Language: 日本語 | English
Language: 日本語 | English
【熱処理の英語表現】
≪基本単語≫
◆熱処理=ヒート・トリートメント
◆処理品=ワーク
◆焼入れ=クエンチ
◆焼戻し=テンパー
◆組織=マトリックス
◆焼ならし=ノルマ
◆焼なまし=アニール
◆硬さ=ハードネス
≪目的別焼入れの単語≫
◆水焼入れ=ウォーター・ハードニング
◆油焼入れ=オイル・ハードニング
◆塩浴焼入れ=ソルト・バス・クエンチ
◆調質=サーマル・リファイニング
◆低温焼なまし=ブルーイング
◆応力除去焼なまし=ストレス・リリーフ
≪表面熱処理の単語≫
◆表面熱処理=サーフェス・ハードニング・トリートメント
◆高周波焼入れ=インダクション・ハードニング
◆炎焼入れ=フレーム・ハードニング
◆浸炭=カーボライジング
◆窒化=ナイトライジング
≪その他≫
◆析出=プレシピテーション
◆炭化物=カーバイト
◆介在物=インクルージョン
◆焼割れ=クエンチ・クラック
◆置き割れ=シーズン・クラック
◆焼入れ変形=クエンチディストーション
◆時効硬化=エイジ・ハードニング
~熱処理用語 焼入れ 富士電子工業~
お問い合わせは、
富士電子工業㈱営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
youtube:https://www.youtube.com/c/fujidenshi

【トランジスタ式インバータの保護回路の特徴】
①過電流保護
富士電子工業のインバーターは全ての機種において電流型インバーターを
採用しております。このインバーターでは動作上大きなインダクタンスを持った
直流リアクトルを具備しておりますので急激な電流の増加にたいして電流を
抑える効果を持っております.
②過電圧保護
◆負荷側での対応
接触子等で直接ワークに高周波電流を流して加熱するような負荷において、
接触不良、負荷開放の現象が生じても負荷のインダクタンスが急激に変化
しない即ち過電圧が発生し難い構造となっております.
◆高速位相差検出回路
通常インバーターは制御信号と負荷からの信号とがほぼ同位相となるような
制御を行って運転されています。負荷に過渡的な変化が生じますと両者の
信号の間で位相のずれを起こします。このような場合に高速で信号を検出し
速やかに運転を停止させる機能を具備しております。
③過電圧吸収半導体アブソーバー
変換素子であるトランジスターと並列に接続され個々の素子を過電圧から
保護する目的のものです。全て高速な過電圧保護ダイオードで構成され、
極めて狭い巾の過電圧も速やかに吸収します。
④直流電圧過電圧検出機能
発生した過電圧は直流中間回路の電圧に重畳されます。この過電圧を素子の
ON・OFFのタイミングに合せて検出し高速に運転を停止させる機能です。
お問い合わせは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

◆焼入焼戻し
自動車部品、精密機械部品等の焼入れ処理を小物から大物まで適用
◆鍛造加熱
鍛造・押出成形加工前の加熱
◆焼き嵌め
コンプレッサ等のロータやシャフト、ベアリング、ギア等の焼嵌加熱
◆溶解炉
鉄鋼溶解、貴金属溶解、遠心鋳造新素材の真空溶解
◆ロー付け
金属製品の銀ろう、銅ろう他すべての硬ろう付の自動化に最適
◆ハンダ付け
電子部品、家電部品、計測器部品、自動車部品等のハンダ付け作業に最適
◆接着
製缶接着、食品キャップシール、ラミネートチューブシール
富士電子工業株式会社営業部
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

【高周波誘導加熱の用途一覧】
●造管、溶接
電縫管・フィンチューブの連続溶接、フープ材・コア材の溶接、 パイプ成形前加熱
●コーティング
小型モータ等の絶縁樹脂コーティング、パイプの酸化防止膜コーティング
●ボンバーター
電子管、ネオン管、表示管、水銀灯、蛍光灯のガス排気、ゲッターフラッシュ
●半導体製造
シリコン単結晶の引上げ、エピタキシャル成長
●金型加工
押出ノズルと成形ダイスや成形金型等の加熱、アルミ押出用ヒータ
●熱サイクル試験
金属材料の熱サイクル試験、教材としての加熱装置
●焼鈍
電線やステンレスパイプ等の焼鈍、プレス加工品の絞り・曲げ加工の前処理
富士電子工業の加熱電源は鋼の焼入れのみならず、様々な用途にご使用頂けます。
これって高周波で出来るの?!などのご質問もお受けいたします。
ぜひ富士電子工業へお問合せ下さい。
~高周波 誘導加熱 用途 焼入れ~
*・・*・・*・・*・・*・・*・・*・・*・・*
お問い合わせは富士電子工業株式会社営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*

【焼入れの冷却媒体について】
≪水冷≫
◆40℃に保つ
40℃超になると、加熱した処理品を浸漬した時に水蒸気膜が処理品の
まわりにできてしまい、冷却効率が悪くなり焼入れ不良になります。
冷却水が冷たければ冷たいほど冷却効率は上がります。
≪油冷≫
◆60~80℃が適温
油は、冷たいと粘性が上がるために対流が起こりにくくなり、冷却能力が
低下します。粘性が小さくしかも低温という条件を狙い、その温度に保つ。
水はあくまでも冷たく、油は熱く保つのが、焼入れ媒体の冷却効率を最大限に
引き出すポイントとなります。
富士電子工業では、試作も行っております。
営業部までお気軽にご相談下さい.
**********************************************************
富士電子工業(株)営業部
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
**********************************************************
【リヒート・誘導加熱戻し】
≪特徴≫
◆発振器を使用せず、商用周波数での誘導加熱
◆発振器不要で省スペース
◆インライン化が可能
◆部位毎の温度調整可能
富士電子工業では、豊富な実績と経験に裏付けされた独自の技術で
複雑な形状、特殊な材質のワークに対しても、短納期、低コストで最適な
焼入加工を提案できます。
富士電子工業(株)営業部.
大阪府八尾市老原6ー71
072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi

