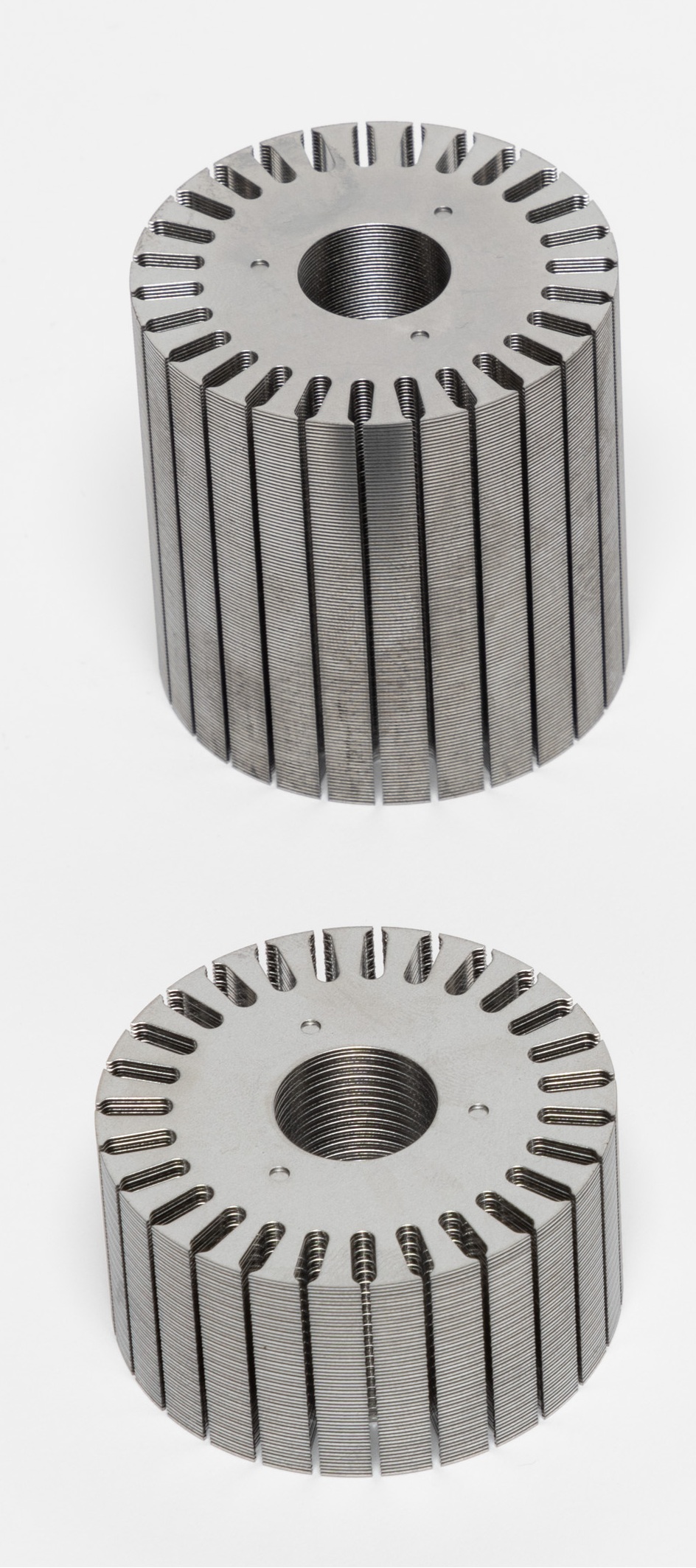
本製品は、母材にSPCCを使用し、
板厚0.5mmの鋼材を金型内で積層カシメ加工したコア部品です。
【形状】:φ52.8mm、高さ55mmの円柱形状で構成
【使用用途】:車用モーター
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
和田美羽
📩mwada@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

弊社シェービング技術を絞成形に応用し、絞端面からストレート2mmの直角を1工程で実現
★弊社HPをご覧下さい★

材 質: 真鍮 C2801
特 徴: ヘリカルギヤーのプレス化。
切削加工からプレス加工へ大幅コストダウンを実現。
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)

材 質: ステンレス SUS316
特 徴: 長穴部抜きシェービング応用
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)
材 質:スーパーダイマ ZAM
特 徴:絞りプレス品。絞り後の外周異形抜き加工も同一型内で加工。
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)

材 質: アルミ A1100 A5052
特 徴: 少量のアルミ絞り品(500×300)
プレス~アルマイト等の外観化粧品など、多種多様な使用に
お応えします。
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)

材 質: ステンレス SUS304
特 徴: ステンレスの板厚3mmから1.5mmまで50%の潰し加工
同部位を抜き加工
平面度0,1以下を順送金型で一括プレス
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)

材 質: ステンレス SUS304
特 徴: 板厚1.0mmに対し、抜き巾0.8mmの狭巾抜き加工
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)
材 質: アルミ A5052
特 徴: インバータ用大型アルミ絞りカバー
製品事例:特殊技術によるプレスに特徴があり、
自動車部品、弱電、通信、建機、外観化粧品など、
その製品郡は多岐に渡り、様々な業界に提供されています。
材質事例:鉄(SPCC SPHC SPCE)
メッキ鋼板(SECC SEHC SGCC)
工具鋼(SK5)
スーパーダイマ(ZAM)
高張力鋼板(SAPH SPFH)
ステンレス(SUS304 SUS316 SUS430 SUS420J2)
アルミ(A1100 A1020 A5052 A2027)
銅、銅合金(C1100 C1050 C5191)
真鍮、黄銅(C2801 C2680)
関プレスでは、ロボットを使ったトランスファープレスによる生産体制を整えています。
自動車部品・弱電・通信・建築・外観化粧品などでの活用実績がございます。
鉄・高張力鋼板・銅・真鍮・ステンレス・アルミなど幅広い材料が取り扱い可能です。
順送で連続生産できず、単発プレスの多工程生産を、ロボットを使用したトランスファー
プレスにより、安価で品質安定性の高い生産が可能です。

今まで見えてなかったところが見えてくる!!一度使って、視てください。
無料貸出実施中です。
関プレスでは、工業用ビデオスコープを国内最安値で販売しております。
ローコスト・ハイパフォーマンスで
用途に合わせて多彩なオプションローブを付け替えることができます。
また、各プローブは、IP67・68の防水機構。油・ガソリン・軽油もにもつけられます。
内蔵充電式バッテリで連続4時間使用可能、
写真・ビデオ撮りも可能です!
・・・・・☞ 弊社HPでカタログがダウンロードできます。

関プレスの販売している工業用ビデオスコープFASTAを使うと、安定した映像で孔内を確認しながら微細孔内のカッターの芯だし調整を行うことができます。
従来は単眼顕微鏡を使って調整していましたが、見ながらの調整のため、非常にやりにくい難点がありました。
FASTAを使うと、プローブを治具で固定することで、安定した映像を得ることができ、モニターを見ながら調整が可能になり、より簡単に作業が行えます。
お客様の使用に合わせ、治具設計から提供させていただきます。
・・・・・☞ 弊社HPでカタログがダウンロードできます。

