Language: 日本語 | English
Language: 日本語 | English

巾0.3のスリットが片側49本づつ合計98本開けられています。
SUSバネ材に細いスリットを沢山開ける加工には、金型精度はもちろん使用プレス機の選択など、多くのクリアしなければならない課題があります。
用途:フレキ基盤の固定、グロメット
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

【製品仕様】
名称:ソケットコンタクト用板バネ
材質:C5210R-H
板厚: t0.1
全長:4
両外側内径:φ1.3 センター部内径:0.8
スリット:巾0.3x6本
真円度:0.05以内
加工方法:順送カーリング加工
ワンポイント解説:カーリング加工とは、板を丸める加工のことです。
写真は米粒くらいの大きさの板バネで、「鼓(つづみ)形」―両サイドの径より長さ方向センター部の径が大きい―になっており、また「俵(たわら)形」―両サイドの径より長さ方向センター部の径が大きい―の加工も可能です。
材質も、バネ材(燐青銅、べり銅、SUS等)さまざまなものに対応可能です。
現在、さらに小型なものも完成しています。
その他、板バネの製品事例はこちら
https://www.kyowa-hearts.com/spling/
☆よくある質問
https://www.kyowa-hearts.com/faq/
☆設備情報
https://www.kyowa-hearts.com/setsubi/
☆お問い合わせ~試作・量産までの流れ
https://www.kyowa-hearts.com/flow/
<お問い合わせ先>
株式会社キョーワハーツ 坂本 留実(さかもと るみ)
■住所:神奈川県横浜市港北区高田西1-5-1
■TEL:045-593-6116 FAX:045-593-6121
■公式ホームページ:https://www.kyowa-hearts.com

写真は純チタン一種Φ6.3×40の深絞り加工です。
また、ベータ型チタン合金でも同形状の加工実績があります。

本製品は、SUS304(オーステナイト系ステンレス鋼)を母材とし、板厚0.8mmの薄板材から複数のプレス工程を経て成形された丸絞り加工品です。SUS304は耐食性・加工性に優れた材料であり、特に精密部品や流体制御機器において広く採用されています。
本製品は、電磁弁(ソレノイドバルブ)の構成部品として使用され、流体の制御精度や耐久性に直結する重要な役割を担っています。
製造には、高精度金型を用いたプレス成形工法が採用されており、複数の工程が段階的に行われます。
これらの工程は、絞り比や材料流動性、スプリングバック(反り戻り)などの成形挙動を考慮した金型設計に基づいて実施され、寸法精度と形状安定性を高いレベルで確保しています。
【公差】
・真円度:0.03mm
・同心度:0.03mm
・平行度:0.03mm
・直角度:0.03mm
・口元段差あり、口元R0.5
・バリ0.03m

本製品は、SUS304(オーステナイト系ステンレス鋼)を母材とし、板厚0.5mmの薄板材から複数のプレス工程を経て成形された角絞り加工品です。
形状は30mm×30mm×高さ20mmの立方体に近い構造を持ち、側面および上面に抜き加工が施された精密部品であり、電磁弁(ソレノイドバルブ)の構成要素として使用されます。
製造には、高精度金型を用いたプレス成形工法が採用されており、複数の工程が段階的に行われます。
角絞り加工は、丸絞りに比べて材料流動性の制御が難しく、特に角部での板厚変化や応力集中が発生しやすいため、CAE解析による成形シミュレーションや金型の多段設計が不可欠です。
【公差】
・平面度:0.03mm
・R0.5mm
・ バリ0.03mm
これらの寸法・形状精度は、三次元測定機(CMM)や画像寸法測定装置を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。

本製品は、SUS304(オーステナイト系ステンレス鋼)を母材とし、板厚2.0mmの冷間圧延材から複数のプレス工程を経て製作された丸絞り成形品です。
形状は外径φ24mm、高さ35mmの円筒形状で構成されており、側面および上面に抜き加工が施された構造を有しています。
主に電磁弁(ソレノイドバルブ)の構成部品として使用され、流体制御における精密な動作と耐久性が求められる重要な機能部品です。
SUS304は、耐食性・加工性・溶接性に優れたステンレス鋼であり、電磁弁のような流体制御機器においては、長期耐久性と寸法安定性が求められるため、最適な選定となっています。板厚2.0mmという中厚材を使用することで、剛性と耐圧性のバランスを確保しつつ、成形性にも配慮した設計が可能です。
【公差】
・平面度:0.03mm
・直角度:0.03mm
・R0.15mm
・バリ0.05mm
これらの寸法・形状精度は、三次元測定機(CMM)や画像寸法測定装置を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
和田美羽
📩mwada@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
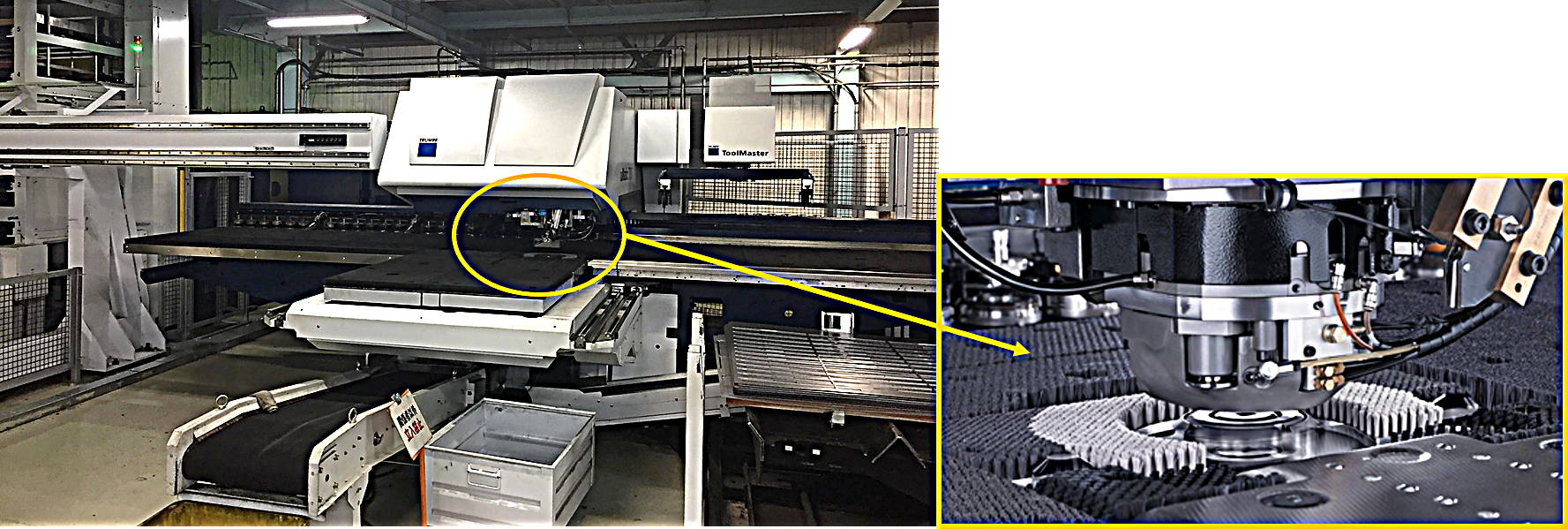
『同基準機世界No1』の最高速度・最高精度を誇るレーザー・パンチ複合機です。
従来はプレス金型・機械加工しか考えられなかった製品の工法変更(金型レス化)など、ぜひ御相談下さい。
-設備の特長-
* アクティブダイという最新のパンチング機能を搭載し、加工時の傷が発生しない高品質な製品を 加工することができます。
アクティブダイにより、材料に傷を付けずにパンチング加工や成形加工を行うことができます。位置決めの際はダイが下降し、パンチングダイまたは上昇させたフォーミングダイのどちらでも、シートがダイに接触しません。それにより下向きフォーミングで、引っ掛かりによる停止が発生しません。
* 新たに追加されたリニアドライブ軸を使用して、材料を移動することなくレーザーヘッドをX、Y軸の 2方向に位置決めすることが可能。
* 4kWのレーザー出力と新型のビームガイドを装備したTruMatic7000では、シングルカッティングヘッドで鉄・ステンレス・アルミ等の様々な材質と板厚のシート加工に対応。
* 最大1,200 ヒット/分のパンチストロークレートによる高生産能力
* 加工精度は、位置決め精度:±0.10mm、繰り返し精度:±0.03mmの高精度を実現
(特殊金型によるルーバー形状や刻印などは制約条件がございますので、別途詳細をご相談ください。)
是非、お気軽にお問い合わせください!