【最先端のIH焼入れ加工技術】
富士電子工業は創業以来、常に最先端のIH(高周波誘導加熱)焼入れ加工技術に取り
組んで参りました。
これからも精密硬化技術のリーディングカンパニーとしてお客様のニーズに最先端
の技術でお応えします。
※写真は加工工場のものです。
◆IH熱処理受託加工
複雑形状の部品から大型ワークまで、培ってきた技術力とスピーディな対応力を
もって確かな加工品質をご提供致します。
◆IH熱処理装置製造販売
お客様と仕様検討段階から、ご要望や課題、生産環境などの状況に合わせて、
最適な焼入れ方案と設備構成を提案し、開発・製造しています。
~高周波焼入れ 加工 設備 装置 熱処理 富士電子工業~
お問い合わせは
富士電子工業(株)営業部まで
大阪府八尾市老原6-71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
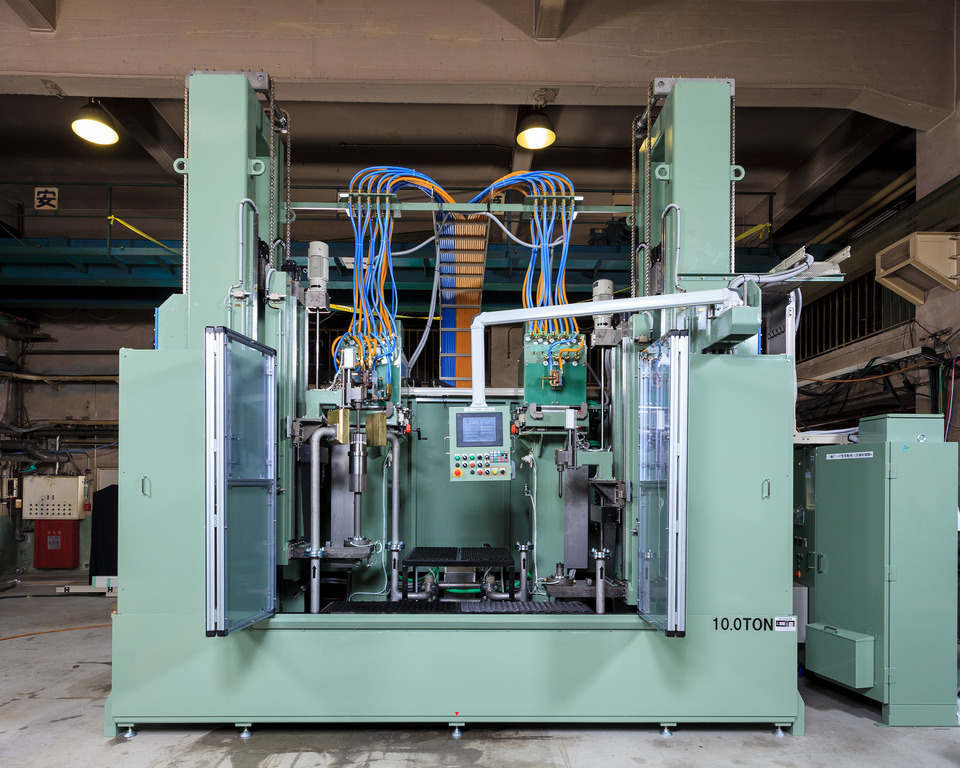
汎用の、1軸2ヘッド・竪移動の高周波焼入れ設備です。
高周波の受託加工を行っている工場に納入しました。
最大φ150・長さ1.5mまでのワークを焼入れできます。
1台の発振器に対して2つの焼入れステーションを持っており、
交互に加熱を行うことが可能です。
富士電子工業の竪移動焼入れ機は、「コイル移動」が
大きな特徴となっていますが、本機は顧客要望により
「ワーク移動」の仕様となっています。
ワークの送り速度・送る長さなどが容易に指定できるため、
一度設定を決めれば、連続して自動で同じワークを
加熱することができます。
上記により、一品ものから数のあるものまで、様々な
案件に対応できます。
富士電子工業㈱営業部
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
富士電子工業は、1960年の創業以来、高周波誘導加熱装置の開発・製造と
同装置による受託加工を多く手掛けております。
『試作』、『受託加工』、『コイル製作』、『設備の製造』、『メンテナンス』まで、お客様と一緒にスタートして製品作りをしていくことができます。
自動車部品、建機部品、工作機部品をはじめとする高周波焼入に関する
お問い合わせに対応させて頂きます。
もちろん、焼入以外の高周波を利用した加熱、ロー付、焼嵌め、焼鈍し、
焼結、金属溶接・溶解、ビレットヒーターに関してもお受けします。
新たな分野への取り組みとして医療品や電子部品業界への技術応用にも
挑戦しております。
名古屋営業所では、高周波誘導加熱に関する装置導入の検討や
委託加工ご依頼の、お問い合わせなどをお受けしております。
営業所内にあるカットサンプルを見ながらご説明できますので、
是非一度お越しください。
おいしいコーヒーあります。
お問合せは
富士電子工業株式会社営業部まで.
◆大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
◆愛知県名古屋市中区金山1丁目9-17
金山スズキビル7F
TEL:052-322-1361
FAX:052-322-1362
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
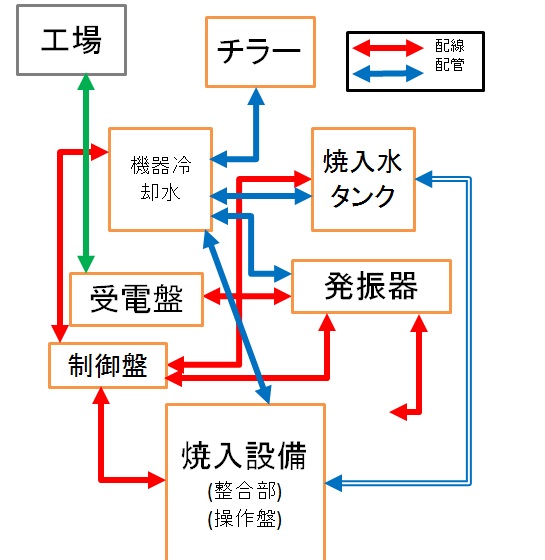
~高周波焼入設備 周辺設備 設備構成 大阪熱処理~
高周波で焼入をするにはいくつかの設備が必要となります,
【受電盤】
・発振器へ必要な電圧・容量を供給する為に昇圧・降圧を行う。
※不要の場合もあります。
【発振器】…差別化された発振器
・一次側or受電盤から入力された電気を加熱に必要な周波数へ変換を行い
整合部へ電気を供給する。
【焼入機械】…差別化された焼入機械
・ワークに加熱、冷却等を行なう為の機械。
整合部、操作盤、コイル、出力トランス等を含む
【機器冷却水(タンク)】
・機械設備、加熱コイルの冷却を行なう。
【焼入水(タンク)】
・一定の濃度、温度の水溶液にて、加熱されたワークへ冷却を行う。
【チラー(空冷or水冷)】
・機器冷却水の水を冷却する。
【制御盤】
・設備全体の制御を行なう。
名古屋営業所では、高周波焼入・加熱に関する装置導入の検討や
委託加工ご依頼の、お問い合わせなどをお受けしております。
営業所内にあるカットサンプルを見ながらご説明できますので、
是非一度お越しください。
おいしいコーヒーあります。
浸炭焼入れ 高周波焼入れ 違い メリット.
https://www.nc-net.or.jp/company/88995/product/detail/178643
高周波焼入れのIOT(可視化) FD-ioT(エフディオット) 熱処理 富士電子工業
https://www.nc-net.or.jp/company/88995/product/detail/199757/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
お問い合わせは.
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――

最新型インバーターを用いた焼入れ設備で電気代を削減しませんか?
真空管式、及びサイリスタ式のインバーターをご使用中の方へは
最新式のトランジスタ式インバーターへの入替えをお奨めします。
真空管式インバーターの変換効率は約60%です。
投入された電気のうち約半分はワークに投入されることなく
熱損失として消費されています。
それに対して富士電子工業の最新式のトランジスタ式インバーターの場合
変換効率は約95%を超えています。
熱損失が少ないという事は、すなわち冷却機器の消費電力も少なくなるので
単純に同じ仕事量で比較した場合、真空管式とトランジスタ式では
消費電力が約1/2になります。
また、既にトランジスタ式のインバーターを導入されている方でも、
2台以上のインバーターを同時稼働させている場合は1台にまとめることで
契約電力を下げられる可能性があります。
富士電子工業のインバーターは品物に最適な周波数を
複数発振させることができます。
そのため、2台導入する場合に比べて初期投資も抑えられますし
省スペースにも寄与します。
焼入れ設備の電気代でお困りの方はぜひ一度富士電子工業へご相談下さい。
~焼入れ設備 高周波 電気代削減~
*・・*・・*・・*・・*・・*・・*・・*・・*
お問い合わせは
富士電子工業株式会社営業部まで
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*
~カムシャフト高周波焼き入れ① コイル エンジン 試作 富士電子工業~
エンジン性能を大きく左右するカムシャフト。
高周波焼き入れにいち早く取り組み、独自開発した偏芯焼き入れで
高い品質と生産性を実現しています。
このカムシャフトの高周波焼き入れにおける
富士電子工業の特徴といえば「偏芯焼き入れ」.
◆偏芯焼き入れ◆
コイルと回転するカムのトップ部・ボトム部のギャップを常に一定に保つよう、コイルが偏芯する為、カム全体に均一な焼き入れ硬化層を形成でき、表面に安定した圧縮残留応力を確保できます。
これにより、トップ部のオーバーヒートによる焼き割れや、後工程での研磨割れを防止します。
◆カムシャフト焼き入れ法比較◆
・割型コイル
生産性に難あり。また、コイル寿命が短い。
・同心円コイル(丸コイル)
硬化層に難あり
・偏芯コイル
硬化層、生産性ともに最良.
◆高生産性の装置◆
全カム同時焼き入れ・ボアごとの焼き入れ等、お客様の生産性に応じた装置を提供します。
富士電子工業は、サイズ・形状・位相の異なるカムをまとめて焼き入れする際に生じる様々な課題に、より効率の良いコイル、コイルごとに出力を柔軟に対応できる整合部、適正周波数に設定された発振器等で解決します。
他にも様々なノウハウを持っている富士電子工業だからこそ
できることがたくさんあります。
高周波焼き入れなど、熱処理でお困りの方や
新規で検討されている方!
ぜひお問い合わせください。
・カムシャフト焼入設備② 高周波焼き入れ 富士電子工業 大阪
https://www.nc-net.or.jp/company/88995/product/detail/90659/
試作開発 焼入れ 富士電子工業 浸漬焼入れ 量産
https://www.nc-net.or.jp/company/88995/product/detail/85043
富士電子工業 ioT 誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/84034
富士電子ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
―★―☆。.:*:・゜――――――――――――――――
すべてを、ひとつの場所で
富士電子工業では、試作開発や受託加工、装置製作のすべてを社内で行うことにより、強力な連携体制を実現しています。
装置購入をご検討されているお客様に対して、まずは試作からトライするといったことも対応可能です。
お客様の装置導入までの間の量産加工も承ります。
また、高周波焼入れ設備は完全オーダーメイドで製作しております。
設備に欠かせないコイルも自社内で製作しています。
試作や量産加工に柔軟に対応できることや、オーダーメイドで設備を製作できることにより、今までさまざまなお客様のニーズにお応えしてきました。
高周波焼入れの設備導入をご検討のお客様、ぜひ一度富士電子工業へお問い合わせください。
~富士電子工業 試作開発 受託加工 装置製作~
――――――――――――――――★―☆。.:*:・゜―
お問合せは
富士電子工業株式会社営業部まで。
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
―★―☆。.:*:・゜――――――――――――――――

~中空シャフト高周波焼入れ技術 EVモーターシャフトの内径・外径など~
◆高周波焼入れ 細物・薄物 中空シャフト
中空シャフトなどの焼入れで、硬化層のバラツキは
疲労強度、耐摩耗性の低下、また後の探傷試験などで
効率が著しく低下します。
高い周波数、大出力、短時間加熱、均一な急速冷却と
難しい焼入れですが、富士電子はこの分野でも高い品質と
効率を達成しております。
高周波焼入れとは? 電磁誘導を利用した誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/123597/
高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
浸炭焼入れ 高周波焼入れ 違い メリット
https://www.nc-net.or.jp/company/88995/product/detail/178643/
ゆーちゅー部チャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――