関プレスでは、切削加工をプレス加工に転換することにより、15%の低コスト化、80%の納期短縮を実現しました。
【製品名】
ドライブリング(真鍮製)
【解決策】
ヘリカル部分において技術的な課題は有ったが、金型構造を工夫することで切削加工からプレス加工への転換は可能と判断し、試作を重ね、プレス化に成功。
【成果】
切削加工に対し、コスト面で15%ダウン、納期を80%短縮することができた。
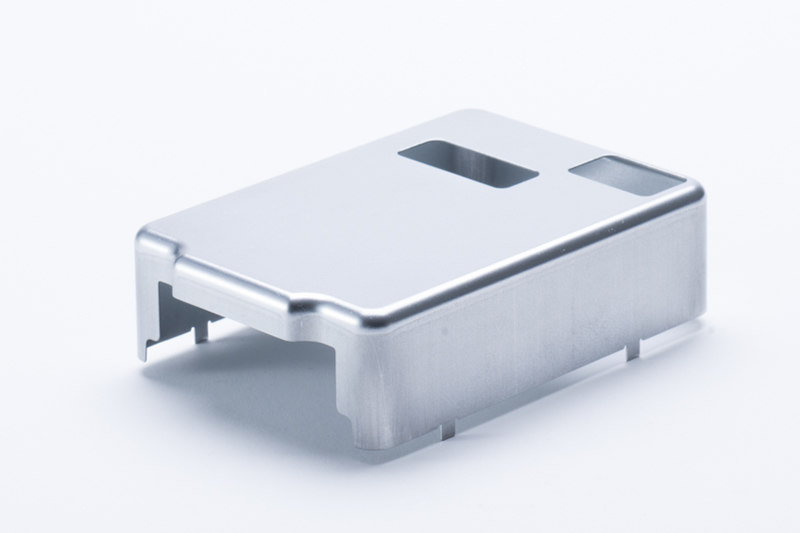
【製品名】 コントロールユニットベースカバー (アルミ製)
【課 題】 異形状の厚板絞りや、平面度確保に技術的な課題が有った。
【解決策】 金型構造とプレス条件を開発することにより、プレス化に成功した。
【成 果】 ダイキャストに比べ、コスト面で20%ダウン
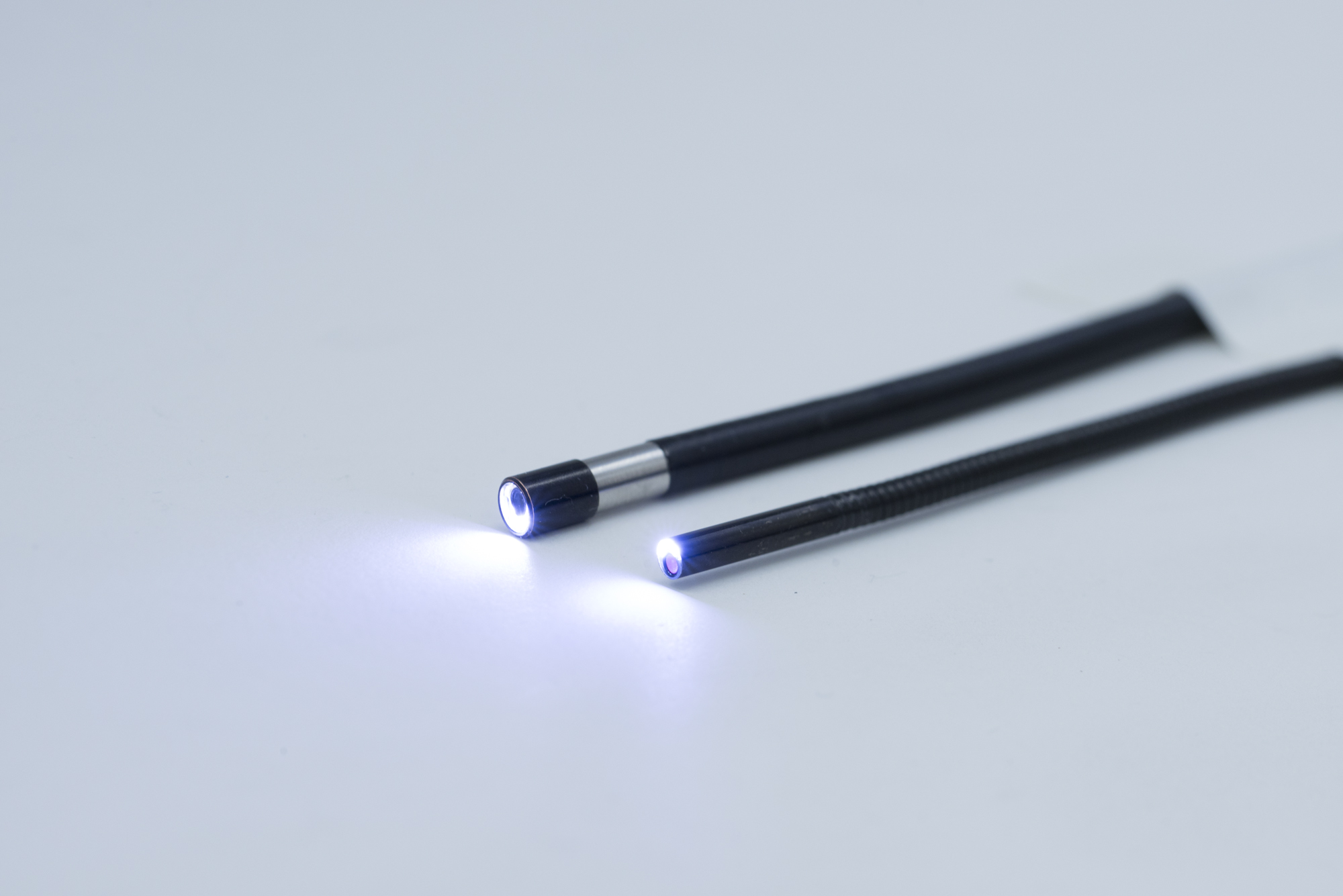
標準の5.5mmに対し、3.9mmと極細タイプのプローブです。
狭い隙間からプローブを入れ、外形を壊す(外す)ことなく、内部の観察ができます。
照明は、高輝度LEDを3個先端に装備し、手元のモニターで0~100%リニアに可変できます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
・・・・・☞ 弊社HPでカタログがダウンロードできます。

工業用ビデオスコープのオプションプローブです。
先端カメラヘッド22mmで、長さが22m、ドラム巻き式プローブ。
先端に高輝度LEDを8個搭載し、手元のモニターにて、0~100%輝度調整がリニアに
行えます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
使用事例
・上下水道の配管内部漏洩確認や施工状態確認
・ビル等のダクト、配管メインテナンス
・工場のダクト点検
その他、遠距離場所の確認に適しています。
・・・・・☞ 弊社HPでカタログがダウンロードできます。