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
http://www.craftec-ok.com

「キーエンス 画像寸法測定機 IM-7020」導入!!
【製造業における高精度測定の重要性と課題】
製造業において、部品の精密な寸法測定は品質管理の要です。しかし、従来の測定方法では時間がかかり、人為的ミスも発生しがちでした。この課題を解決する画期的なソリューションとして、弊社が導入したキーエンス製画像寸法測定機IM-7020をご紹介します。
【画像寸法測定機IM-7020の革新的機能】
1. 高速測定と自動記録
・ 99ヶ所を数秒で測定
・ 最大100個の同時測定が可能
・ ボタン一つで統計データを出力
2. 人為的誤差の排除
・ 位置決めやピント調整を自動化
・ 形状エッジ部を自動認識
3. 多様な対象物に対応
・ 大型・高さのある部品も測定可能
・ ステージガラス内のサイズであれば対応
【精度と視野のバランスを実現する2つのモード】
〇 高精度モード:
視野125×125mm、繰り返し精度±1.5μm
〇 広視野モード:
視野200×200mm、繰り返し精度±2μm
【画像寸法測定機導入がもたらす業務改善】
本測定機の導入により、測定時間の大幅短縮と高精度な品質管理が実現します。これは生産効率の向上だけでなく、顧客満足度の増加にもつながります。さらに、人為的ミスの減少により、再測定や不良品の発生を抑制し、コスト削減にも貢献します。
【まとめ】
キーエンス製画像寸法測定機IM-7020の導入は、高精度測定と作業効率向上の両立を可能にします。製造業における品質管理の革新的ソリューションとして、ぜひ弊社の技術力をご活用ください。詳細な情報や導入についてのご相談は、お気軽にお問い合わせください。
【企業情報】
株式会社クラフテックオカモト
(旧:渡邊プレス工業株式会社)
所在地:〒208-0023 東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551
FAX:042-560-2828
HP:http://www.craftec-ok.com/index.html

製品:食品加工ロボット用制御盤ボックス
食品加工ロボット用制御盤ボックスは継続して受注をいただいており、クラフテックオカモトのステンレス加工製品の代表的な製品となっております。
-材質-
SUS430-CP(2B) 冷間圧延ステンレス鋼板
SUS304CP(2B) ヘアライン
板厚t2.0
-寸法-
1,000×800×500
-製造工程-
・レーザー複合機によるパンチ、レーザーカット
・高性能ベンダーによる深曲げ加工。
Φ3+0.05/0×5長円穴加工
Φ3+0.05/0 穴加工
M3タップ加工
・YAG溶接, TIG溶接を経て完成となります。
各工程で取り扱いを十分注意し、安定した外観品質を維持しながら継続生産を実施中です。
レーザー複合機と高性能ベンディングマシンによる板金加工の精度を生かし、
高い溶接技術、組立技術によって高精度な板金加工製品を実現できることが、
クラフテックオカモトの強みです。
クラフテックオカモトが長年にわたり自動機、電子機器筐体関連製品で培った精密板金加工技術と製品化ノウハウにより、作りやすく、コストのかからない方法で、設計から製品製造まで対応させていただきます。
ぜひお問い合わせください。
お問合せはウエブサイトの問い合わせリンクからお願いいたします。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)

食品加工ロボット制御盤ボックス筐体(保護シート使用)
(SUS304, t2.0)
保護シートが貼り付けられた状態で納入され、レーザー複合機による、高性能ベンダーによる曲げ、溶接、仕上げへと進みます。加工に必要な部分以外は、保護シートによるキズ、汚れ対策が施され、取り扱いに注意しながら製品が完成します。
顧客から外観不良(キズ防止)防止の要求が厳しいため、要求に対応する為、
各製造工程にて作業標準の指示に基づいて作業を実施しておりま
クラフテックオカモトは、最新鋭のレーザー複合機、ベンダー加工機導入により、加工精度と加工速度向上を図り、試作から量産製品にも対応した、高精度、高効率加工を可能とし、「精密板金・プレス加工で長年培った技術ノウハウ」を融合し、『プレス金型を製作せずに金型加工製品と同等以上の品質精度で加工する、金型レス生産』を確立したメーカーです。
ぜひお問い合わせください。・
お問合せはウエブサイトの問い合わせリンクからお願いいたします。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当: 梶谷 宏伸(カジヤ ヒロノブ)
お客様からの要望により、現行生産品のステンレス筐体のコストダウンを
進めることになりました。
現行品の使用材料オーステナイト系ステンレス鋼(SUS304)t2.0から
二相ステンレス鋼(例:NSSC2120)t1.2に変更するため、試作品を製造し、
評価中です。
二相ステンレス鋼(例:NSSC2120, SUS329J4L)の特徴
1.高強度
・耐食性が同等のオーステナイト系ステンレス鋼(例:SUS304)に対し、
約2倍の強度(耐力)を持つため、薄肉・軽量化が可能。
2.高耐食
・耐孔食性に優れる。
・塩化物対する応力腐食割れ抵抗も、オーステナイト系ステンレス鋼(SUS304等)より遥かに優れている。
3.省資源、価格安定
・耐食性が同等のオーステナイト系ステンレス鋼よりも、Ni、Moの含有量が少なく、原料価格変動に対するコスト影響が小さい。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)
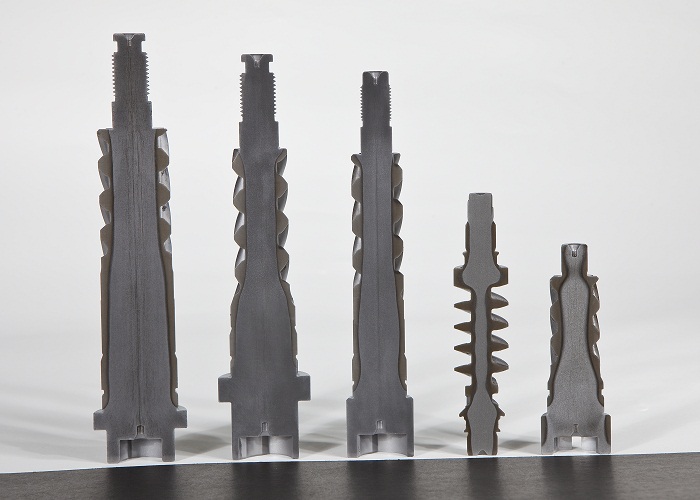
リニアガイドブロック等は用途の多様さから、多品種小ロットであることが多く、
熱処理は、浸炭焼入が一般的です。
しかし、浸炭焼入では「処理時間が長い」「防炭等の後処理」「品質のバラツキ」等の不具合が多く、決して生産性が良いとは言えません。
富士電子工業では多品種小ロットでも柔軟に対応できるIH焼入行います。既にリニアガイドブロックでは多くの実績を上げております。
富士電子工業(株)営業部.