~協働ロボット付き高周波焼入れ装置 搬入出の全自動化、処理数:1000個/h~
協働ロボットの導入により生産性が向上!!
「1時間当たり処理数 : 700個 → 1000個 」へ
富士電子工業では、高周波焼入れの受託加工を行っており、
社内には30台を超える様々な焼入機があり、ワークの大きさ・
形状・数量により最適な設備を選んで処理致します。
中でも特に数量の多い焼入れに使用しているのが
「インデックス焼入機」と呼ぶターンテーブル式のマシンです。
4個のワークを同時に焼入れすることにより、手付自動払い出しで
1時間当たり700個の生産を可能にしてきました。
富士電子工業では本機のさらなる生産性向上のため、協働ロボットを導入.
搬入出を含む全自動化により、1時間当たり1000個まで処理数を増やしました。
開発段階の試作から量産加工、社内設備化まで。
富士電子工業は、設備メーカーだからこそできる熱処理ソリューションで、
あなたの悩みを解決致します。
富士電子ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
・高周波熱処理ロボット ディオン君 自社制作 焼入れコイル 富士電子工業
https://www.nc-net.or.jp/company/88995/product/detail/200010/
・富士電子工業の高周波誘導加熱装置 大阪本社 東京 名古屋.
https://www.nc-net.or.jp/company/88995/product/detail/116961/
試作開発 焼入れ 富士電子工業 浸漬焼入れ 量産.
https://www.nc-net.or.jp/company/88995/product/detail/85043
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 営業部。
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
―★―☆。.:*:・゜――――――――――――――――

~浸炭焼入れした部品を部分的に焼鈍ししたい! -部分焼鈍し- ~
ワーク表面全体を硬化させる浸炭焼入れ.
手軽に安定して表面だけを硬化させることができる浸炭焼入れは、様々な分野で利用されています。
ではデメリットはないのでしょうか?
実は、ねじ部などが硬化したまま部品を組み付けると、靭性が足りずねじが欠けてしまうことがあります。
このトラブルを防ぐ方法は、大きく二つ。
一つは防炭処理。
しかし防炭は自動化することが困難なため、ロット数の多い部品では多大な労力と時間が必要となります。
そんな時に活躍するもう一つの方法が、高周波誘導加熱による「部分焼鈍し」です。
高周波焼入れと同様の設備を使用し、硬化しない程度の温度まで瞬時に昇温してワークを部分的に軟化させる高周波焼鈍しは、非常に速いサイクルでの処理と自動化が可能です。
また、高周波は他の加工方法に比べ非常に低電力で行えるメリットもあります。
富士電子工業では、受託加工での高周波焼鈍し処理の他、高周波焼鈍し設備の設計、製造も行っております。
焼鈍しでお困りの方は、ぜひ富士電子工業にご相談下さい。
世界最高峰の高周波焼入れ技術・設備製作技術で、あなたの悩みを解決します。
↓ ↓ ↓
・焼鈍し(やきなまし)とは? 鋼を柔らかくする熱処理方法 富士電子工業 大阪
https://www.nc-net.or.jp/company/88995/product/detail/114320/
・浸炭焼入れ 高周波焼入れ 違い メリット
https://www.nc-net.or.jp/company/88995/product/detail/178643
・高周波 焼き戻し 一般熱処理 違い 高周波焼戻し
https://www.nc-net.or.jp/company/88995/product/detail/113567
Youtubeチャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
完全焼鈍しは熱処理工程の焼鈍しといわれる加工方法の一つで、球状化や部分といった種類もありますが、一般的には「焼きなまし」と言えば完全焼きなましを表します。
鋼を変態点(A3またはA1)以上約50℃高い温度に加熱した後炉冷(約100℃/h以下)する方法で、冷やし方は炉中徐冷であるが、室温までゆっくり冷やしきる必要はない。
臨海区域(550℃の消色温度)まで炉冷したら後は、炉から取り出して空冷を
して差し支えないです。
但し、残留応力の発生を伴う場合には約400℃まで徐冷する方が良い場合もあります。
別の記事でも焼鈍しや熱処理について説明してますので、宜しければご参照下さい。
↓ ↓ ↓
・浸炭焼入れした部品を部分的に焼鈍し(やきなまし)するには? -部分焼鈍し-
https://www.nc-net.or.jp/company/88995/product/detail/113757
・高周波 焼き戻し 一般熱処理 違い 高周波焼戻し
https://www.nc-net.or.jp/company/88995/product/detail/113567
・焼き戻し温度と硬さの関係 高周波焼入れ.
https://www.nc-net.or.jp/company/88995/product/detail/92305
Youtubeチャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――

ホイルローダー用バケットの切断・曲げ・溶接・塗装を行っています
展示用に製品の1/5 ミニチュアモデルを作成してみました

外径28㎜ 内径20㎜ 立ち上がり2.2㎜のバーリング加工です
建設機械のステップの滑り止めとして加工されています
弊社 岡本製作所では複合レーザーによる切断ニブリング加工から
ベンダー曲げ、co2溶接(ハンド・ロボット)、塗装(溶剤・粉体)まで自社で一貫生産可能です

SPHC材 t1.6 プレスルーバー加工品
W:54~318 最大板厚 t3.2 のルーバー金型複数種類あります
詳細はお問い合わせください
写真は加工品を重ねて置いた状態です

建機キャブ(運転席)。設計から板金・塗装・組立まで一貫生産。

量産でHT540-P材:6.0t幅500、SAPH440-P材:8.0t幅250のコイル材を加工しています。

溶接組立のシステム設計・製作は内製しています。
***テスト***
建築用部品

オークマ製五面加工機MCR-A5CⅡを用いた金属プレス金型の製作
鋳物型の加工も可能

サスペンションメンバーの溶接強度と高剛性を実現!足回り部品の技術革新
► 自動車業界が直面する課題
自動車産業において、サスペンションメンバーは車両の安全性と快適な乗り心地を左右する重要な骨格部品です。近年、軽量化と高剛性の両立が求められる中、特に溶接品質の確保が大きな課題となっています。
車両の足回り部品には、高い溶接強度と寸法精度が同時に要求されます。
特にサスペンションメンバーは、懸架部品からの衝撃を直接受け止める部位であり
溶接部の信頼性が車両全体の安全性に直結します。
► 技術的な挑戦
サスペンションメンバーの製造における主な課題
・溶接による熱歪みの制御
・複雑な形状における溶接品質の均一性確保
・スパッタ付着を低減させる最適な溶接条件の確立
・部材間の隙間量及び板厚差による溶接難度
【溶接技術による課題解決】
長年の試作開発で培った独自の溶接技術により、以下の解決策を確立
✔ 熱変形制御システムの開発
- 溶接順序及び溶接姿勢の最適化による歪み抑制
- 独自開発の溶接治具による寸法精度確保
- 機械側でのモニタリングによる電流制御による入熱管理
✔ 品質保証体制
- 3次元測定による全数検査
- 破壊試験による強度確認
- マクロ検査による溶着欠陥検査
► 実績に基づく信頼性
○ お客様の声
「溶接品質の安定性が際立っている」
「寸法精度の高さに驚いた」
「短納期対応力が素晴らしい」
► 導入効果
実際の導入企業様からフィードバックいただいた効果
・不良率:従来比75%削減
・製造リードタイム:20%短縮
・コスト:総合的に15%削減
※より詳細な事例と効果測定データは、下記URLより技術資料をダウンロードいただけます。
技術資料ダウンロード:https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
ご不明な点がございましたら、お気軽に技術相談・見積依頼フォームよりお問い合わせください。
技術相談・見積依頼:https://ja.nc-net.or.jp/company/22325/inquiry/
【会社概要】
社名:タイメック株式会社
所在地:〒719-1164 岡山県総社市西郡197-1
TEL:0866-93-1269
FAX:0866-93-2540
コーポレートサイト:https://timec.co.jp/

プレス絞り成形試作から小ロット量産!オイルパン製作の技術解説
► エンジン・トランスミッション性能を支える重要部品、オイルパンの試作開発
自動車産業において、エンジンおよびトランスミッションの性能と信頼性を支える重要部品であるオイルパン。その試作開発における課題と解決策について、50年以上の実績を持つ試作開発のプロフェッショナルの視点から解説させていただきます。
● 製品課題の本質
現在、自動車業界では、オイルパンの開発において以下のような課題を抱えています
1. 板厚減少の厳密な管理要求
2. 取付面の高精度な面品質確保
3. 試作から量産までのリードタイム短縮
4. コスト競争力の維持
特に、軟鋼板を使用したオイルパンのプレス絞り成形では、板厚減少を厳密に管理する必要があります。
※お客様の声
「なんせ、エンジンやミッション周りの部品じゃけえ、油漏れは絶対に許されんのです。」
● 技術的解決手法
当社では、以下の技術的アプローチで、これらの課題を解決しています
1. プレス絞り成形シミュレーション
- JSTAMPを使用した事前検証
- 板厚減少率の予測と最適化
- 成形不具合の事前防止
2. 高精度金型設計・製作
- 3次元CADによる精密設計
- 独自の金型構造による均一な面圧分布
- 熟練技能者による仕上げ加工
3. 品質保証体制
- 三次元測定機による全数検査
- 専用検査治具による取付面検証
- トレーサビリティシステムの運用
► 導入効果と実績
実際の導入事例では、以下のような効果が得られています
・試作期間:従来比30%短縮
・コスト:従来手法比30%削減
・量産移行:スムーズな立ち上げを実現
特に、エンジン・トランスミッション周辺部品であるオイルパンにおいて、当社の技術力が最も発揮される理由は、プレス絞り成形における板厚減少の管理技術にあります。
※創業者談
「ほんまもんの技術じゃねえと、このシビアな要求は満たせられん。」
► お客様へのご提案
さらに詳しい技術資料をご用意しております。以下のURLから無料でダウンロードいただけます:
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
技術的なご相談やお見積りのご依頼は、以下のフォームからお気軽にご連絡ください
https://ja.nc-net.or.jp/company/22325/inquiry/
【会社概要】
社名:タイメック株式会社
所在地:〒719-1164 岡山県総社市西郡197-1
TEL:0866-93-1269
FAX:0866-93-2540
コーポレートサイト:https://timec.co.jp/