先端部が左右に150°手元のダイヤルでリニアに動かせます。
狭い隙間からプローブを入れ、外形を壊す(外す)ことなく、内部の観察ができます。
照明は、高輝度LEDを3個先端に装備し、手元のモニターで0~100%リニアに可変できます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
使用事例
・容器(入口が狭く、中が広い)内の状態確認
溶接部位の確認に最適
・自動車のエンジン内部、周辺確認
密集したエンジンルーム内も、ばらすことなく見ることができます。
・組立・加工設備内の確認
設備を解体しなくても、内部の確認ができます。
・・・・・☞ 弊社HPでカタログがダウンロードできます。

工業用ビデオスコープのオプションプローブです。
2カメラ方式のプローブ。前方と90°側面が、手元スイッチの切替で、操作できます。
先端に高輝度LEDを搭載し、手元のモニターにて、0~100%輝度調整がリニアに
行えます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
使用事例
・T字配管内部確認や施工状態確認
・装置内の確認
・自動車、船舶、航空機などの内部確認
・・・・・☞ 弊社HPでカタログがダウンロードできます。
割裂(わりさき)加工技術を応用して、先端が丸型の製品を提供します。
・平材から、丸材への変換に!
・平材に丸型部品を直接取付!
丸型の径も、プレスにのる寸法であれば、特注対応できます。
材料材質も、順次拡大対応中です。
割裂(わりさき)加工技術を活用し、複雑三次元形状の一体成型を金属プレスで可能にしました。
・従来、溶接、鍛造工法等にて作成していた製品を、金属プレスで可能にすることにより
1)大幅なコストダウン
2)リードタイムの短縮
3)溶接工法等の接続がないため、品質安定性が大幅に向上
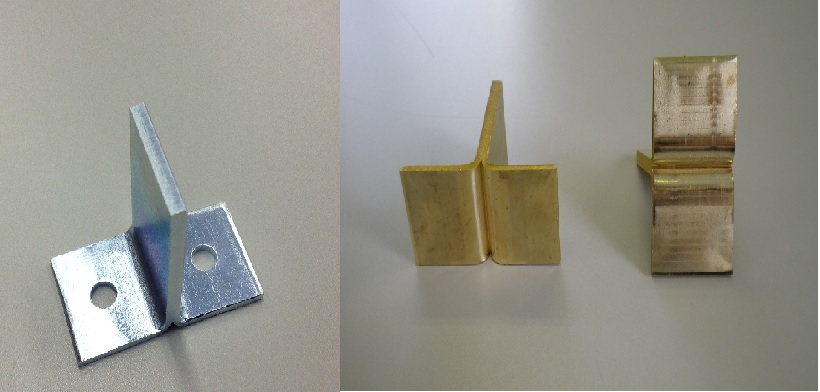
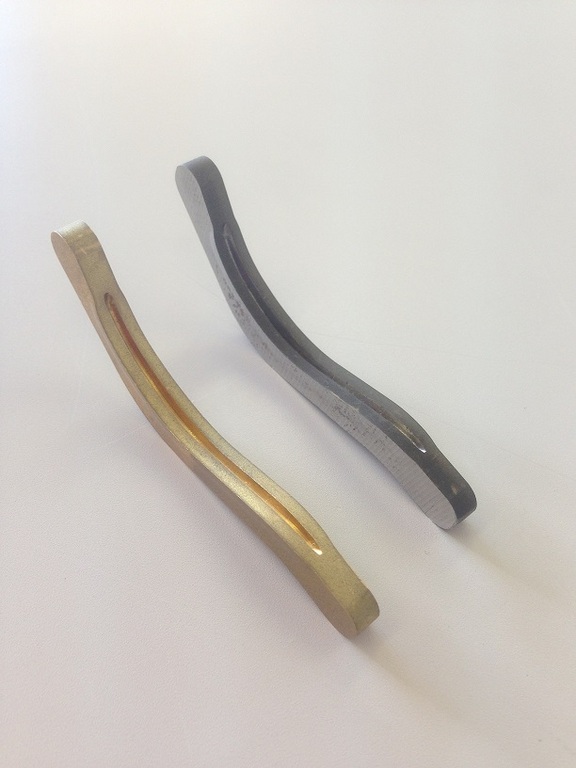
自動車、家電用のT字型ブラケットをプレス加工(割裂)のみで可能にします。
材質は、銅、アルミ、鉄、真鍮で対応できます。
*写真は左:鉄、右:真鍮 です。