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi

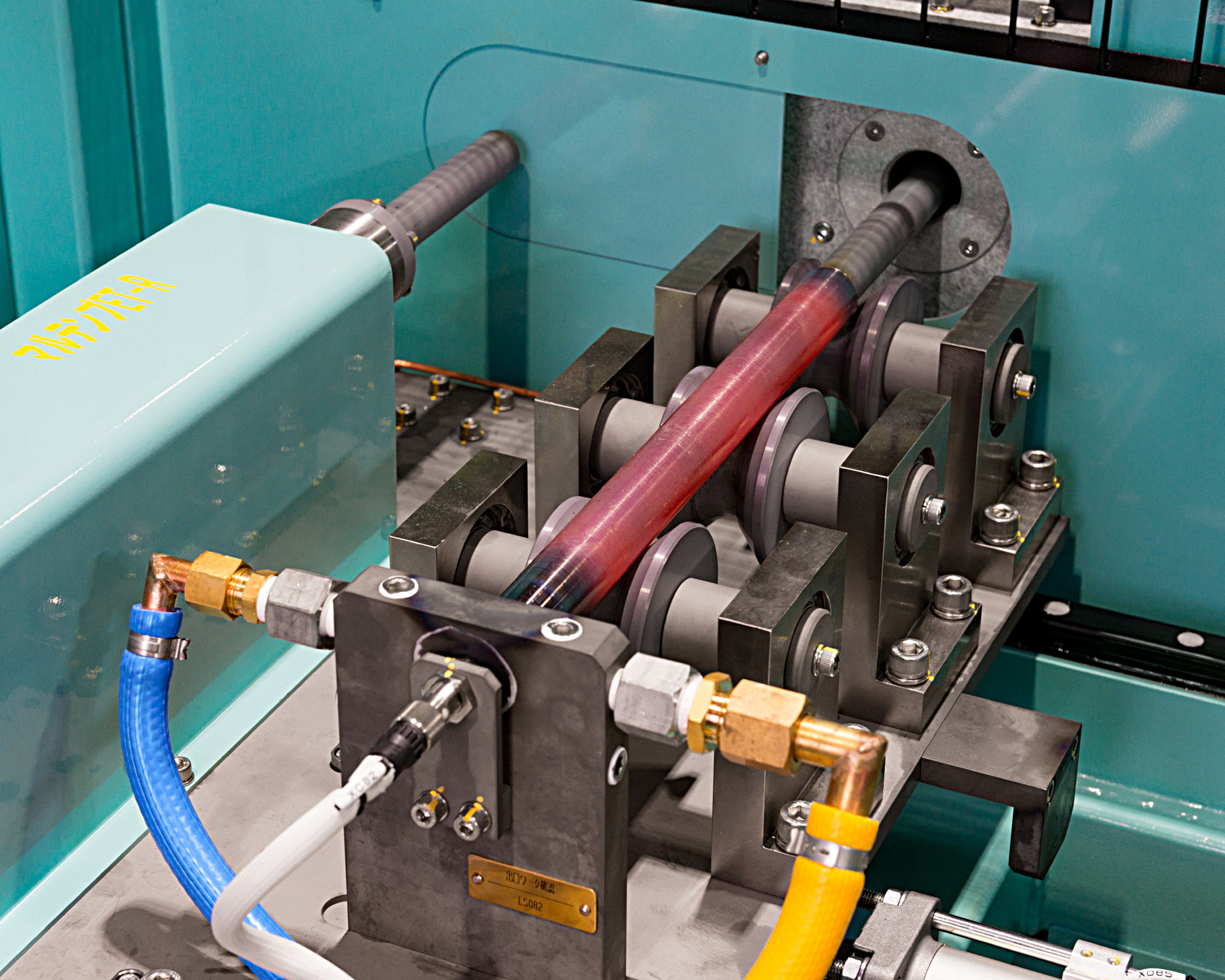
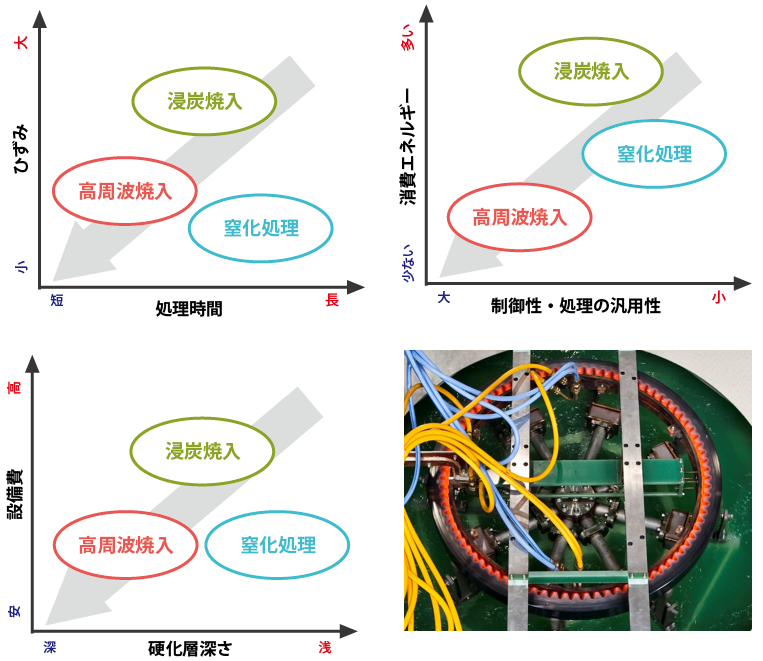
減速機に使われる「ホールドフランジ」の
高周波焼入れ・リヒート設備です。
1台の発振器に対して3台の焼入れ機を接続する構成
となっており、複数種のホールドフランジを
並列に連続して焼入れ・リヒートすることが可能です。
※富士電子工業では、高周波を用いた焼入れ後の
再加熱を「リヒート」として、炉を用いた
焼戻しと区別しております。
同焼入れ機では、写真の開口部正面からロボットで
ワーク搬入出を行います。
各焼入れ機は個別に焼入れ条件を設定、動作させる
ことができ、高い生産性と焼入れ品質を両立させております。
富士電子工業(株)営業部.