【過去事例】
インテークマニホールド(アルミダイカスト品)の板金化
~工法転換で実現した試作リードタイム短縮と量産品コストダウンへの貢献~
►課題認識
1990年代の自動車部品の製造において、インテークマニホールドはアルミダイカスト工法が主流でした。しかし、原材料費の高騰や、多気筒化による製造コストの上昇により、多くの部品メーカー様が代替製造方法を模索されていました。特に、試作開発段階での課題として以下が挙げられます
・金型製作費用が高額
・試作リードタイムが長期化
・設計変更への柔軟な対応が困難
・小ロット生産時のコスト高
►技術的アプローチ
私どもが提案させていただいた板金化による製造方法は、従来のアルミダイカストに比べて、製造コストを大幅に低減できる革新的なアプローチです。
具体的な技術ポイントをご紹介します
・材質選定:SPHC(熱間圧延鋼板)やSTKM(機械構造用炭素鋼鋼管)を採用
・設計最適化:3D CADによる強度解析と軽量化設計
・製造プロセス:プレス・レーザー加工と溶接技術の組み合わせ
・品質保証:三次元測定機による高精度な寸法検証
►解決手法の詳細
インテークマニホールドの板金化において、以下のような工程で開発を進めました
1. 設計フェーズ
・3DCADを使用した3次元モデリング
・3Dモデルを活用した、プレス金型・治具設計(レーザ加工・溶接組立)
・3Dモデルを活用したDNC加工PRG製作
2. 試作フェーズ
・DNC加工による金型加工、治具加工
・三次元5軸レーザー加工機による高精度加工
・熟練溶接技師による精密溶接
3. 検証フェーズ
・三次元測定機による寸法検証
・実車搭載テストによる性能評価フィードバックによる設計変更・最適化
・耐久性試験の実施・フィードバックによる設計変更・最適化
►導入効果
実際の開発事例では、以下のような成果を達成できました:
✔製造コスト:従来比40%削減
✔開発期間:試作リードタイム50%短縮
✔重量:従来比20%軽量化
✔設計自由度:大幅向上
これらの成果は、50年以上の試作開発実績と、160名の熟練技術者による技術力の賜物です。
現在も、この技術を応用して様々な部品の板金化に取り組んでいます。
►さらなる展望
近年ではこの製品は樹脂化されていますが、部品の要求特性や使用環境によって最適な製造方法は異なります。私どもは、お客様の課題に応じて、板金化・ハイブリッド化など、最適な製造方法を提案させていただきます。
►まとめ
インテークマニホールドの板金化は、製造コスト削減と軽量化を同時に実現する有効な解決策です。詳細な技術資料をご用意しております。ぜひ下記URLより資料をダウンロードいただき、貴社の開発メンバーとご検討ください。
【会社概要】
社名:タイメック株式会社
所在地:〒719-1164 岡山県総社市西郡197-1
TEL:0866-93-1269
FAX:0866-93-2540
コーポレートサイト:https://timec.co.jp/
▼技術資料ダウンロード
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
▼技術相談・見積依頼
https://ja.nc-net.or.jp/company/22325/inquiry/

シートレッグ部品の試作から小ロット量産まで!【プレス加工、パイプ加工、溶接ASSY】
►業界の課題
製造業において、シートレッグ部品の試作開発から量産化までの一貫した対応に課題を抱えていませんか?特に自動車業界では、軽量化と高強度の両立、コスト削減、短納期対応という相反する要求に直面しています。
さらに、シート周辺部品との干渉チェックや組付性の確認など、細かな調整が必要となり、試作段階での完成度が量産化のスピードを大きく左右します。
►解決への アプローチ
当社は、50年以上の試作開発実績を活かし、お客様の課題に対して最適なソリューションを提供しています。
【シートレッグ部品における強み】
・3次元CADによる設計段階からの提案
・プレス成形シミュレーションによる事前検証
・材質選定から加工方法まで、トータルサポート
・24時間稼働による超短納期対応
特に、シートレッグ部品に関しては、以下の対応が可能です
✔材質:SPH、STKM他、用途に応じた最適材料の提案
✔加工:プレス加工、パイプ加工の単品製作
✔ASSY:溶接組立から表面処理まで一貫製造
►技術的特徴
【設備面での強み】
・1,200トン大型プレス機による高精度加工
・3次元レーザー加工機による複雑形状への対応
・ロボット溶接システムによる高品質な接合
・三次元測定機による高精度な品質管理
【製造プロセスの特徴】
1. 設計支援
- CATIAなど複数の3次元CADシステム完備
- シート周辺部品との干渉チェック
- 組付性を考慮した設計提案
2. 試作製造
- 充実した製造設備を駆使した納期対応
- 熟練技術者による高精度加工
- オリジナル治具による品質安定化
3. 量産対応
- 試作開発後の少量生産まで柔軟な対応
- ISO9001に基づく品質管理体制
►導入効果
実際の導入事例では、以下のような効果が得られています:
・開発期間の30%短縮
・試作コストの25%削減
・量産移行までの工程数削減
・品質不具合の大幅低減
★成功事例
「シートレッグ部品の試作から少量生産まで、すべて任せられる製造パートナーを探していました。御社に依頼して、開発期間の短縮と品質の安定化が実現できました。」
- 大手自動車部品メーカー様
►さらなる価値提供に向けて
製品の競争力強化に向けて、より詳細な技術資料をご用意しています。
以下のURLから無料でダウンロードいただけます:
https://ja.nc-net.or.jp/company/22325/dl/catalog/207206
また、具体的な技術相談や見積もりについては、以下のフォームをご利用ください:
https://ja.nc-net.or.jp/company/22325/inquiry/
【会社概要】
タイメック株式会社
〒719-1164 岡山県総社市西郡 197-1
TEL: 0866-93-1269
FAX: 0866-93-2540
HP: https://timec.co.jp/

自動車安全性能を支える機能部品。インフレータブラケット試作板金
【自動車業界における安全部品の現状】
近年、自動車の安全性能向上に伴い、エアバッグシステムの搭載位置は多様化の一途を辿っています。その中でも、インフレータブラケットは、エアバッグの展開力を確実に支える重要な機能部品として注目を集めています。小さなスペースを利用してタンクを設置するための部品であり、限られた空間で最大の性能を発揮する精密な設計と製作が求められています。
【インフレータブラケット製作における技術的課題】
軟鋼板を主体とした製作において、以下の技術的課題が存在します
・エアバッグ展開時の衝撃に耐える強度設計
・限られたスペースでの最適な形状実現
・溶接による熱変形の制御
・量産時の品質安定性の確保
・微細な寸法精度の実現
【試作開発における解決手法】
►最新設計システムによる課題解決
・CATIAによる3次元設計で複雑形状を正確に表現
・JSTAMP/NVによるプレス成形シミュレーションで問題を事前検証
・設計段階での最適化による手戻り削減
►高精度加工技術による品質確保
・高品質な金型によるプレス成形
・三次元5軸レーザー加工機による精密加工
・多種多様な溶接接合設備による溶接組立
・熟練技術者による匠の技術で微細な調整を実現
►品質保証体制の確立
・三次元測定機による全数検査の実施
・ISO9001に基づく品質マネジメントシステムの運用
・溶接部の非破壊検査による信頼性確保
【導入効果と実績】
✔ お客様が実感される具体的なメリット
1.開発期間の短縮
・設計から製作までのリードタイム削減
・早期問題発見による開発効率化
2.品質の安定化
・不良率0.1%以下の品質実現
・寸法精度±0.2mmの高精度加工
・溶接後の変形量を最小限に抑制
3.コスト最適化
・設計段階での原価低減提案
・効率的な生産体制による competitive な価格提供
・手戻り削減による追加コストの抑制
【今後の展望と技術開発】
自動車の電動化・軽量化に伴い、インフレータブラケットにも新たな要求が増えています。エアバッグの高性能化や搭載位置の多様化に対応するため、当社は以下の取り組みで、さらなる技術革新を進めています
・高強度部材への対応強化
・自動化技術の導入
・デジタルツインの活用
【お問い合わせ・資料請求】
より詳細な技術資料をご用意しております。
★資料ダウンロードはこちら
https://ja.nc-net.jp/company/22325/dl/catalog/207206
技術的なご相談も承っております。
⇒お気軽にご相談ください
https://ja.nc-net.jp/company/22325/inquiry/
───────────────────────────
【会社概要】
タイメック株式会社
〒719-1164 岡山県総社市西郡197-1
TEL: 0866-93-1269
FAX: 0866-93-2540
コーポレートサイト: https://timec.co.jp/

アルミニウムの溶解~鋳造~熱延~素材を生産し、その素材を販売しております。
また、その素材を生かし、500t、600t、1000t、1600tのインパクトプレス機により、
インパクト容器を製造しております。
主な使用例では、アルミニウムの消火器容器用の筐体として使用されております。

曲げR0.2、10Rの複合深曲げ
サイズ250X250
薄板超精密部品
薄板精密部品
厚物部品
金型製作
角パイプ
溶接加工/スポット加工
組立、塗装、大物塗装、メッキ品など。
設計/試作/量産まで何でもやります!
お問合せはウエブサイトの問い合わせリンクからお願いいたします。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当: 梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com

曲げ2箇所はRパンチが特殊な為、FR曲げにて加工しております。
FR曲げとは、標準パンチで細かいピッチで突き少しづつ、曲げていき、
疑似的にR形状にする加工方法です
標準のパンチ・曲げ型でも任意のR形状を作ることができます。
是非、㈱クラフテックオカモトにお問い合わせください!
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com

R箇所は自社作製型を用いて加工しております。
R箇所は1回ではこのような形にならないため
同じ型を使用し2回加工しております。
同じ金型を使用することにより
金型段取り、金型製作費のコスト削減に繋がっております。
サイズ 128X85
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com
この製品は板厚6ミリをレーザー加工で抜き
ボール盤にて皿もみΦ17をし、更にΦ17皿モミ箇所に
Φ5の皿モミをしている特殊加工製品となります。
サイズ 450X380X820
弊社では、トルンプ7000でもΦ6皿モミ加工が可能です。
コストを抑えたい場合は、問い合わせください!