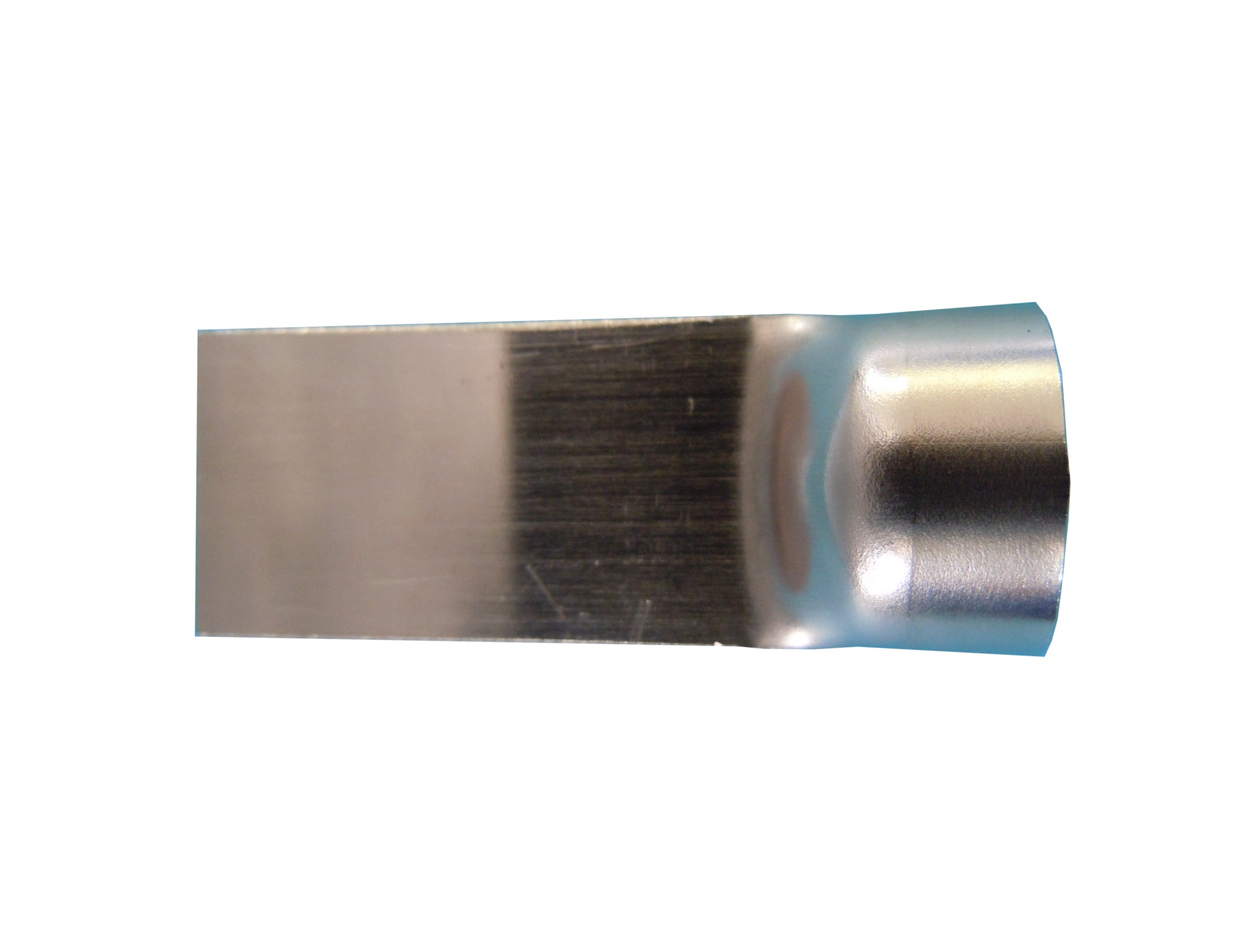
割裂技術の応用品―丸型端子。端子の深さは30mmまで成功しました。
丸型端子の最新応用品。一枚の銅板から接合なしで製作してる。
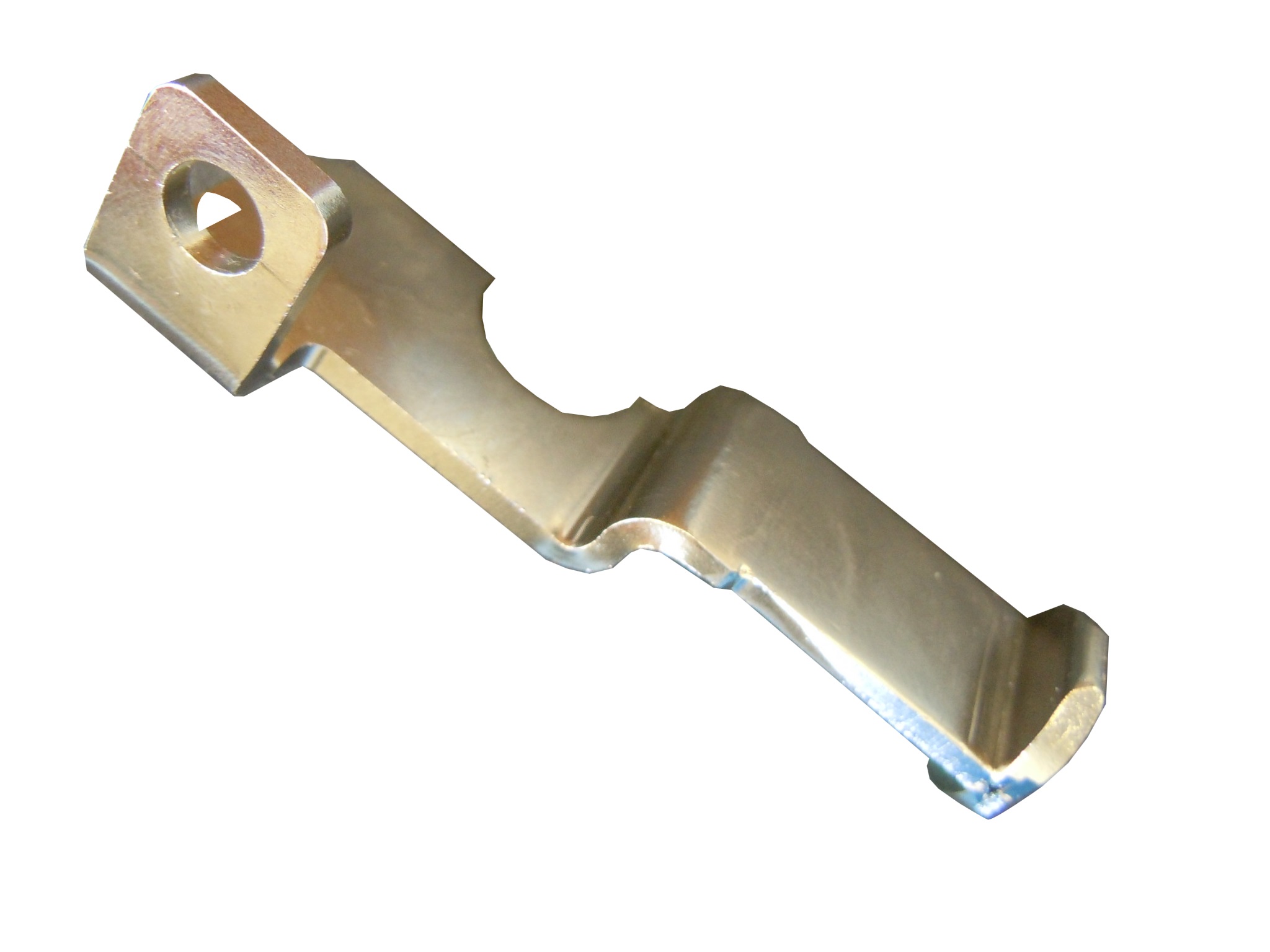
金属板を中間だけ割って裂きました。自動車の足回り部品の試作品です。