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi

こちらは減速機に使われる「ホールドフランジ」高周波焼入れ・
リヒート設備の、焼入れステーションの写真です。
焼入れ機の上部から見下ろす形で撮影しました。
写真中央部の円盤状のものが対象ワークで、
円形の加熱コイルによって、外周部が赤められて
いるのが分かります。
ワークの搬入出はコイルの下方で行われ、
ワークセット後に受け治具が上昇、コイルの
至近距離まで接近して加熱が行われます。
加熱終了後は受け治具が下降し、冷却位置へ。
焼入れ水が外周の冷却ジャケットから空中噴射され、
速やかに、かつ均一にワーク加熱部の冷却を行います。
加熱時間・投入電力から、冷却の時間・水量まで。
最適な設計と、最適な条件設定が、
高い焼入れ品質を保証します。
焼入れに関してお困り事がありましたら
ぜひ一度富士電子工業までお問合せ下さい。
~ホールドフランジ 焼入れ② 高周波 設備 品質 ロボット~
富士電子工業㈱営業部。
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi

富士電子工業では高周波焼鈍し設備の納入実績も多数あります。
高周波焼鈍しのメリット、富士電子工業でのメリットを簡単にご紹介したいと思います。
◆高周波焼鈍しのメリット◆
部分的に焼鈍しが可能なため、全浸炭したワークの一部を焼鈍しするのに、有効です。手作業による防炭処理の工数が大幅に削減でき、ラインに組み込むこともできます。
◆富士電子工業での高周波焼鈍しのメリット◆
高周波焼鈍しは、思った以上にノウハウを要する技術です.
例えば、炭素量の多い浸炭部の高周波焼鈍しの場合、狙い温度が狭いため、間違った加熱条件、コイルを選定すると、熱影響の及んでほしくない箇所まで入ってしまいます。また、焼鈍しする材質によっては、少しでも高い温度になると空冷でも再焼入されてしまうものがあるなど、考慮する点が多々あります。
富士電子工業では、試作・委託加工・装置設備を通じ多くの焼鈍し実績がありますので、安定した高品質な量産をご提供できます。
高周波焼鈍しをご検討されているお客様、是非一度、富士電子工業にお問い合わせください.
↓ ↓ ↓ 関連記事、SNS
・焼鈍し(やきなまし)の種類 ~富士電子工業 IH 高周波~
https://www.nc-net.or.jp/company/88995/product/detail/113175/
・浸炭焼入れした部品を部分的に焼鈍し(やきなまし)するには? -部分焼鈍し-
https://www.nc-net.or.jp/company/88995/product/detail/113757/
・高周波焼入れとは? 電磁誘導を利用した誘導加熱.
https://www.nc-net.or.jp/company/88995/product/detail/123597/
Youtubeチャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
お問い合わせは
富士電子工業(株)営業部まで。
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
富士電子工業 高周波焼入れ
アイドラーやローラーや旋回輪などの建設機械の大型部品は、
従来方式による焼入れでは焼き始めと焼き終わりに未焼入れ部分が残りがちで
変形の原因となっていました。
富士電子の半開放コイルによる一発焼入れなら、短時間で未焼入れ部分のない
均一な硬化層を得ることが可能です。
********************************************
お問い合わせは
富士電子工業(株)営業部まで.
大阪府八尾市老原6ー71
072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
********************************************
富士電子工業では、鍛造前、形成前の高周波誘導加熱装置も提供しております。
「鍛造・形成する箇所のみ加熱がしたい」
「ラインに組み込んで1個ずつ流したい」
というお客様にはお勧めです。
高周波誘導加熱は、局部を短時間で昇温できるメリットがある反面、高周波誘導の原則上、一般的にワーク表面から加熱されるため内部までの均熱、加熱保持に不向きとされる面があります。
しかし、富士電子工業ではそれらの面をカバーし、高周波誘導加熱による均熱を考慮した下記の特長をもっています。
① 均熱をとことん追求したコイル形状
ワークをいかに均熱させるかはコイルにかかっていると言っても過言ではありません。お客様のワーク、加熱仕様に合わせ、コイルの幅、ターン巻、曲線、形状などを吟味し、自社内で設計製作しています。
加熱シミュレーションも利用し、お客様へ熱伝導のご様子をご提示することもできます。
② PID制御
仕様により必要な場合は、PID制御をかけ、所定の温度に上がるまで加熱をON、OFFさせ加熱を保持します。
③ 均熱かをモニタリングする測定機構
加熱部位の温度をモニタリングする測定機構を設けることもできます。お客様の仕様に合わせ、コイルや設備に工夫を凝らし、放射温度計や熱電対など様々な測温方法で対応しています。
これらの特長により、むしろ歪みが少なくなり、「後工程の矯正工数を削減できた」というお客様のお声も頂いております。
必要な箇所のみの加熱のため、長期的に電気代のコストも抑えられます。
試作も承っておりますので、一度検討してみたいというお客様はお気軽にご連絡だくさい。
~~~~~~~~~~~~~~~~~~~~~
試作開発 焼入れ 富士電子工業 浸漬焼入れ 量産.
https://www.nc-net.or.jp/company/88995/product/detail/85043
富士電子工業 ioT 誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/84034
鍛造前加熱(ビレットヒーター) 高周波
https://www.nc-net.or.jp/company/88995/product/detail/134581/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
高周波熱処理なら、富士電子工業にお任せください!
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――

富士電子工業では、高周波焼き戻し(リヒート)装置も製造しています。
「焼戻しを電気炉によるバッチ処理でなく、
高周波でそのまま焼戻し、ライン化できないか…?」
そのようなご要望にお応えし、富士電子工業は数多くの高周波焼入れ・リヒート装置を納入してきました。
(※富士電子工業では、高周波による焼戻しのことを「リヒート」と呼び、炉を用いた焼戻しと区別しています。)
リヒートを検討される際、焼戻しをお客様がどのような目的で実施されるか
まず明確にしておくことが大切です。
■強度・じん性の確保が目的
電気炉を推奨しています。同じ温度で数時間かけて加熱することで、全体の硬度を均一に下げられるためです。
富士電子工業のリヒートでも、商用周波数によるリヒートで特許をとっており、電気炉と大差のない品質を確保しております。ただ、強度・じん性の確保をどこまで求められるかによって、リヒートへの切替は、該当ワークの耐久試験との兼ね合いのなかで試作を通じて進めております。
■置き割れ・研磨割れの防止や耐摩耗の確保が目的
数多くのライン化されたリヒート装置の納入実績がございます。
高周波焼き戻し(リヒート)は、短時間の昇温で均熱させる必要がある為、
加熱温度や加熱時間、昇温スピード、出力、周波数など、考慮すべき項目が沢山あります。
間違ったリヒートは、焼割れにもつながりますので、実績豊富な富士電子におまかせください。
リヒート装置を検討されているお客様、まずはお気軽にご相談ください。
・高周波 焼き戻し 一般熱処理 違い 高周波焼戻し
https://www.nc-net.or.jp/company/88995/product/detail/113567
・熱処理の分類 用途 英語 一覧 焼入れ
https://www.nc-net.or.jp/company/88995/product/detail/97137
・高周波焼入れにおける加熱コイルの重要性について
https://www.nc-net.or.jp/company/88995/product/detail/163589
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
富士電子工業の半開放ラインコイル、一発焼きで問題は解決します。
一般的な丸コイルですと、コイルとワークギャップが一定にならない為、
大きな段差があるワークは、複雑な制御をしても均一な効果層とならなかったり
段付R部への焼き入れ深さが確保できなかったりします。
半開放ラインコイルなら、ワーク外形に沿ったコイルにより
軸方向に電流を流せるので、均一な効果層を実現できます。
段付R部へも深焼き入れが可能となります.