製品:重機操縦席のダッシュボード
サイズ 930X700
部品点数42部品で構成され、溶接加工による歪、組合わされた部品同士の
自重による歪みなどを抑えるため、8種類の溶接治具を用いて溶接作業を進め、
完成品として必要な精度を実現できました。
最終的には、クラフテックオカモトの強みである、加工精度、加工速度の高い、レーザー複合機、ベンダー機と「精密板金・プレス加工で長年培った技術ノウハウ」の融合による精密板金加工技術から生み出される、高精度の板金部品が組合わされ、高度なハンド溶接技術で部品精度を維持して完成に至ったことになります。
クラフテックオカモトでは、アルゴン/TIG、CO2/MIGなどのハンド溶接加工、及びYAGレーザー溶接機 も導入済で、板厚のある建設機械関連の重要保安部品に対応実績がございます。
またアルミ・ステンレスの薄板溶接や、ワイヤーメッシュ(織金網)、パイプ、丸棒等の異種材溶接まで含めた多様な溶接加工に対応可能でございます。
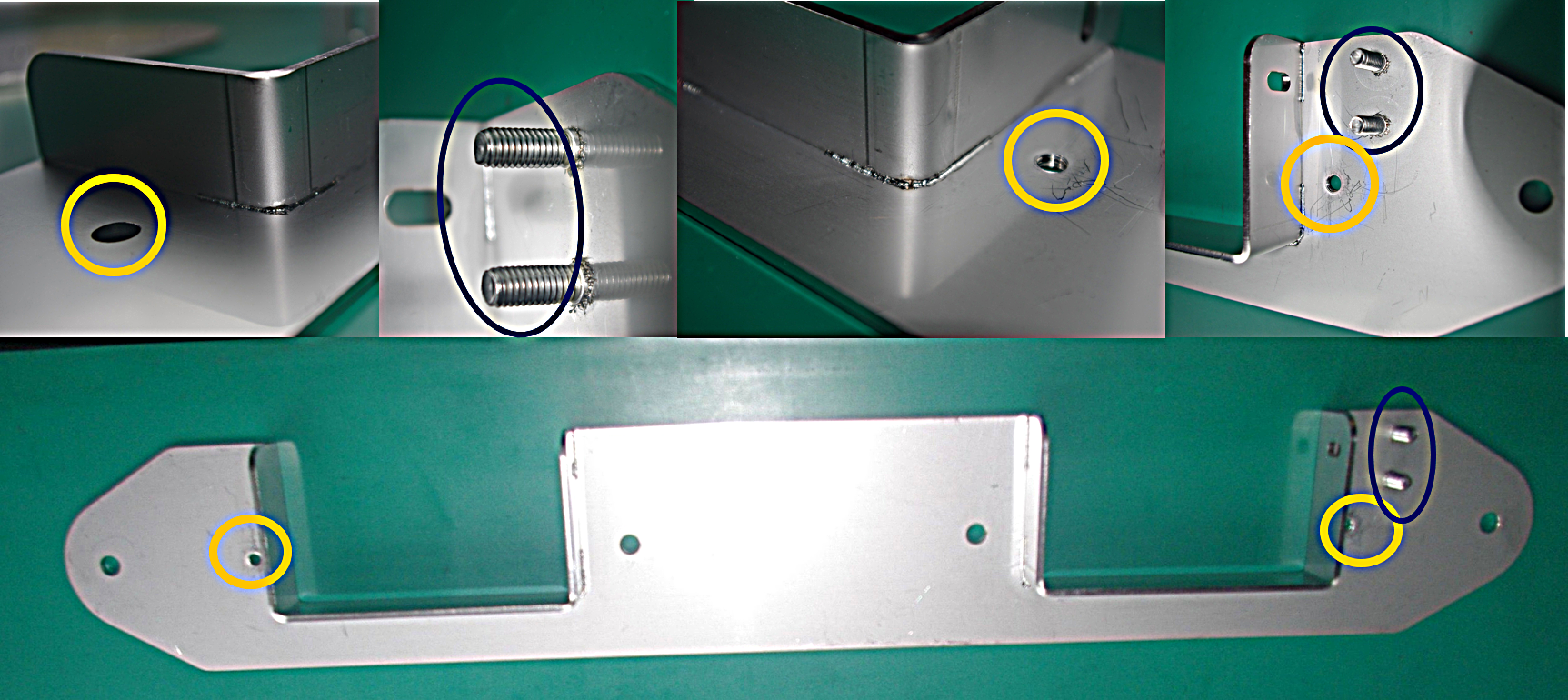
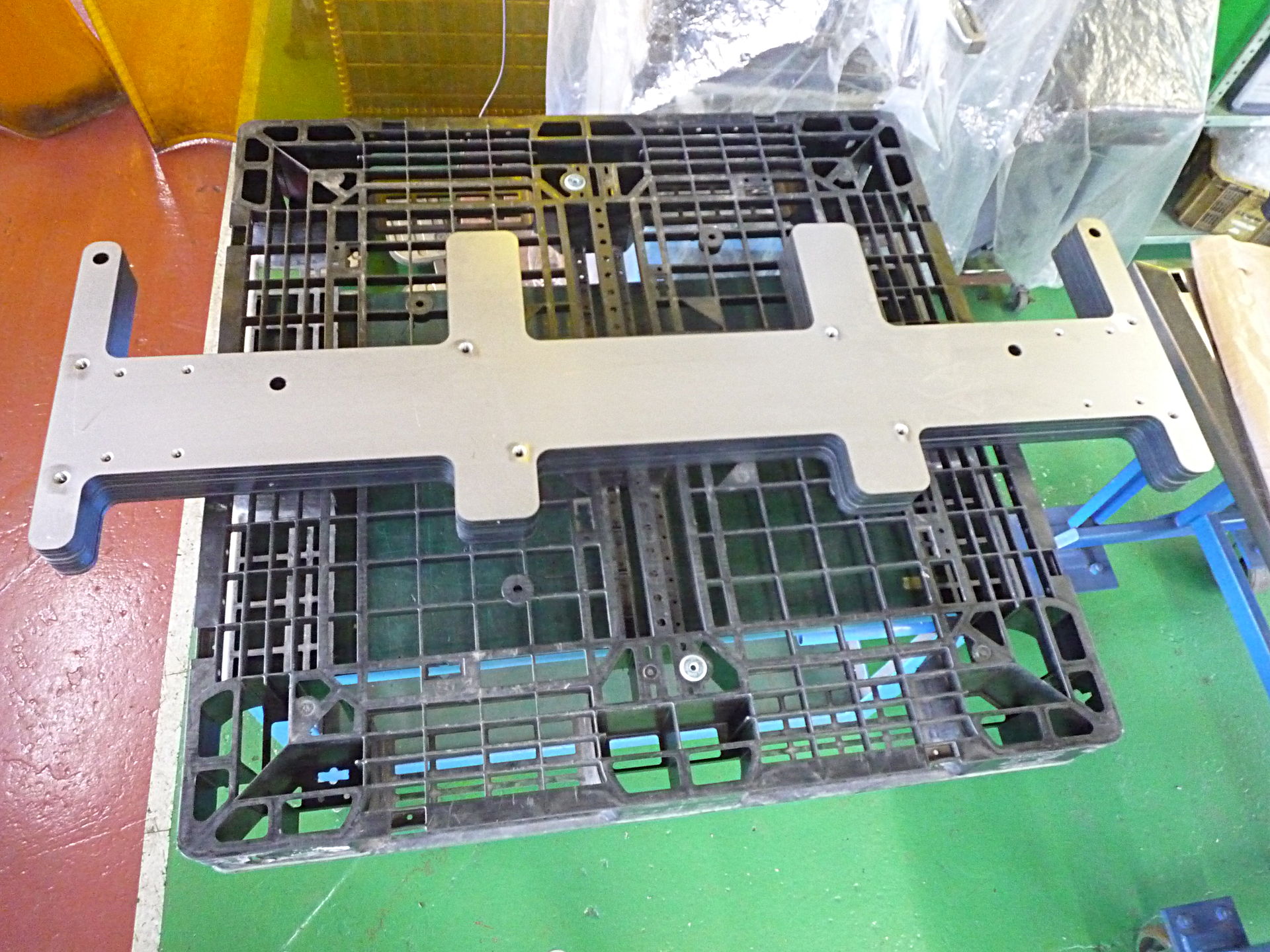
*材質:SUS304 t3
*業界・使用用途:インフラ電力機器向け
*概略寸法: 100 X 650
*製造工程
パンチ、レーザーカット、M6タップ立て(写真黄色の円)まで複合機にて行い、
バリの出にくい仕上がりとなております。
スタッド溶接2か所(写真青色の円)及び部品の溶接はYAG溶接にて加工し、
歪み、焦げの出にくい仕上がりとなっております。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com
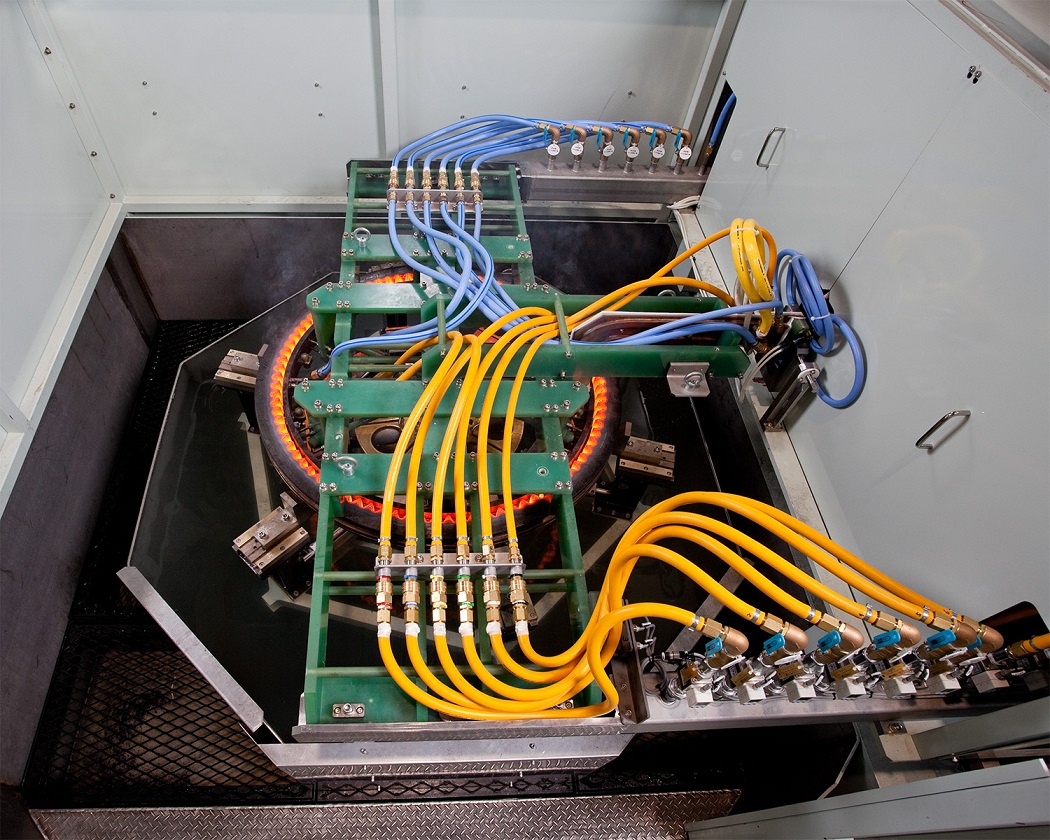
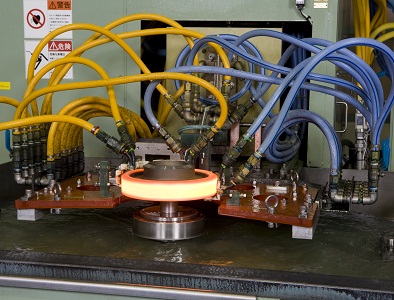
こちらは、建設機械に使われる大型旋回輪の高周波焼入装置、
焼入れステーションの写真です.
リング内径側のインナーギヤを高周波焼入れします。
対象となる最大ワークのサイズは直径1.3m、250kg以上です。
写真からは、受け治具の上に固定したワークを持ち上げ、
円形のコイルで内径側ギヤを高周波誘導加熱している様子が
見て取れます。
加熱終了後は、ワークが受け治具ごと下に移動し
焼入れ水で満たされた浸漬水槽に沈みます。
受け治具の下には、噴射ジャケットが取り付けられており、
焼入れ水の中で液中噴射することで
ワーク全体の均一な冷却を行います。
大型ギヤの高周波焼入れは、歪みや割れの可能性が高く
非常に難易度が高いのですが、本機では
「予備加熱→本加熱」という多段階加熱と
ワーク全体を均一に冷却できる「浸漬噴射冷却」によって、
焼きムラのない均一な硬化層を実現しています。
・高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925/
・富士電子工業の高周波誘導加熱装置 脱炭素を実現する高周波熱処理
https://www.nc-net.or.jp/company/88995/product/detail/116961/
お問い合わせは
富士電子工業㈱営業部まで.
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