金属板を中間だけ割って開きしました。四角い端子を一体成型で作れます。

銅とアルミの接合。割裂により接触面積倍増で安定性が高まります。自動車の軽量化に貢献できます。

パイプを割って裂きました。

一枚の金属板をプレス金型内で三分割をしました。

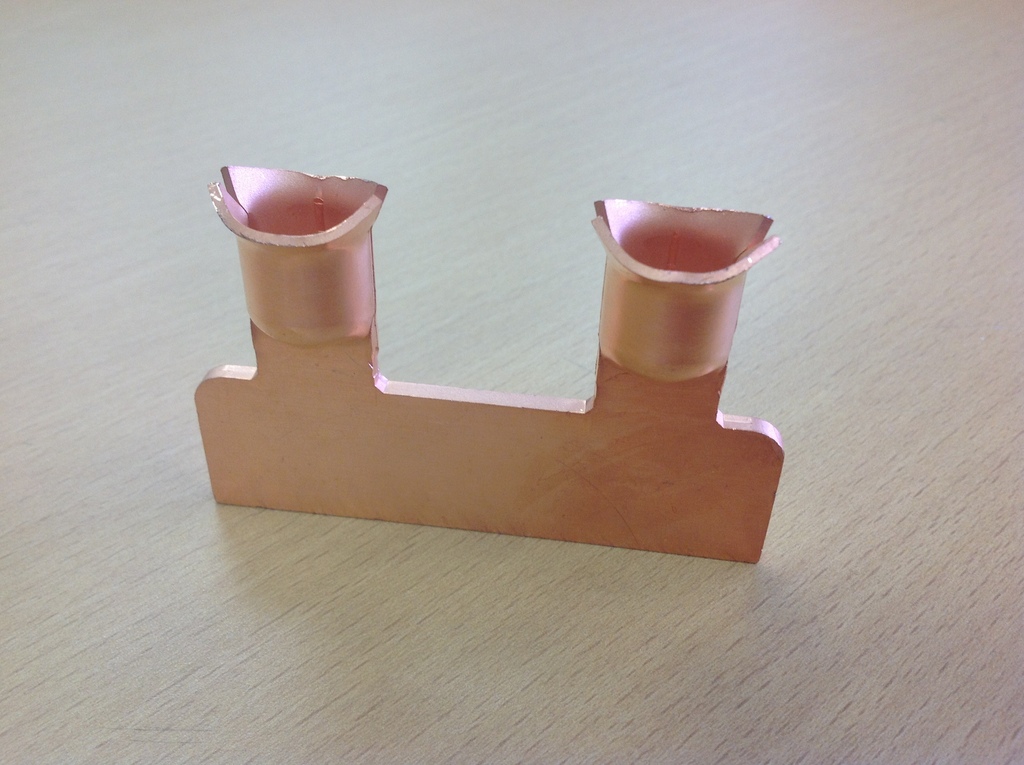
板厚1.5mmをプレス1工程で中実突起部を形成しました。
割裂(わりさき)に次ぐ独自技術(日本特許取得)
工法名【トゥルム工法】 ★ドイツ語で塔(トゥルム)★

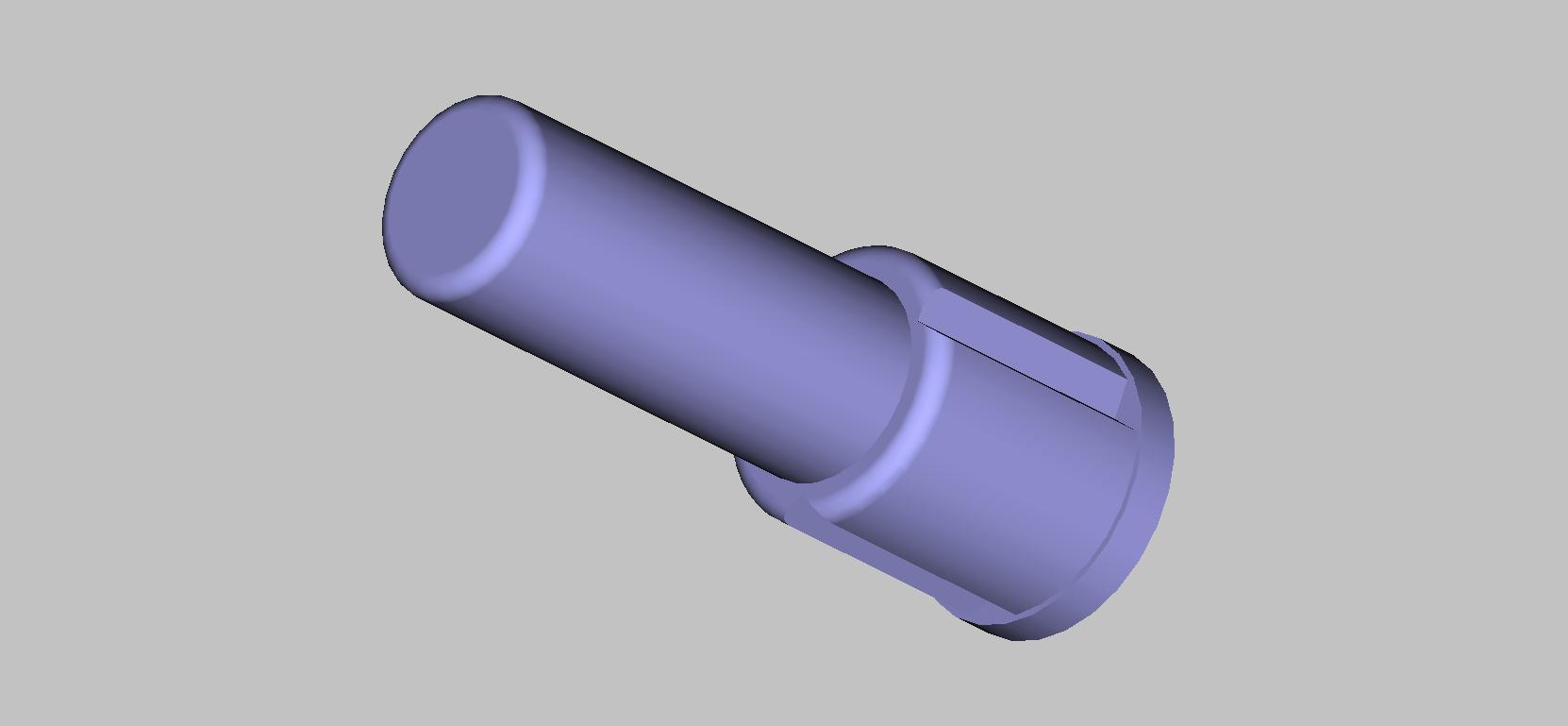
板をプレス1工程で中実突起を形成
割裂(わりさき)に次ぐ独自技術
工法名はトゥルム工法 ※ドイツ語で塔※
日本特許取得
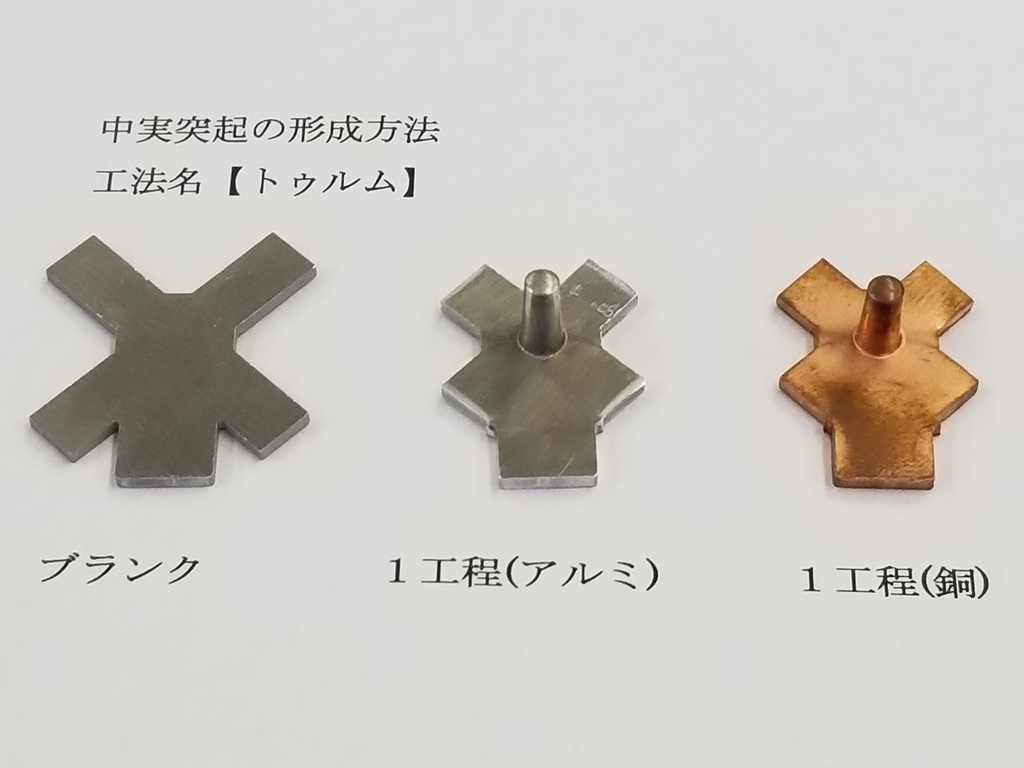
弊社独自の中実突起形成方法
工法名【トゥルム=ドイツ語で塔】
板をプレス1工程で中実突起の形成に成功
日本特許取得