高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
高周波焼入れ 深さ 材質 規格 硬さ ②
https://www.nc-net.or.jp/company/88995/product/detail/115927
富士電子ゆーちゅー部チャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
お問合せは富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
―★―☆。.:*:・゜――――――――――――――――

富士電子工業 高周波焼入れ ローターコア焼き嵌め設備
~~ 富士電子工業 高周波焼入れ ~~
誘導加熱により膨張した金属円筒などに、シャフトなどを挿入.
円筒の冷却による収縮を利用しシャフトを固定します.
インデックスターンテーブル(4st)を採用し、サイクルタイムを削減し、
驚くほどの省スペース(W2450・Ð1600・H2500)
を達成しています。
また、高周波で焼入することで、浸炭焼入に比べ大幅に電気代を削減出来ます。
「富士電子工業」の高周波焼入れ
ローターコア焼き嵌め設備をぜひご検討ください。
■下記、関連するページやSNSのリンクになります。
宜しければ是非ご覧ください。
~~~~~~~~~~~~~~~~~~~~~~
・浸炭焼入れ 高周波焼入れ 違い メリット
https://www.nc-net.or.jp/company/88995/product/detail/178643
・高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
・誘導加熱の様々な用途
https://www.nc-net.or.jp/company/88995/product/detail/83219/
Youtube部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所。
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所。
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――
富士電子工業株式会社のボールねじ焼入れにおいて、
独自の「半開放焼き入れコイル」により、
谷部への焼き入れ深さを十分に確保できます。
素材、形状を問わない均一な焼き入れパターンで
高い精度のひずみ制御を実現します。
直径200ミリ×長さ13メートルのボールねじでも
同品質の実績があります。
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
高周波焼入れの事なら、一度富士電子にお問い合わせください.
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――

富士電子工業では、高周波焼入れ設備を製造しています。
お客様のご要望に合わせたオーダーメイドの焼入れ設備で高品質、高生産
をお約束します。
◆SUSの焼入れ①
マルテンサイト系ステンレスの中で、最も硬くなるSUS440C材は、
刃物、ベアリング、ボールねじ等に使用されます。
高周波焼入れでも多用される鋼種です。
焼入れに必要なオーステナイト化の適正加熱保持温度について、JIS規格
にはありませんが、参考付属書等ではSUS440Cのオーステナイト領域は
1010℃~1070℃となっています。
また高合金鋼であるSUS材の内で、オーステナイト域がないフェライト系と、
焼入れ硬化しないオーステナイト系は耐熱鋼として利用されます。
高温・長時間での使用でも過加熱組織に陥ることがはないため、自動車の
高温浄化排ガス用排気管にもフェライト系SUSが使用されています。
SUSの焼入れ②はこちら
https://www.nc-net.or.jp/company/88995/product/detail/106769/
~~~~~~~~~~~~~~~~~~~~~~~~~~
高周波焼入れ 割れ 焼割れ 研磨割れの原因
https://www.nc-net.or.jp/company/88995/product/detail/89873
硬さ S45C SCM435 鋼材について
https://www.nc-net.or.jp/company/88995/product/detail/93530
高周波周辺設備_発振器 トランジスタインバータ「FOCUS」 電力変換効率(CTR) 95%以上
https://www.nc-net.or.jp/company/88995/product/detail/94678/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
お問合せは富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
―★―☆。.:*:・゜――――――――――――――――
~サブゼロ処理の必要性 ステンレス材(SUS)の高周波焼入れ~
サブゼロ処理とは、鉄鋼への熱処理方法の一つで、焼入れを行った鋼材を液体窒素やドライアイスを使って急速に冷却する処理のことです。
具体的な用途としては、硬さを重要視した鉄鋼品。
例えば、高級刃物や包丁などがあります。
サブゼロ処理の冷却温度は0℃~0℃以下まであり、加熱後に急速冷却することで、焼入れ箇所の硬度を劇的に上げることが出来ます。
~ステンレスの高周波焼入れ~
◆SUSの焼入れ②
焼入れで使用されるSUS440で、HRC60以上の高硬度で使用した
い場合は、高めの温度で焼入れすることで残留オーステナイト量を増やし、
引き続き後工程でサブゼロ処理を行います。
ドイツの有名なゾーリンゲンのSUS製包丁やハサミは「フレオドール処理」
と呼ぶマイルドなサブゼロ処理がされています。※処理温度:-70℃
また後工程でサブゼロ処理をしない場合は、焼入れ温度を低めの温度設定
にした方がそれなりの硬さが確保できます。(Check Point !!)
SUSの焼入れ③はこちら
https://www.nc-net.or.jp/company/88995/product/detail/106808/
・なぜ熱処理が必要なのか? 大阪 富士電子工業.
https://ja.nc-net.or.jp/company/88995/product/detail/124001/
・SUS440C 鋼材 ステンレス鋼焼入れ特性.
https://ja.nc-net.or.jp/company/88995/product/detail/121640/
・焼入れの際に、急冷すると割れるか?
https://ja.nc-net.or.jp/company/88995/product/detail/51375
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――
富士電子工業では、高周波焼入れ設備を製造しています。
お客様のご要望に合わせたオーダーメイドの焼入れ設備で高品質、高生産
をお約束します.
◆SUSの焼入れ③
高周波での高温加熱が厳禁な鋼種・・・
耐熱性が高く拡散が悪いSUS440でも、短時間加熱の高周波焼入れでは
炭素鋼のようにズブ焼入れより100~200℃高めの設定はできません。
適正温度から10℃高めになっただけでも、残留オーステナイトが増加し、
焼入れ硬さの低下を招いてしまいます。
また、表面の酸化、肌荒れが急激に進んでしまいます。
ステンレスの高周波焼入れでは、適正温度範囲を大きく超えることができず、
一部では高周波焼入れでは管理が難しい鋼種と言われたりしています。
別の記事へ
https://www.nc-net.or.jp/company/88995/product/detail/83958
~ステンレスの高周波焼入れ~
クロムモリブデン鋼 SCM435 鋼材 炭素 特性について
https://www.nc-net.or.jp/company/88995/product/detail/121173
高周波焼入れ 焼入れ 熱処理 コストダウン.
https://www.nc-net.or.jp/company/88995/product/detail/83051
★インスタグラムも始めましたー!