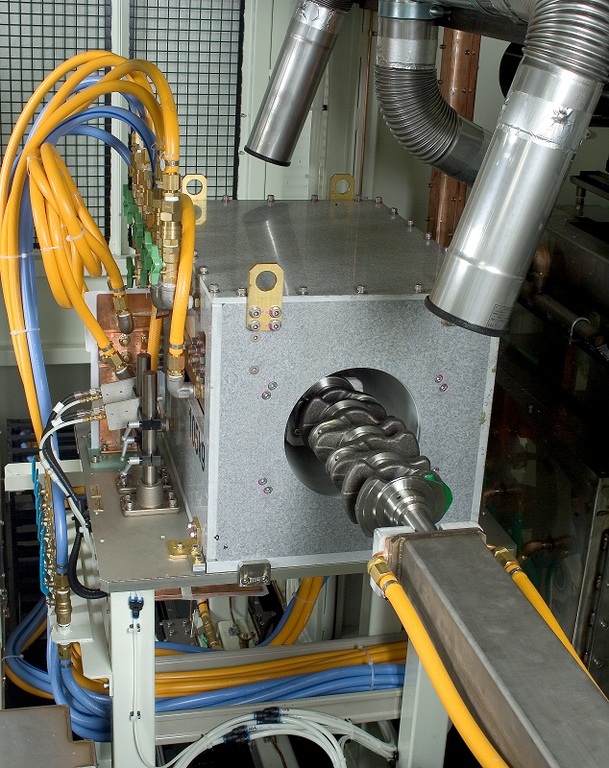
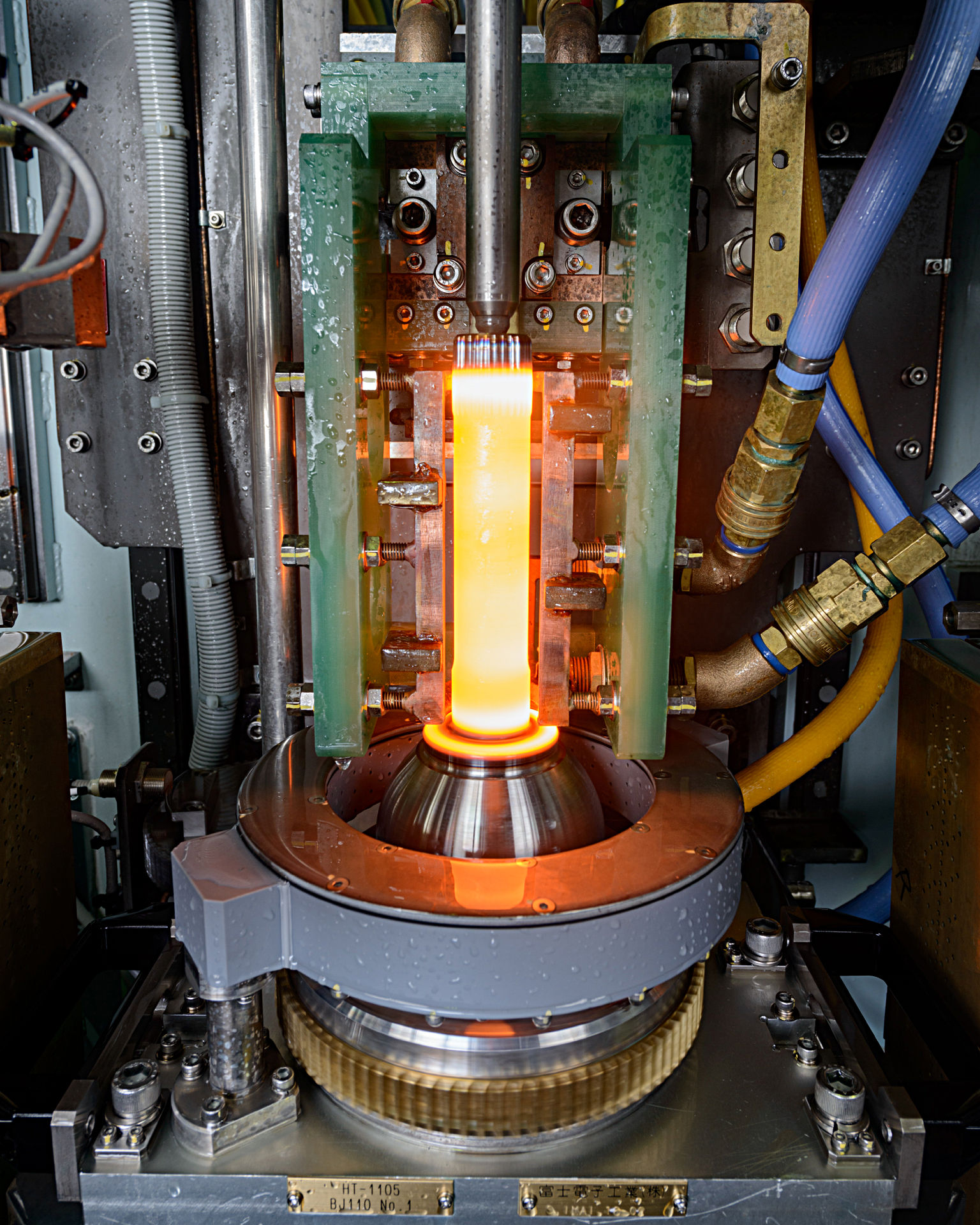
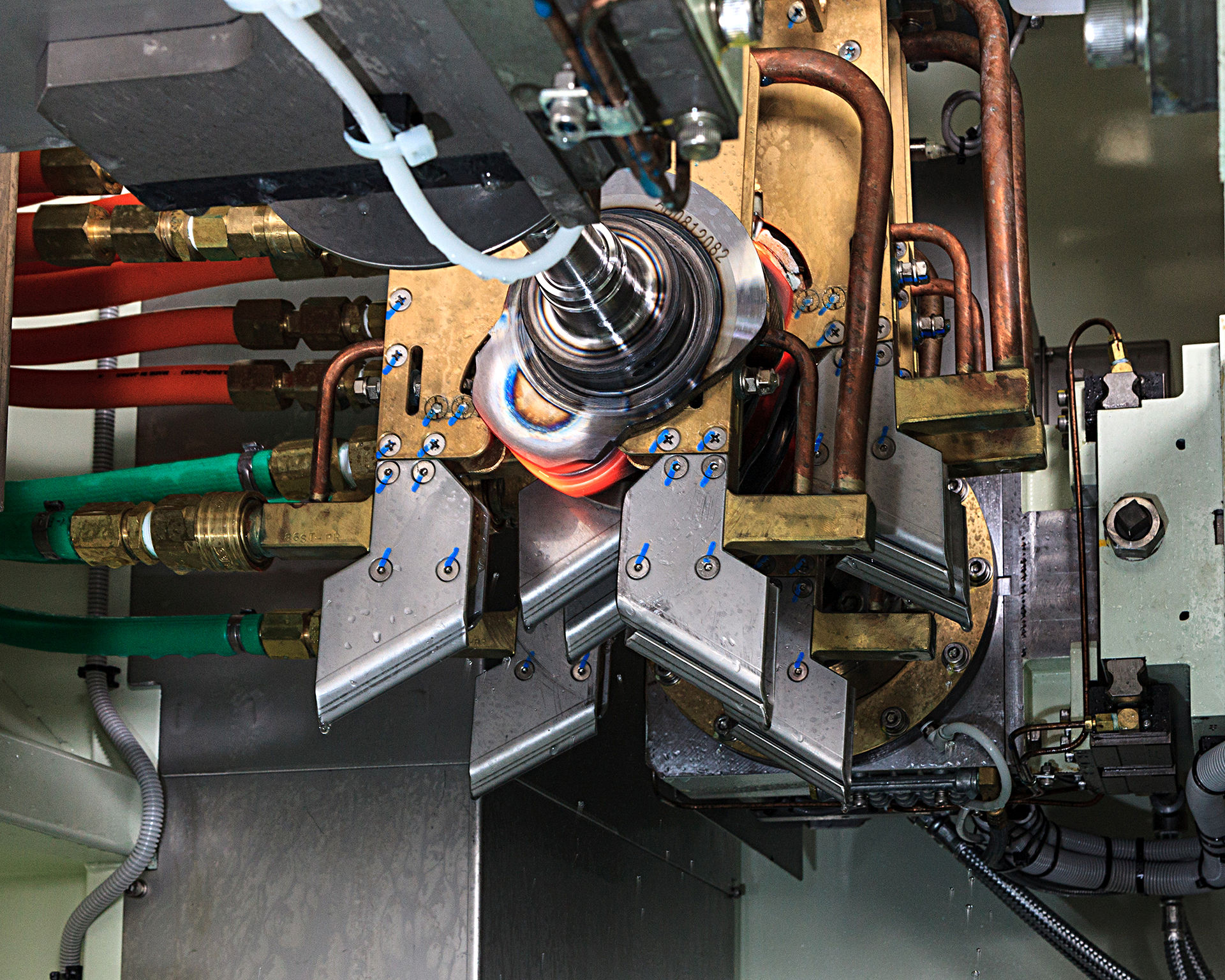
富士電子工業では、オーダーメイドの焼入れ設備の製造を行っております。
こちらは、建設機械などに使われる大径シャフトの
竪移動高周波焼き入れ装置の焼入れステーションの写真です。
最大φ350mm・L3000mmの大径・長尺シャフトに
高周波で焼入れを施すことができます。
ここでは移動焼入れという焼入れ方法を採用しております。
受け治具の下に回転台があり、ワークを回転させて
コイルが下から上に移動しながら焼入れを行います。
コイルは冷却ジャケットと一体型になっており、
加熱位置のすぐ下に大量の焼入れ液を噴射して
迅速な冷却を行います。
富士電子工業の竪移動焼入れ装置の最大の特徴は、
加熱コイルとその後ろの出力トランス部が動き、
ワークは定置した状態で焼入れできる「コイル移動方式」
を採用していることです。
コイル移動方式の代表的なメリットには、以下の
のようなものがあげられます。
・移動焼入れの際にワークが下方に移動しないため、
設置場所にピット穴を掘る必要がなくなる
・コイルを移動させることで、低い位置で
大型ワークを搬入・搬出することが可能
富士電子工業ではお客様のご要望に合わせた最適な焼入れ方法、設備を
ご提案させていただきます。
設備の導入や焼入れをご検討の方は、
ぜひ富士電子工業へお問合せ下さい.
~大径シャフト 高周波焼入れ 竪移動 装置② 建設機械 部品 IH 熱処理~
富士電子工業(株)社営業部。
大阪府八尾市老原6-71
072-991-1361