【割裂】工法
板から1ピース(溶接していません)一体物

【途中割裂】
一体物

【外周割裂】工法
板を絞って、絞った端面を外周割裂(板から三次元一体物)

絞り加工の途中にバルジ加工(金型工程内で外側に膨らませた形状加工)を入れた部品です。
用途が水温計測部品により、Oリングを固定させるための形状加工となります。

絞り加工が難しいアルミニウムのような軟質材でも割れや切れのない、なめらかで美しい深絞り加工をご提供いたします。
絞り加工の側面に強度UP並びに相手部品との組付け時じおける回転止めを目的としたリブ加工を行った製品となります。
切削加工やパイプ加工等の加工方法では製造が困難とされている薄肉のテーパー形状を微細深絞り加工技術により実現。
用途がボースのジョイント部品になるため、ホースを差し込む際の最適な形状を実現。
通常、フランジの断面は下側もしくは側面になるイメージですが、用途に適した形状にするため、内径を変更せずフランジ部を丸めて断面を内側に設けた加工部品となります。

アルミニウムの溶解~鋳造~熱延~素材を生産し、その素材を販売しております。
また、その素材を生かし、500t、600t、1000t、1600tのインパクトプレス機により、
インパクト容器を製造しております。
主な使用例では、アルミニウムの消火器容器用の筐体として使用されております。
通常のワイパーと比較しデザイン重視の作成を行なっています。
通常板材を2つ使用し作られている物が、弊社では板材1つで作成しております。
このタイプは、弊社が得意としている品物で、現在でも市場で走っている
車には数十機種(高級車)装着されております。
自動車部品の製作(アルミ、鉄)を主に行っています。

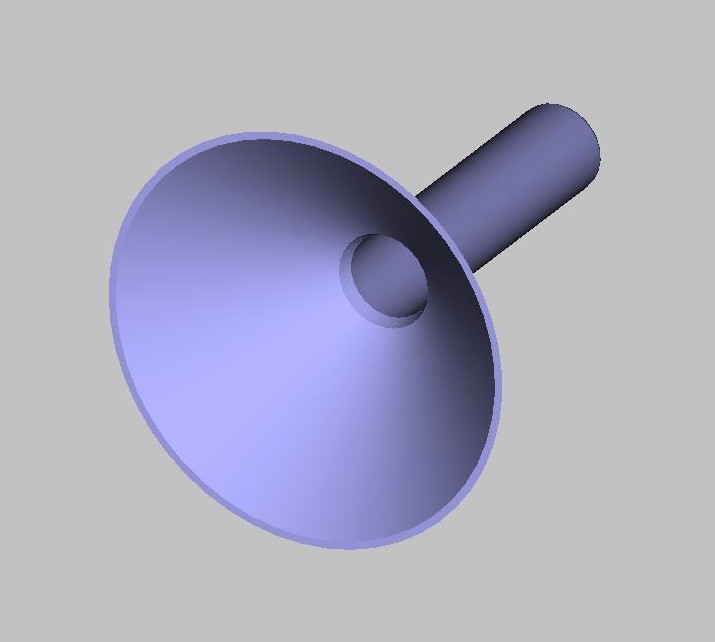
樹脂歯車にステンレスシャフトを圧入します。圧入力が低く半自動化が出来ます。
樹脂、プラスチックの圧入はサンテクスにお任せください。
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

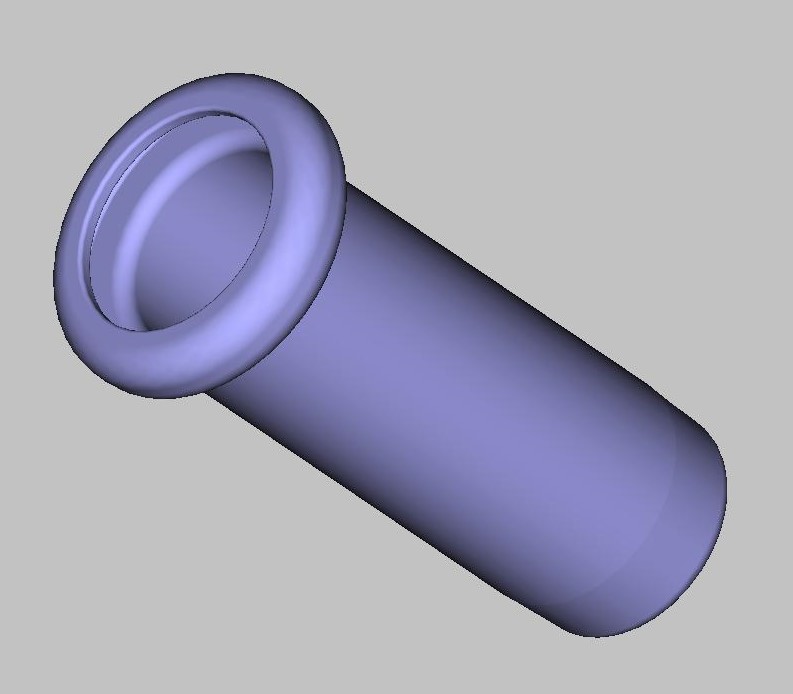
ステンレスシャフトを真鍮部品に圧入します。圧入代の管理が重要になります。サンテクスでは圧入作業の請負も行います。圧入作業はサンテクスにお任せ下さい。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
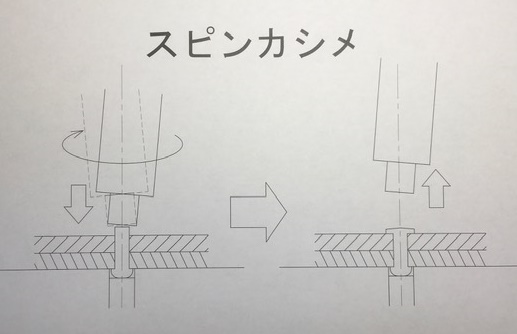
スピンカシメは、軸を斜めに傾けたポンチを回転させ、突き出ているピンの端面に荷重をかけながら押してかしめる方法です。ハイスピンカシメとも言います。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
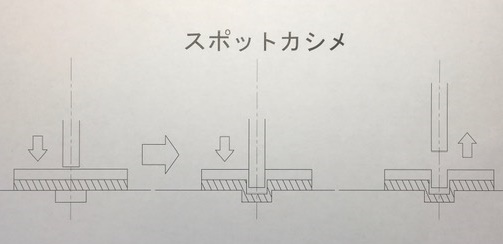
スポットカシメは、重ねた2枚のプレートにポンチで穴を貫くように押込み、2枚のプレートを変形させて接合するかしめ方法です。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
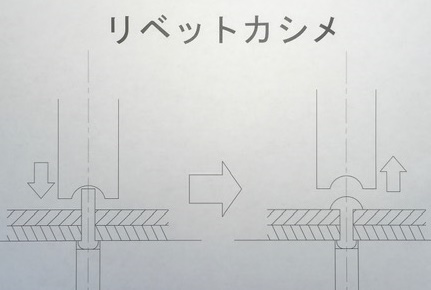
リベットカシメは、プレートの穴にリベットを通し、突き出ている軸部分を形状の入ったポンチで押し潰し結合するかしめ加工になります。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