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
お問合せは 富士電子工業㈱ 営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
―★―☆。.:*:・゜――――――――――――――――
富士電子工業では、高周波焼入れ設備を製造しています。
お客様のご要望に合わせたオーダーメイドの焼入れ設備で高品質、高生産
をお約束します。
◆SUSの焼入れ④
前熱処理の影響・・・
難加工材のステンレス鋼の場合、機械加工前に焼きならし処理を行います。
焼入れ前の規定が供給素材硬さ「HV284以下」と上限だけの規定の場合、
材料ロットごとのバラツキがあり、同じ条件で高周波焼入れしても、焼入れ
硬さや深さへの影響が大きくでることがあります。
焼入れ前の熱処理管理が重要な事例の一つといえます。
~ステンレスの高周波焼入れ~
高周波 SCM435 SCM440 SCM445 S40C S45C S50C 炭素鋼 合金鋼 焼入れ
https://www.nc-net.or.jp/company/88995/product/detail/123472
高周波焼入れ 富士電子工業
https://www.nc-net.or.jp/company/88995/product/detail/83947
FD-ioT(エフディオット)で装置のスマート運用を IOT設備
https://www.nc-net.or.jp/company/88995/product/detail/178614/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
お問合せは富士電子工業(株) 営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
―★―☆。.:*:・゜――――――――――――――――
富士電子工業では、高周波焼入れ設備を製造しています。
お客様のご要望に合わせたオーダーメイドの焼入れ設備で高品質、高生産
をお約束します。
◆SUSの焼入れ⑤
拡散不足…
構造用合金鋼に比べて炭素量、合金成分が多いSUS440Cについては、
焼入れ時のオーステナイト域での加熱保持により、粒界に凝集した炭化物
を溶体化することで一定の耐食性を持たせています。
しかし、一般的にマルテンサイト組織は錆びやすく、SUS本来の耐食性は
焼入れで減少していると考えられます。
さらに、短時間加熱の高周波焼入れでは、拡散(炭素の溶け込み)が不足
するため耐食性はより低下するものと思われます。
~ステンレスの高周波焼入れ.~
合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材って?
https://www.nc-net.or.jp/company/88995/product/detail/126400
「高周波焼入れ」って何だ?
https://www.nc-net.or.jp/company/88995/product/detail/59519
【設備事例】 焼き入れ インデックス高周波焼入機 ピンヨーク ブッシュ スタッドhttps://www.nc-net.or.jp/company/88995/product/detail/99697/
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
高周波焼入れの事なら、一度富士電子にお問い合わせください.
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
富士電子工業では、高周波焼入れ設備を設計・製造しています.
お客様のご要望に合わせたオーダーメイドの焼入れ設備で高品質、高生産
をお約束します。
◆SUSの焼入れ⑥
中炭素鋼が主体の高周波焼入れでは、拡散不足を補完するため加熱温度
を高く設定します。
一定の温度と加熱時間を超えてしまうとオーバーヒート(過加熱組織)となり
硬度低下をまねく恐れがありますので注意が必要です。
一方で、炭素量が共析(0.8%C)および、共析を超える鋳鉄、ベアリング鋼、
SUS440Cなどの場合は、中炭素鋼に比べて過加熱をかなり抑えていても、
残留オーステナイトが一気に増えて硬度低下をすることがあります。
よりシビアの温度管理が必要となってきます。
~ステンレスの高周波焼入れ~
高周波 SCM435 SCM440 SCM445 S40C S45C S50C 炭素鋼 合金鋼 焼入れ
https://www.nc-net.or.jp/company/88995/product/detail/123472
合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材って?
https://www.nc-net.or.jp/company/88995/product/detail/126400
――――――――――――――――★―☆。.:*:・゜―
お問合せは富士電子工業(株) 営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
―★―☆。.:*:・゜――――――――――――――――

摩擦圧接部の焼き鈍し、全浸炭後の一部焼き鈍しなどのように、部分的な焼き鈍し(焼きなまし)には高周波誘導加熱が有効です。富士電子工業は、お客様に合わせた一品一様の試作~装置までをご提案致します.
◆高周波誘導加熱による焼き鈍し(焼きなまし)のメリット◆
・焼き鈍ししたい範囲のみ短時間で急速に加熱ができるため、生産ラインに組み込めます。それにより、防炭処理の工程削減、バッチ炉処理による段取り工数や加熱時間、電気代の削減に寄与します。
・対象ワークによっては、富士電子工業独自の半開放コイルにて対応し、開放されている側に放射温度計を設置しワークの加熱温度をモニタリングできます。トレーサビリティがとれ、量産ラインに最適です。
◆高周波誘導加熱による焼き鈍し(焼きなまし)の難しさ◆
炉が長時間かけ全体を均熱加熱するのに対し、高周波誘導加熱では短時間で局所部を均熱させる必要があります。そのため、対象ワークの材質、形状や焼き鈍しの目的(後工程の為の硬度降下、機械加工による残留応力の除去など)に適した高周波誘導加熱の狙い温度を見極め、熱影響の及んでほしくない箇所を避ける方法を検討します。材質によっては、少しでも高い温度になると空冷でも再焼入されてしまうものがあるなど、考慮する点が多々あります。
富士電子工業では、試作・委託加工・装置設備を通じ多くの焼き鈍し(焼きなまし)実績がありますので、是非一度、お気軽に富士電子工業へお問い合わせください。
高周波焼入れのIOT(可視化) FD-ioT(エフディオット)
https://www.nc-net.or.jp/company/88995/product/detail/199757/
焼き入れ 高周波 焼ばめ 富士電子
https://www.nc-net.or.jp/company/88995/product/detail/113694
クロムモリブデン鋼 SCM435 鋼材 炭素 特性について.
https://www.nc-net.or.jp/company/88995/product/detail/121173
★インスタグラムも始めましたー!
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――

高周波焼き入れ焼き戻しと一般熱処理の焼き入れ焼き戻しの違いを簡単に説明します。
【一般熱処理の焼き入れ焼き戻し】
炉内でワーク全体を焼き入れ焼き戻しします。
【高周波焼き入れ焼き戻し】
空気中でコイルを使い、ワーク表面のみを焼入れします。焼き戻しは下記2通りあります。
①テンパー炉でワーク全体を焼き戻しする方法.
※富士電子工業の加工工場には大型部品にも対応できるよう、最大長さ7m、幅1.5mの大型テンパー炉(写真)を備えております。
②焼入れ同様、空気中でコイルを使い、ワーク表面のみ焼き戻しする方法
※富士電子工業ではこれを「リヒート」と呼んでいます。
高周波焼き戻しに関するテンパー炉とコイルでの焼き戻しの使い分けについては、下記の記事も併せてご参照ください。
https://www.nc-net.or.jp/company/88995/product/detail/96068/
また、焼き戻し温度も異なります。
【一般熱処理の焼き戻し温度】
材質や目的により低温焼き戻し(150~200℃)と高温焼き戻しに大きく分けられます。
高温焼き戻しは、求める組織(400℃:トルースタイト/600℃:ソルバイト)により分かれます。ソルバイト組織にすることを一般的に調質と呼んでいます。
【高周波の焼き戻し温度】
テンパー炉での焼き戻しは通常160~200℃で行い、コイルでの高周波焼き戻しは250℃前後で行います。
何より高周波焼き入れ焼き戻しが一般熱処理のそれと大きく異なる点は、
ワークの中身が母材硬度のままという点です。
ワークの使われ方、求める品質によって、表面のみを硬化する高周波焼き入れ焼き戻しは有効です。
富士電子工業では高周波焼き戻しの委託加工、装置販売も行っておりますので、是非一度ご検討の際はご連絡ください。
~高周波 焼き戻し 高周波焼戻し 一般熱処理 違い~
熱処理の分類 用途 英語 一覧 焼入れ.
https://www.nc-net.or.jp/company/88995/product/detail/97137
「高周波焼入れ」って何だ?
https://www.nc-net.or.jp/company/88995/product/detail/59519
ゆーちゅー部チャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★.―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―.☆。.:*:・゜――――――――――――――――

高周波焼入れを含めた熱処理は切断しないと品質が可視化できない特殊工程です。そのため高周波焼入れを外注で検討される際確認すべき確認項目は、品質の再現性に妥当性のある設備で対応しているか、もしくはスキルの備わった作業者がいるかということが重要となります。
熟練工の経験のみを頼りに焼入れをしている、熟練工しか扱えない設備で焼入れしている、というのでは工程監査は通りません。
弊社の作業者は熱処理技能検定特級を半数、1級を半数所有しており、定期的に熱処理の勉強会を行っております。
同時に、富士電子工業は、装置メーカーでもあり、日々、安定した品質を量産する装置を自社で設計、製作、販売している会社です。
受託加工の設備ももちろん自社で製作していますので、工程監査を安心して受けて頂ける設備で対応しています。数万~数十万個といった量の多いお引き合いでも、臨機応変に対応しております。
また、試作・委託加工から始めて、量が増えた場合、内製化の装置へ切り替えられても工程変更がスムーズに行えるという特長があります。さらに、内製化後に賄えない量は弊社で応援生産ができるという利点もあります。
これまで自動車業界をはじめ、建機業界、農機業界など様々なお客様が工程監査にこられ、お取引させて頂いている実績がございます。様々なエンドユーザー様の認定工場でもあります。
高周波焼入れの外注をお探しでしたら、富士電子工業まで一度お気軽にお問い合わせください。
~高周波焼入れ 外注 工程監査 委託加工.~
高周波焼入れ 硬さ 深さ 規格 材質. ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
高周波焼入れ 深さ 材質 規格 硬さ. ②
https://www.nc-net.or.jp/company/88995/product/detail/115927
*・・*・・*・・**・・*・・*・・*
富士電子工業(株)営業部
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
*・・*・・*・・**・・*・・*・・*

スプロケットやギヤの高周波焼入れで、困っておられるトラブルの一つに「歪み」があります。近年、部品の小型化の流れの中で、スプロケットやギヤも含め、より小さく薄くなっています。
部品の小型化、薄型化は、焼入れにとっては歪みやすくなる傾向にあります。そのため、焼入れ方案にノウハウを活かした一工夫を凝らしてあげる必要があります。
「歪み」は、材料や機械加工の残留応力などトータルで考える必要があり、根本原因によっては前工程の見直しにご協力いただくこともあります。
しかし、富士電子工業では、低歪みになるような焼入れ方案をご提案させて頂き、過去に困っておられた「歪み」を解消した事例がございます。
詳細な焼入れ方案は、残念ながらノウハウ上、ここではお伝えできませんが、いかに均一に加熱し、いかに均一に冷却するかがポイントです。このポイントのために、コイル形状や冷却方案などを対象ワークごとに検討しております。
もし現在、「歪み」でお困りのお客様がおられましたら、一度お気軽にお問い合わせください。
~高周波焼入れ スプロケット 歪み ギヤ~
高周波焼入れ 割れ 焼割れ 研磨割れの原因
https://www.nc-net.or.jp/company/88995/product/detail/89873
試作開発 焼入れ 富士電子工業 浸漬焼入れ 量産
https://www.nc-net.or.jp/company/88995/product/detail/85043
★インスタグラムも始めましたー!
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
○---------------------------------------------○---------------------------------------------○
お問い合わせは
富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
○----------------------------------------------○---------------------------------------------○
~SUS440C 鋼材 ステンレス鋼の焼入れ特性 ~
SUS440C はJISにおいてマルテンサイト系ステンレス鋼に分類される鋼材で、適切な焼入れ処理を行うことでステンレス鋼の中でも最高の硬さを発現できる鋼種です。
刃物、ベアリング、ボールねじ等、主に硬さと耐食性が求められる部品に使用され、高周波焼入れの現場でもよく見かける材料です。
焼入れ処理した SUS440C は、オーステナイト系ステンレス鋼、フェライト系ステンレス鋼、析出硬化系ステンレスに対して、硬さで優り、耐食性で劣ります。
通常焼入れ後で HRC58 程度の硬さとなりますが、続けてサブゼロ処理を行うことで残留オーステナイトのマルテンサイト変態を促し、HRC60 以上とすることができます。
C量 1% 程度と過共析であるため、過加熱(オーバーヒート)時には残留オーストナイトが多くなり、焼入れ後硬さが低下します。
高周波焼入れ時の注意点としては、加熱不足と過加熱を避け、最高硬さとなる適切な焼入れ条件を探るとともに、確定した焼入れ条件を正確に再現できる環境を整えることが重要となります。
<成分>
C … 0.95~1.20 %
Si … 0~1.00 %
Mn … 0~1.00 %
P … 0~0.040 %
S … 0~0.030 %
Ni … 0~0.60 %
Cr … 16.00~18.00 %
Mo … 0~0.75 %
<機械的性質>
(焼鈍し時)
引張強度 … 540 N/mm2 以上
耐力 … 225 N/mm2 以上
伸び … 18 % 以上
硬さ … 235 HB 以下
(焼入れ-焼戻し処理後)
硬さ … 58 HRC 以上
※焼入れ:1010-1070℃油冷、焼戻し:100-180℃空冷
富士電子工業では、受託加工での高周波焼入れ処理の他、高周波焼入れ設備の設計、製造も行っております。
開発段階の試作から量産加工、社内設備化まで。
富士電子工業は、設備メーカーだからこそできる熱処理ソリューションで、あなたの悩みを解決致します。
焼入れ ステンレス ボールネジ SUS440C .
https://www.nc-net.com/mypage/product/edit/id/106739/
SUSの焼入れ②はこちら.
https://www.nc-net.or.jp/company/88995/product/detail/106769/
合金鋼 SCr材、SCM材、SNCM材、SMnC材、SMn材、H鋼材.
https://www.nc-net.or.jp/company/88995/product/detail/126400
高周波焼入れ 割れ 焼割れ 研磨割れの原因.
https://www.nc-net.or.jp/company/88995/product/detail/89873
富士電子ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
高周波焼入れ法は、他の表面硬化熱処理に比べて疲労強度向上効果が高い熱処理と言われています。主な理由は、疲労破壊の起点となる最表面の脆化層もなく、マルテンサイト膨張による大きな圧縮残留応力が、見かけ上、最表面の引張強さに加算されるためと考えます。
実際に、疲労強度が高い高周波焼入品の最表面の圧縮残留応力は、1000MPaにも達し、焼入れ硬さから推定される約2000MPa(55HRC)の引張強さを加算すれば、総強度は実に3000MPaにもなります。
また、高周波焼入れにおいて、表面に高い圧縮応力を残留させるには、適度な炭素量による高い硬さと、焼入れ深さが密接に関与していることも解明されています.
しかし、高周波焼入れでも、焼入方案、条件次第では、逆に最表面に引張りの残留応力が生じ、ひどい場合には材料強度を上回り割れが発生する場合もあるため、注意が必要です。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~
・高周波焼入れとは? 電磁誘導を利用した誘導加熱.
https://www.nc-net.or.jp/company/88995/product/detail/123597/
・高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
・誘導加熱の様々な用途.
https://www.nc-net.or.jp/company/88995/product/detail/83219/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1-12-14
03-5472-1361
―★―☆。.:*:・゜――――――――――――――――
~浸炭焼入れ 高周波焼入れ 違い メリット~
高周波焼入れと浸炭焼入れはどちらも表面熱処理に分類されますが、主な違いは、3つあります。
① 浸炭焼入れが炉内でまとまった量を処理するのに対し、高周波焼入れは炉外でコイルを利用した単体流しである点です。
② 必要箇所に焼入れを施すアプローチです。
浸炭焼入れは、主に低炭素である肌焼鋼を用い、炉内で数時間かけてワーク表面に炭素を浸透させた後、焼入れします.必要箇所のみに焼入れを施す場合は、炉に入れる前に防炭処理が必要です。一方で、高周波焼入れは、コイル形状次第で、必要箇所のみに焼入れを行えます。
③ 焼入れ深さを確保するアプローチです。
焼入れ深さにおいて、浸炭焼入れは炉内への投入時間で調整します。深い焼入れの場合は、長時間かけて炭素を深くまで浸透させて対処します。一方で、高周波焼入れは、コイルに流す出力と加熱時間で調整します。加熱時間は秒単位の調整のため、大幅な生産性改善につながることがあります。
上記の違いにより、ワークによっては、浸炭焼入れから高周波焼入れ化することで、
品質や生産性の向上につながります。
是非、高周波焼入れ化をご検討の際には、富士電子工業にご連絡ください。
2024年_省エネ補助金のお知らせ 脱炭素・カーボンニュートラル支援補助金
https://www.nc-net.or.jp/company/88995/product/detail/212325/
・浸炭焼入れ メリット 高周波化
https://www.nc-net.or.jp/company/88995/product/detail/95281/
・高周波焼入れ 硬さ 深さ 規格 材質 ①
https://www.nc-net.or.jp/company/88995/product/detail/115925
・高周波誘導加熱の用途・原理・メリット
https://www.nc-net.or.jp/company/88995/product/detail/83688
・富士電子工業の高周波誘導加熱装置 脱炭素を実現する高周波熱処理.
https://www.nc-net.or.jp/company/88995/product/detail/116961/
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――
電源の定格周波数と電流浸透深さは異なるものですが、電流浸透深さは、定格周波数を選定するうえで大事な要素のひとつです。
まず、電流浸透深さは、ワークの材質やその温度によって変わります。例えば、冷間の鋼材に100kHzの電流を流した時の電流浸透深さは0.29㎜であるのに対し、600℃の鋼材は0.58㎜となり2倍の差が出ます.
また、電流浸透深さは、いかに周波数が打ち消されない範囲で加熱させるかを表す結合係数にも関わっています。
このように、電流浸透深さは、適正な周波数を選定するのに欠かせない要素です。ただし、適正な周波数の選定は、ワーク形状、コイル形状、焼入方式などによっても変わってきますので、トータルで選定していく必要があります。
~電流浸透深さ 周波数 選定~
「高周波焼入れ」って何だ?
https://www.nc-net.or.jp/company/88995/product/detail/59519
高周波焼入れ 割れ 焼割れ 研磨割れの原因
https://www.nc-net.or.jp/company/88995/product/detail/898
*・・*・・*・・*・・*・・*・・*・・*・・*
お問合せは富士電子工業(株)営業部まで.
大阪府八尾市老原6-71
072-991-1361
・東京営業所.
東京都港区浜松町1-12-14
03-5472-1361
富士電子ゆーちゅー部チャンネル.
https://www.youtube.com/c/fujidenshi
*・・*・・*・・*・・*・・*・・*・・*・・*

富士電子工業(大阪)は、高周波焼入装置メーカーですが、社内でのワーク受託検査も請け負っています。
例えば、これから加工しようという時に、事前に材料分析や組織検査をしたいときはありませんか?
加工後でも、例えば残留応力を計測したり、残留オーステナイトを確かめたい!
富士電子工業㈱では、これら全ての検査を請け負っています。
ハプステック製(日)や、べレック社(独)の最新型検査を取り揃え、様々なワークの検査を可能にしております。
■検査可能項目
✔ 材料分析
✔ X線残留応力測定
✔ 残留オーステナイト測定
✔ 組織観察
✔ 結晶粒度測定 etc・・
・お客さんから預かったワークの材料を調べておきたい!
・量産加工に備えて、残留応力を確認しておきたい!
・上手く焼入れが出来ない原因を調べたい!
など、お困りの際は是非富士電子工業にご連絡下さい!
富士電子工業では、すべての項目を満たした自社製の高周波焼入れ、高周波誘導加熱装置を提供しております。詳細は、是非HPをご覧ください。
ゆーちゅー部チャンネル 👉 https://www.youtube.com/c/fujidenshi
~~~~~~~~~~~~~~~~~~~~~~~~
・焼入れ測定装置と検査方法について 硬度・深さ
https://ja.nc-net.or.jp/company/88995/product/detail/110533/
・焼き不足 S45C 高周波焼入れ 調質 組織検査
https://ja.nc-net.or.jp/company/88995/product/detail/156676/
・シミュレーション解析サービス 高周波誘導加熱の事前試作 焼入検査 パターン解析
https://ja.nc-net.or.jp/company/88995/product/detail/83411/
~~~~~~~~~~~~~~~~~~~~~~~~
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
インスタグラム 👉 https://www.instagram.com/fujidenshi/
―★―☆。.:*:・゜――――――――――――――――
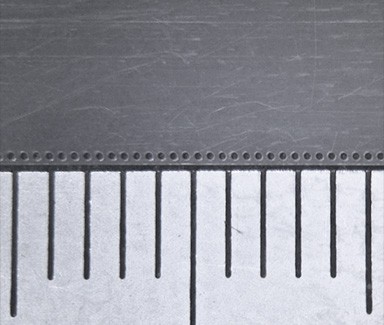
写真は、自動機器業界向けの微細穴プレス部品です。
積層フィルムt=0.03の材料端面から0.10の位置に穴径φ0.05を順送プレス加工しています。
材質:積層フィルム
プレス金型、エンジニアリングプラスチック金型の設計・製作をベースに、
同一工場内で端子のプレス加工からインサート成形までを一貫対応します。
IATF16949認証済みで、自動車部品以外の全製品に同様の品質管理を適用します。
情報機器業界向け部品の量産安定成形は弊社にお任せください。
~ 技術はきれい ~ 信州吉野電機 株式会社