【オーダー設備】
高周波発振器は1100kW 10kHzのトランジスタインバーターを使用し
格段の高精密焼入をします.
~大阪 富士電子工業 浸漬焼入れ設備~
富士電子工業(株)営業部.
大阪府八尾市老原6ー71
072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi

カムシャフト 偏芯焼入れ カットサンプル
自動車のエンジンに使われる「カムシャフト」を、
当社独自の高周波焼入れ機で焼入れしたカットサンプルです。
富士電子工業では、カムシャフトの焼入れのために
「偏芯焼入れ」という独自の方案を開発しました。
これは、回転するカムにコイルが偏芯しながら追従して
焼入れを行う技術で、カム全体に均一な焼入れ層を形成でき、
安定した圧縮残留応力が確保できます。
ノーズ部のオーバーヒートによる焼割れや、
後工程の研磨割れもなく、高い生産性をお約束できます。
↓ ↓ ↓ 関連ページ ・ SNS
【焼入れコイル事例】 大型ベッド焼入れ機 高周波熱処理(IH) 装置 産業機械 工作機械部品
https://www.nc-net.or.jp/company/88995/product/detail/58012
【加工事例】 焼なまし パーライト 高周波焼なまし 富士電子
https://www.nc-net.or.jp/company/88995/product/detail/113697/
高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925/
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
高周波焼入れでお困りのお客様は、是非富士電子にお問い合わせください。
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
―★―☆。.:*:・゜――――――――――――――――

富士電子工業では、お客様のご要望に合わせてオーダーメイド設備を製造・販売しております。
こちらは、建設機械部品焼入れ設備です。
[概要]
本焼入れ設備は建機部品の焼入れを行う設備です。
高周波発振器は出力570kW、周波数10kHzのトランジスタ
インバーターを使用します。
詳細に関してご興味のある方は
ぜひ一度富士電子工業へお問合せ下さい。
~高周波 発振器 建機 アイドラー トランジスタ~
富士電子工業(株)営業部
大阪府八尾市老原6-71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

コンバインなどの農機の無限軌道に使われる
「アイドラ・トラックローラ」の高周波焼入れ設備です。
コイルと治具の段替えにより20種のワークに対応し、
鋳物のワーク表面に対して、高周波焼入を行います。
ワークの搬入・搬出は、焼入ステーション上部から
ロボットによって行い、多品種対応と量産性を両立させました。
コイルはワーク外径に沿った形の半開放型コイルとなっており、
ワーク搬入出時にはコイルと背後のコンデンサバンク部が
前後に移動します。
写真で焼入れ機の右後方に写っている冷却設備を含め、
設置面積が限られる中、省スペースとメンテナンス性の良さを
兼ね備えた設計となっています。
~アイドラ トラックローラ 高周波焼入れ 加工 設備 ①~
富士電子工業株式会社営業部
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