キーエンスさんの画像処理カメラを使用したコンベア搬送式検査装置になります。社内で組み立てた部品の検査をする為に製作しました。ちょっとコンベアの音が気になりますが、ちゃんと合否判定をしてNG品を排出します。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

社内で使用する為に製作した穴内異物検査装置になります。IAI殿のエレシリンダーを搬送装置に使い、キーエンス殿のカメラを使用して製作しました。目視検査より確実な合否判定が出来ています。スカラロボットを組み合わせてブランクの入れ込みを自動で行う事を検討していましたが、検査数量が増えなかった為、スカラロボット購入に至りませんでした。
・圧入、カシメ加工の請負
・装置の製作
・作業効率向上の為の電動化提案
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

~ショットブラスト 熱処理後の酸化物を除去し、錆に強い製品に~
富士電子工業では、
得意分野である高周波焼入れ・焼戻しだけではなく
焼入れを行った後の加工処理もお引き受けしております。
その中の一つがこのショットブラスト機を使った後加工です。
主に、錆の原因となる酸化物を除去するのに使用します。
現在は主にシャフトの後加工に使っていますが、
長さ780mmくらいまでの丸棒状のワークであれば、
この機械でショット加工をすることが可能です。
焼入れ後の加工もお任せください。
↓ ↓ ↓ 関連記事へ
・高周波焼入れとは? 電磁誘導を利用した誘導加熱.
https://www.nc-net.or.jp/company/88995/product/detail/123597/
・クランクシャフト 高周波焼入れ フィレット R焼き 自動車部品 IH 熱処理
https://www.nc-net.or.jp/company/88995/product/detail/57999
・LMガイド レール 高周波焼入れ 焼入れ リニアガイドレール 直動.
https://www.nc-net.or.jp/company/88995/product/detail/48042
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
富士電子工業では、高周波による誘導加熱装置を設計・製造・販売致しております。
誘導加熱の原理を用いて、表面硬度を向上させ、疲労強度及び
耐摩耗性に優れた製品に焼入れ加工致します。
【誘導加熱による焼入のメリット】
◆短時間処理が可能 → 工程が短縮出来ます。
◆効率のよい処理 → 電気代削減、省エネにつながります。
◆必要な時に加熱 → 少量の製品にも対応出来ます。
◆必要な所のみを加熱 → 製品の形状に沿った部分加熱が可能です。
◆必要なエネルギーは電力のみ → 排煙・排ガス等がないので環境に優しい。
◆ワーク自体が発熱 → 熱効率に優れています。
◆インライン化も容易.
また、富士電子工業の加工部では、加工工場で製品の受託加工を行っております。
少数ロット品も対応させて頂いております。
複雑な形状のもの、初めて焼入れを行う製品に対してなどの試作も行っております。是非ご相談下さい。
富士電子工業(株)営業部.
大阪府八尾市老原6-71
072-991-1361
youtube:https://www.youtube.com/c/fujidenshi
【受託加工設備のご案内】
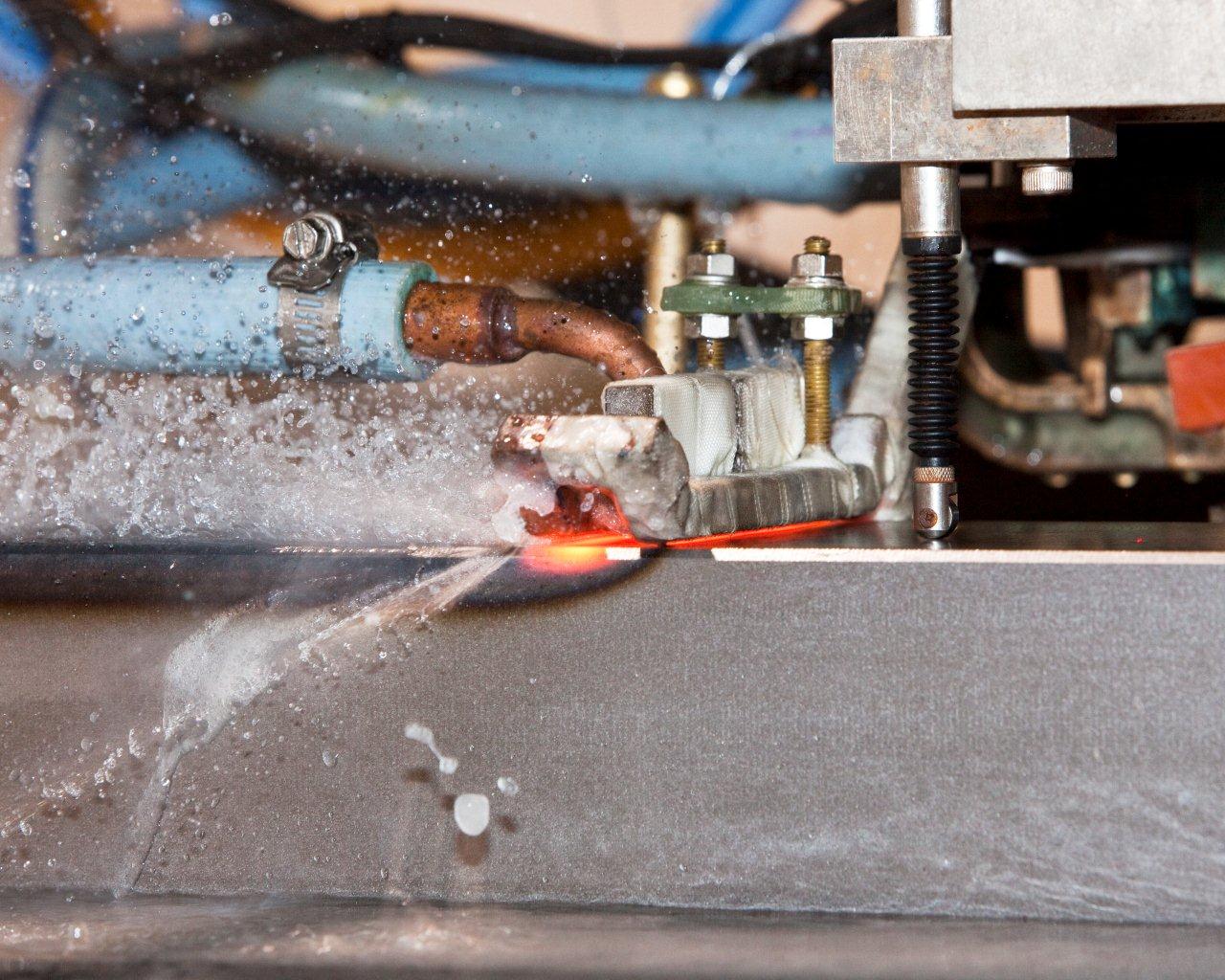
この写真は、歯車の歯面を焼入れしている写真です。
焼入れ後、ワークを水中に落として浸漬し、中にあるジャケットから冷却水を噴射してワークを冷却します。
これにより、焼きムラのない均一な硬化層を可能にします。
弊社加工工場には、大型・小型計2台の浸漬噴射焼入れの装置があり、
直径1.8mまで対応が可能です。
また最近では、お客様工場用の浸漬噴射焼入設備も受注し製作致しました。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
高周波焼入れとは? 電磁誘導を利用した誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/123597/
高周波焼入れ 富士電子工業
https://www.nc-net.or.jp/company/88995/product/detail/83947
試作開発 焼入れ 富士電子工業 浸漬焼入れ 量産
https://www.nc-net.or.jp/company/88995/product/detail/85043
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
富士電子工業(株)営業部
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