富士電子工業ではアイドラ・トラックローラの高周波焼入れを行っております。
こちらの写真は、コンバインなどの農機の無限軌道に使用されている
「アイドラ・トラックローラ」の高周波焼入れ装置で
実際に焼入れを行っているところです。
富士電子工業が得意とする半開放型コイルによって
ワークが回転しながら加熱されると同時に、
ワークを内側から冷却するための焼入れ水が、
受け治具の吹き出し口から排出されている様子が見てとれます。
加熱するワークが鋳物のため、素材によるバラつきが大きく
安定した焼入れを行うのが難しい案件でしたが、
コイルの作り込みと、焼入れ条件の設定について
試行錯誤を繰り返し、当該ワークの安定した焼入れを実現しました。
ワークの内面冷却も、割れを防止し、焼入れ品質を保つ工夫のひとつです。
焼入れに関してお困りごとなどはぜひ富士電子工業へお問合せ下さい.
↓ ↓ ↓ 関連記事・SNSへ
「高周波焼入れ」って何だ?
https://www.nc-net.or.jp/company/88995/product/detail/59519
・浸炭焼入れ 高周波焼入れ 違い メリット.
https://www.nc-net.or.jp/company/88995/product/detail/178643/
高周波焼嵌め装置 完全自動化(穴部加熱→軸挿入→払い出し→アフター冷却)
https://www.nc-net.or.jp/company/88995/product/detail/85648/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
お問い合わせは
富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/

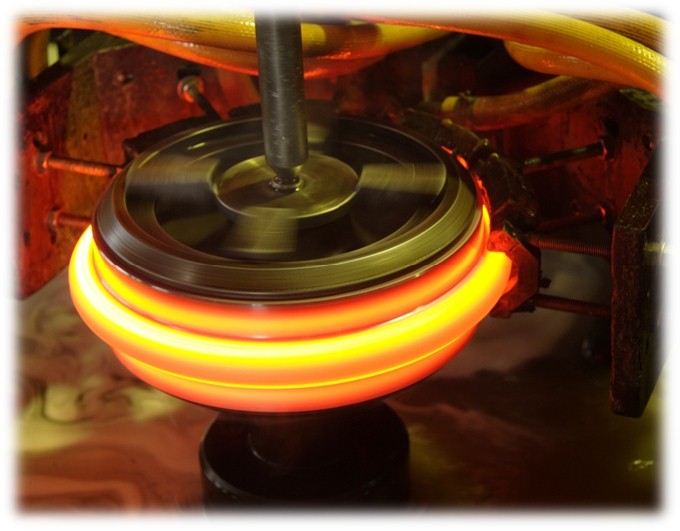
コンバインなどの農機の無限軌道に使われる、
『アイドラ・トラックローラ』高周波焼入装置の
焼入れステーションの写真です。
富士電子工業が得意とする半開放型コイルによって
ワークが回転しながら加熱される様子が見てとれます。
写真下方のリング状のものが冷却ジャケットです。
加熱後に治具が冷却ジャケットの位置まで下がり、
ジャケット内径側に並んだ穴から噴射される焼入水によって
ワークの均等冷却を行います。
加熱するワークが鋳物のため、素材によるバラつきが大きく
安定した焼入れを行うのが難しい案件でしたが
コイルの作り込みと、焼入れ条件の設定について
試行錯誤を繰り返し、当該ワークの安定した焼入れを実現しました。
~アイドラ トラックローラ 高周波焼入れ 加工 設備 ③~
お問い合わせは
富士電子工業株式会社営業部まで
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

建設機械の足回りに使われるトラックローラーの
高周波誘導加熱設備です。
炉体の段替えにより、複数種の定型ローラーの連続加熱を行うことができます。
富士電子工業の高周波誘導加熱装置は、
ワークサイズと用途によって高出力の発振器を
選択することも可能です。
本設備では、ハイパワーの発振器と、巻き数を多くしたコイルにより、
サイクルタイムの短縮を実現しています。
またワークの送り速度を数段階で調節することも可能です。
別の記事へ
https://www.nc-net.or.jp/company/88995/product/detail/83958
お問い合わせは
富士電子工業(株)営業部まで
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
【オーダー設備】
建設機械の足回りに使われるトラックローラーを、
高周波誘導加熱装置で加熱して払い出しを行っている写真です。
高周波誘導加熱は表面処理に分類されますが、
低い周波数を使用することで、ある程度の深さまで
加熱することも可能です。
富士電子工業の高周波誘導加熱装置は、
ワークサイズと用途、焼入規格に応じて、高出力・低周波数の発振器を選択し、
深い焼入れ硬化層を形成できます。
お客様のお品物に合わせて設備の設計、製作を行い、高品質で、
生産性の高い設備をご提供致します。
お問い合わせは
富士電子工業株式会社営業部へ
大阪府八尾市老原6ー71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

建設機械に使われる大型旋回輪の高周波焼入れ装置です。
リング内径側のインナーギヤを高周波焼入れします。
対象となる最大ワークのサイズは、直径1300mm、250kg以上。
加熱に大容量の電源を必要とすることから、本機は
1100kW・10kHz と、非常に高い出力の高周波発振器を
使っています。
大型ギヤの高周波焼入れは歪みや割れの可能性が高く、
非常に難易度が高いのですが、本機では
「予備加熱→本加熱」という多段階加熱と
ワーク全体を均一に冷却できる「浸漬噴射冷却」によって、
焼きムラのない均一な硬化層を実現しています。
写真の左よりに写っている八角形のプールが
浸漬冷却用の冷却水槽で、受け治具にはワークが乗っています。
また、その斜め上方にはコイルが半分見えています。
コイル位置は、ワークの搬入・搬出時は写真右側に移動し、
焼入れ時にはワークの上方に移動します。
浸漬冷却には大量の焼入れ水が必要ですが、本機では
マグネットセパレータやオイルスキマーなどで不純物を
除去した上で、焼入れ水を循環使用するように設計しています。
大きなワークを焼入れする装置ですが、設計上の
様々な工夫により、比較的コンパクトなサイズに
おさめることができました。
お問い合わせは
富士電子工業株式会社営業部まで
大阪府八尾市老原6-71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
【大型の建機部品も高周波で焼入】
表面処理に分類される高周波熱処理ですが、
低周波数、高出力の発振器を利用すれば大型ワークの焼入れも可能です。
富士電子工業の高周波誘導加熱装置は、
ワークサイズと用途に応じて、高出力・低周波数の発振器を選択し
深い焼入れ硬化層を形成できます。
お客様のご要望に合わせて、一品一様の設備をご提案致します.
お問合せは富士電子工業㈱営業部まで
大阪府八尾市老原6-71
072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

建設機械部品ローラー熱処理設備は、
低い周波数で大出力の発振が可能な技術をもっております。
多品種の建機大型部品が対応可能な設備を実現します。
建設機械部品の焼入れ
★-----------------------------------★
お問い合わせは.
富士電子工業㈱営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
★-----------------------------------★
富士电子工业的受托加工工件有拖辊・滚筒。
照片是收割机等农业机械的无限轨道用部件”拖辊”和”支重轮”的淬火设备,可看到正在淬火中的样子。
使用富士电子工业最擅长制造的半开放线圈,加热回转中的工件的同时,可以看到冷却工件内部的淬火液从治具的喷口喷出来。
由于需要淬火的工件是材质不大均匀的铸件,实施稳定的淬火有些难度.
但我们的线圈制造技术和调节淬火条件的能力,实现了稳定的淬火。
工件的内部冷却还可以防止淬裂,这种冷却方式也是保持高品质淬火的技巧之一。
如果有关于淬火的问题,请随时与我们联络.
联系方式;
富士电子工业株式会社 营销部.
大阪府八尾市老原6-71
TEL:072-991-1361
youtube:https://www.youtube.com/c/fujidenshi
자동차 엔진용 크랑크샤프트 고주파소입장치 소입st의 사진입니다。
워크와 핀용 소입 코일을 촬영했습니다
소입할 때는 워크가 회전하고 편심하는 핀부를 따라가면서 가열합니다.
※사진에서는 코일이 위상이 다른 복수의 핀부를 따라가면서 가열하고 있습니다.
후지덴시공업에서는 이 독특한 열처리 방법을 채용하며 크랑크샤프트 소입에 의한
·변령 제어
·경화층 균일화
·cycle time 단축
·설비 소형화
등을 실현하고 있습니다。
요즘, 자동차의 향상을 위해서 크랑크샤프트도 더욱 얇게, 작게 설계되어 있습니다.
사진의 크랑크샤프트도 얇게, 작게 설계된 것이며, 게다가 핀/저널을 Fillet부까지 소입하는 어려운 R소입이었습니다.
저희 회사에서는 소입 전력의 최적의 출력제어와 최적의 코일을 성계, 제작하기에 이 설비의 방식으로 R소입을 실현 해냈습니다.
코일 제작에는, 지금까지 저희 회사에서 길러온 설계 노하우와 제작현장의 기술이 아낌없이 들어있습니다.
후지덴시공업에 문의하십시오.
~~크랑크샤프트 고주파소입 고주파열처리 피렛 R소입 저변형 자동차 자동차부품 IH 열처리。~
콤바인 등의 농업기계 캐터필러에 사용되는 『아이들러, 트럭 롤러』고주파 소입 장치 사진입니다
워크를 회전시키면서 후지덴시의 독자적인 반개방코일로 가열되어 있습니다.
사진 아래에 있는 링 형상이 냉각 재킷입니다.
가열 후에 지그가 냉각 재킷 위치까지 내려
재킷 안쪽에 뚫린 구멍에서 분사된 소입수로 워크를 균일 냉각을 합니다.
가열하는 워크가 주물 때문에 소재에 인한 품질 불균형이 크고
안정적인 소입이 어려운 안건이었지만
요리조리 궁리한 코일과 소입조건의 설정을 몇번이나 조절해서
주물 워크에서도 안정적인 소입을 실현했습니다.
문의하실 때.*******************************
FUJI DENSHI(주) 영업부에게
오사카 야오시 오이하라 6ー71
TEL: 072-991-1361
youtube:https://www.youtube.com/c/fujidenshi
********************************************