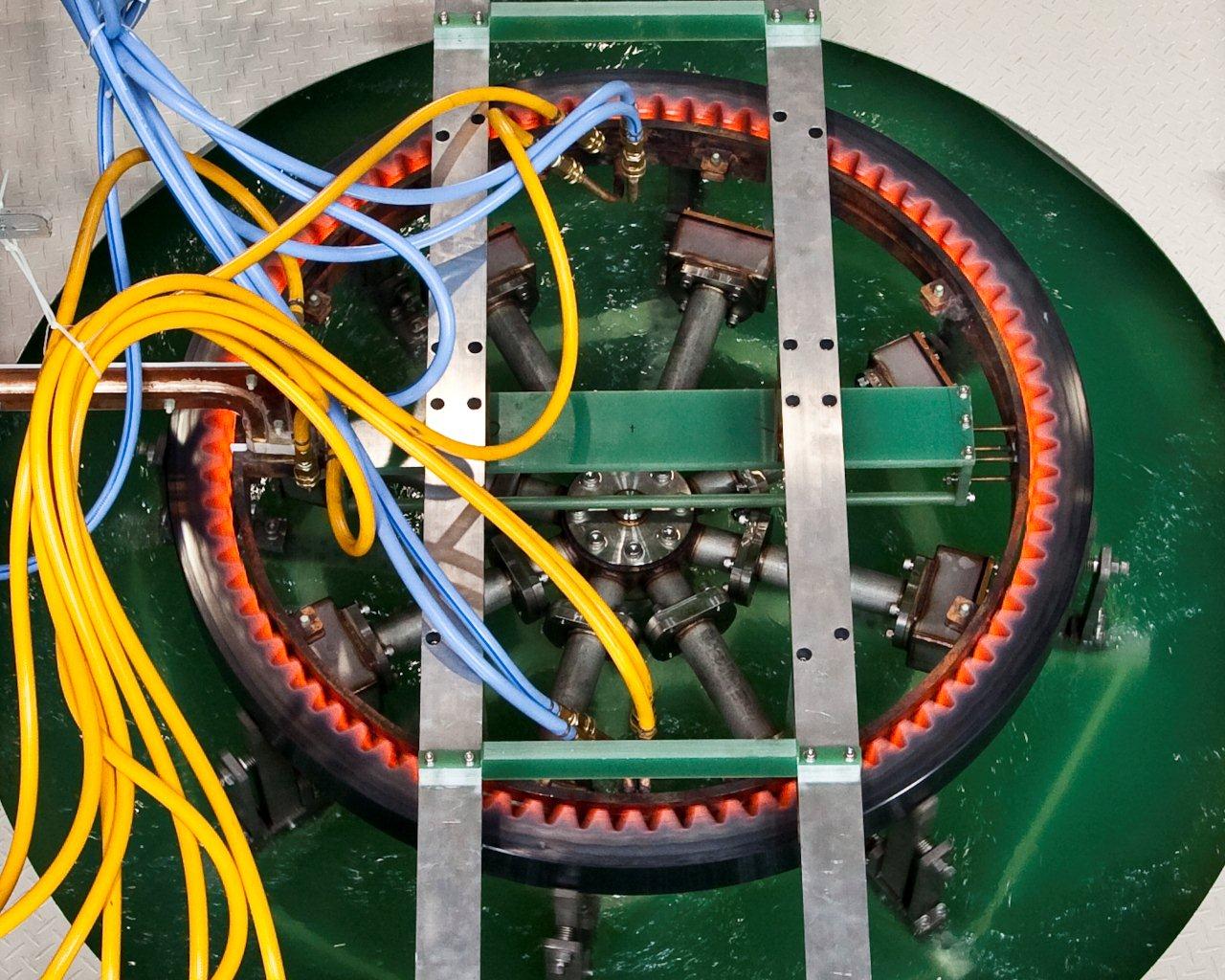
【弊社加工工場設備ご案内】
弊社加工工場で受託加工に使用している、大型浸漬焼入れ機です。
主に、大型の歯車(ギヤ)やローラーなどを加工しております。
最大で直径1.8mのものまで、この設備で焼入可能です。
この設備で浸漬噴射焼入れにて焼入れしている写真も掲載しておりますのでご覧ください。
富士電子工業(株)営業部
大阪府八尾市老原6-71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

【弊社加工工場設備ご案内】
富士電子工業では、歯車(ギア)やローラー、ベアリングレースなどを
高周波焼入れで受託加工しております。
最大で直径0.65mのものまで、この設備にて加工が可能です。
これより大型の製品は、弊社工場内の大型浸漬焼入れ機にて加工しております。
焼入れによる割れ、歪みでお悩みの方はぜひご相談下さい!
~高周波焼入れ ギア 歯車~
お問い合わせは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
Tel:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi



