Language: 日本語 | English
Language: 日本語 | English

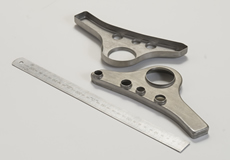
写真は純チタン一種Φ6.3×40の深絞り加工です。
また、ベータ型チタン合金でも同形状の加工実績があります。

当社のCNC三次元フリーフォームパイプベンダーを使用すれば、STP、STKM、SUS、アルミ、銅、真鍮等冷間塑性加工に向いた金属系パイプを曲げることができます。
■ 特徴
・溶接レス
・連続複合R加工が可能で間にストレートがいりません
・外径に合わせた金型を製作すればOK
・機械に干渉しなければ360°以上曲げれます
材質、数量、IGES(中心線)をいただければ検討可能です!
【お問い合わせ先】
日進精機 ㈱ 東京本社工場
〒146-0095 東京都大田区多摩川2-29-21
TEL:03-3758-1901
E-mail:gn_info@nissin-precision.com
------------------------------------------------------------------------------
【関連記事】
◎パイプベンダーについて
・事業紹介
▸ https://ja.nc-net.or.jp/company/1285/product/detail/779/
・簡易版
▸ ココ
◎パイプ曲げ加工例
・ベンチ(オブジェ)
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269323/
・ストリートオブジェ
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269322/
・パーテーション
https://ja.nc-net.or.jp/company/1285/product/detail/269321/
・階段の標識
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269358/
◎特許技術『WaveーTruss』について
▸ https://ja.nc-net.or.jp/company/1285/product/detail/269315/
担当:F.N
航空機ジェットエンジンの周辺部品。ステンレスの絞り成形であるが非常に高精度の寸法が要求されている。熱による膨張・収縮サイクルの影響によるクラックを防止するために軽微な疵も丁寧に仕上げを実施し、高い品質保証度を確保している。

SUS深絞りとTIG溶接および板金(歪取、仕上げ)の高度な技術の融合により
実現した製品。外観品質の高い要求に長年対応した技術の蓄積あり。

航空機用飲料水タンク
ステンレス材のプレス加工、曲げ加工、溶接加工、表面磨き加工および部品組付けまでを一貫生産で対応

オークマ製五面加工機MCR-A5CⅡを用いた金属プレス金型の製作
鋳物型の加工も可能

トラック、特殊車両、建設機械、自動車等の吸気系、ヒーター用ALパイプを中心に製造しています。パイプ曲げ加工では使用する設備、治工具、加工方法が細かく仕分けがされております。お客様の図面形状/使用用途などを加味した上で最適な方法をご提案させて頂きます。
これはアルミ加工品の一例です

今まで見えてなかったところが見えてくる!!一度使って、視てください。
無料貸出実施中です。
関プレスでは、工業用ビデオスコープを国内最安値で販売しております。
ローコスト・ハイパフォーマンスで
用途に合わせて多彩なオプションローブを付け替えることができます。
また、各プローブは、IP67・68の防水機構。油・ガソリン・軽油もにもつけられます。
内蔵充電式バッテリで連続4時間使用可能、
写真・ビデオ撮りも可能です!
・・・・・☞ 弊社HPでカタログがダウンロードできます。

シール面にO(オー)リング、ゴムの挿入組込みをします
オリジナル(特殊治具)を製作し、組み込むため、キズやクラックは発生致しません。
シール部品は、サンテクス
シール部品の設計、製作もお手伝い致します
会社名:株式会社サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681
富士電子工業は、1960年の創業以来、高周波誘導加熱装置の開発・製造及び
同装置による受託加工を多く手掛けています。
【高周波焼入れとは?】
誘導加熱と冷却により必要な硬化層深さを確保し、品物(ワーク)の
耐摩耗性や疲労強度などを向上させます。
【加熱原理】
電源装置からの電気を銅コイルに流すことで、対象物である金属に誘導電流
が流れ『電力=電流²×抵抗』分のジュール熱が発生して金属が加熱されるという
原理を利用しています。
【冷却】
一般的に焼入水と呼ばれる特殊な水を噴射もしくは浸漬によってワークを
冷やして適切な硬さに仕上げます。
また、冷却の工程では冷却時間、冷却速度を適切に行わないと、焼割れを
起こす1つの要因となりますので、大変重要な工程です。
【高周波焼入れのメリット】
・省エネルギーのため電気代とCO²排出の、2つの削減で会社と環境に
寄与することができます。
・自動化やインライン化をすることができます。
・必要な箇所だけに焼入をすることができます。
・短時間加熱・局部加熱の為、焼入による歪みが少ない。(一発焼入)
※サンプル焼入画像※ ≪ステアリング用ピニオンシャフト≫
設備内には3つのステーション工程がある機構となっており
軸部のみの焼入画像となっております。
1ST:軸部焼入→サンプル画像
2ST:歯面焼入
3ST:全体誘導加熱焼戻し
名古屋営業所では、高周波誘導加熱に関する装置導入の検討や
委託加工ご依頼の、お問い合わせなどをお受けしております。
営業所内にあるカットサンプルを見ながらご説明できますので、
是非一度お越しください。
おいしいコーヒーあります。
お問い合わせは
富士電子工業(株) 営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
FAX:072-991-1309
youtube:https://www.youtube.com/c/fujidenshi
愛知県名古屋市中区金山1丁目9-17.
金山スズキビル7F
TEL:052-322-1361
FAX:052-322-1362
実は医療機器、航空機部品にも加熱や焼入れなど高周波誘導加熱の
技術はたくさん採用されています。
技術展に出展させて頂いた際にも
「えっ、そんなとこにも!?」と驚きの声をたくさん頂いたので
少し紹介させて頂きます。
【高周波誘導加熱の使用例】
・高周波焼入れ
シャフトはもちろん、ギヤやベアリング
工作機械のベッド、ボールねじなど
小型部品から大型部品まで必要な箇所のみを
加熱できる高周波誘導加熱はぴったし!!
・成形前加熱
実は鍛造や曲げ加工、絞り加工など
様々な成形加工の前加熱として
高周波誘導加熱は採用されています。
他にも焼嵌め、焼鈍し、溶着、焼付け、ロー付けなどなど
様々な用途で使われています.
興味を持たれた方はぜひとも
お問い合わせください‼
「高周波焼入れ」って何だ?
https://www.nc-net.or.jp/company/88995/product/detail/59519
富士電子工業 ioT 誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/84034
★インスタグラムも始めましたー!
Youtubeチャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
☆~☆~☆~☆~☆~☆~☆~☆~☆~☆~☆~☆
お問い合わせは
富士電子工業(株) 営業部まで.
大阪府八尾市老原6-71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
☆~☆~☆~☆~☆~☆~☆~☆~☆~☆~☆~☆
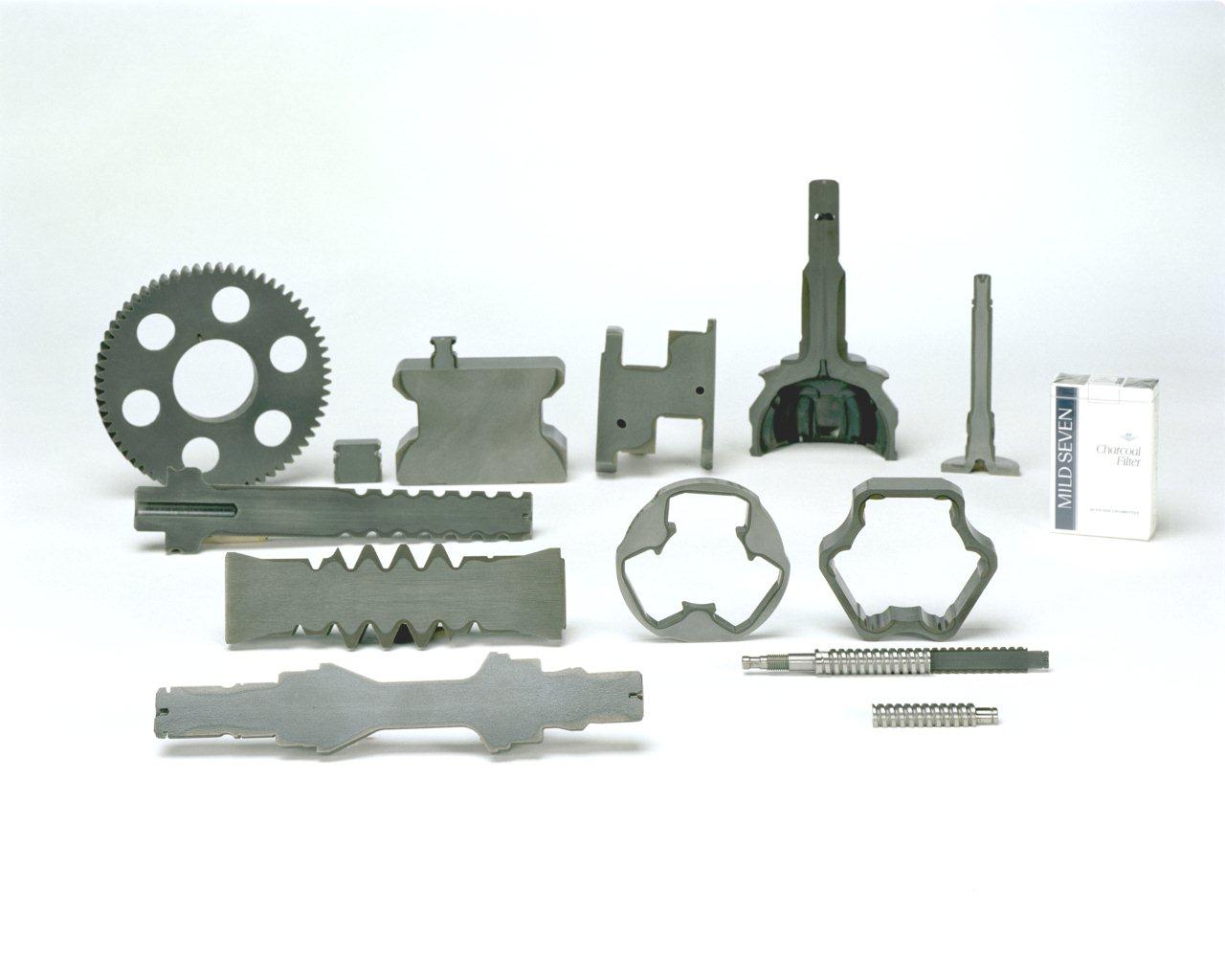
富士電子工業では、自動車、建設機械、工作機械、農業機械、産業機械、
ロボット、鉄道、船舶、医療等幅広い業界で弊社の高周波誘導加熱が利用されています.
主な実績ワーク
・クランクシャフト ・カムシャフト ・コンロッド ・リングギヤ
・スプロケット ・インプットシャフト ・ハブクラッチ
・サイドギヤシャフト ・デフケース ・ステータシャフト
・ステアリングギアボックス ・ピニオンギヤ ・ラック
・ドライブシャフト ・等速ジョイント ・テンションロッド
・スリーブヨーク ・プランジャ ・ボールネジ ・スピンドル
・アイドラ ・ダイヤフラムスプリング ・レール
・チェーンブロック その他多数
富士電子工業(株)営業部
大阪府八尾市老原6ー71
TEL:072-991-1361
FAX:072-991-1309
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
愛知県名古屋市中区金山1丁目9-17.
金山スズキビル7F
TEL:052-322-1361
FAX:052-322-1362
~自動焼嵌め装置 高周波加熱 富士電子工業 大阪 東京 名古屋 ~
富士電子工業では、高周波誘導加熱技術を活用した焼嵌め装置も製造しております。
常温ではシャフトより径の小さいワークを加熱し、熱膨張させたところにシャフトを挿入します。ワークの温度が下がると穴の径は再び収縮し、2つのワークが結合します。
嵌め合わせたモノ同士が相互にしっかりと固定されるため、
分解することが出来ない永久的組立となります。
富士電子工業では、この焼嵌め作業を自動化した装置を製造しており、ワーク搬送から、焼いたワークにシャフトを挿入、嵌めたワーク冷却、ワーク搬出を全て自動で行えるので、加工時間の短縮、省人化に貢献します。
通常はガスバーナーや炉で数時間加熱しますが、高周波誘導加熱を利用することで、短時間加熱、電気代の掛からない加工を実現します。
焼嵌めのことなら、富士電子工業にお問い合わせ下さい。
焼き嵌め事例 モータシャフト 高周波誘導加熱 富士電子工業
・https://www.nc-net.or.jp/company/88995/product/detail/113165
高周波誘導加熱の用途・原理・メリット
https://www.nc-net.or.jp/company/88995/product/detail/83688
・高周波焼入れとは? 電磁誘導を利用した誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/123597
富士電子YOTUBEチャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――

焼鈍し(やきなまし)とは? 鋼を柔らかくする熱処理方法 富士電子工業 大阪
焼鈍し(やきなまし)とは、金属加工に用いられる加工方法の一つで、簡単に言うと一度加熱した金属材料又はワークを、その後ゆっくりと冷却していく事を言います。
焼鈍(しょうどん)とも言います。
⇒ 因みに、英語では“Annealing” 、中国語で“退化”と言います。
★焼鈍し(やきなまし)の目的は大きく2つあり、
①組織を均一化(応力除去)させる。
溶接等などと同様に、金属を加熱すると、内部に応力 (原型を留めておくのが難しく、元に戻ろうとする力) が発生します。
これが残ったままだと、加工した後に割れや歪が出る可能性があり、これを除去する為に焼鈍しを行います。
②硬化した金属の硬度を下げる。
炭素を含んだ金属 (例:S45C) は加熱すると硬くなりますが、あまりにも硬すぎるとその分割れやすくもなり、その後も加工がしにくいなどの場合があります。
そんな時焼鈍しを行うと、適度に硬く加工もしやすい状態にすることが出来ます。
この焼鈍しですが、一般的には炉加熱で行われ、
品物全体を投入してやれば、温度保持もしやすく簡単です。
富士電子工業では、この焼鈍しを高周波誘導加熱で行っております。
高周波誘導加熱による焼きなましのメリットとして、「必要な部位のみを短時間焼鈍しできる」ことが挙げられます。
例えば、全体硬化した浸炭品のネジ部分のみ焼鈍する高周波誘導加熱であれば、
選択した部位のみ昇温することができます。
あらかじめネジ部に防炭材を塗布する手もありますが、時間も人出も掛かります。
高周波であれば、加工時間を短縮し、必要な電力も減らすことが出来ます。
焼鈍しを検討されるなら、富士電子工業にお問い合わせ下さい。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
・高周波焼入れとは? 電磁誘導を利用した誘導加熱
https://www.nc-net.or.jp/company/88995/product/detail/123597/
・完全焼鈍し 焼鈍し 鋼を柔らかく
https://www.nc-net.or.jp/company/88995/product/detail/121332/
・浸炭焼入れした部品を部分的に焼鈍し(やきなまし)するには? -部分焼鈍し-
https://www.nc-net.or.jp/company/88995/product/detail/113757
Youtubeチャンネル. 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX:03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL: 052-322-1361 FAX:052-322-1362
―★―☆。.:*:・゜――――――――――――――――
~高周波焼入れ 硬さ 深さ 材質 規格①~
図面に記載されている高周波焼入れの規格(表面硬さ・深さ)に関し、それが適正かお困りではないでしょうか?規格を満たせずお困りではないでしょうか?
今回は、高周波焼入れの表面硬さ・硬度についてご紹介したいと思います。
高周波焼入れは急速加熱・急速冷却により表面部のみマルテンサイト変態をさせ高い残留圧縮応力を付与するため、同じ炭素量であっても全体を加熱する炉加熱より約5ポイント程、高い表面硬さが得られます.
通常、代表鋼材の高周波焼入れの表面硬さは下記の通りです。
S35CはHRC49~56(炭素量0.32~0.38%)
S45CはHRC54~60(炭素量0.42~0.48%)
S55CはHRC60~63(炭素量0.52~0.58%)
SCM435はHRC50~56(炭素量0.33~0.38%)
SCM445はHRC55~60(炭素量0.43~0.48%)
<通常の表面硬さを得られない要因>
① 材料・前工程の処理に起因する不均一な組織.
高周波焼入れは、急速短時間加熱でセメンタイトを拡散させオーステナイト化させる必要があるため、高周波焼入れ前のワークの組織状態は表面硬さに影響を及ぼします。
一般的にオーステナイト化には調質材やフェライト面積率が少ないものが容易である一方、球状化セメンタイトなどはオーステナイト化を妨げます。そのため、前工程に伴う強い偏析やフェライトバンドがある場合、通常の表面硬さを得られないことがあります。
富士電子工業では、材料分析装置やデジタルマイクロスコープ、残留応力測定装置も保有していますので、組織に起因するかの見解も行っております。
② 焼入の仕方
主に加熱不足でしっかりオーステナイト化できていない、もしくは冷却不足などでしっかりマルテンサイト化されていない場合に起こります。こちらは、コイル形状による均熱加熱、冷却方法といったノウハウも関ってきます。
一方で、通常より低い表面硬度が求められている場合、焼き戻し温度で調整できるものは調整しております。極端に低い表面硬度が求められている場合は、その背景をエンドユーザー様にヒアリングを行いながら根本的な解決ができるよう対応させて頂いております。
~~~~~~~~~~~~~~~~
・高周波焼入れ 硬さ 深さ 材質 規格②
https://www.nc-net.or.jp/company/88995/product/detail/115927/
・誘導加熱の様々な用途
https://ja.nc-net.or.jp/company/88995/product/detail/83219
・焼き戻し温度と硬さの関係 高周波焼入れ.
https://www.nc-net.or.jp/company/88995/product/detail/92305
・2024年_省エネ補助金のお知らせ 脱炭素・カーボンニュートラル支援補助金.
https://www.nc-net.or.jp/company/88995/product/detail/212325/
・FD-ioT(エフディオット)で装置のスマート運用を IOT設備.
https://www.nc-net.or.jp/company/88995/product/detail/178614/
~~~~~~~~~~~~~~~~
Youtube部チャンネル 👉 https://www.youtube.com/c/fujidenshi
インスタグラム. 👉 https://www.instagram.com/fujidenshi/
高周波焼入れでお困りのお客様は、是非富士電子にお問い合わせください。
――――――――――――――――★―☆。.:*:・゜―
富士電子工業㈱ 本社営業部.
大阪府八尾市老原6-71
TEL:072-991-1361 FAX:072-991-1309
HP : https://www.fujidenshi.co.jp/
・東京営業所.
東京都港区浜松町1丁目12-14 昭和アステック5号館1F、3F
TEL: 03-5472-1361 FAX : 03-5472-1362
・名古屋営業所.
愛知県名古屋市中区金山1-9-17 金山スズキビル7F
TEL : 052-322-1361 FAX : 052-322-1362
―★―☆。.:*:・゜――――――――――――――――.

熱可塑性樹脂を使ったコンポジットの試作・量産を目指して開発をしています。熱可塑性樹脂含侵の炭素繊維(CFRTP)でしたら、PEEK樹脂まで対応しております。ヒート&クールでホットプレスと予備加熱ヒーターでコールドプレス、両方の成形が可能です。金型サイズは最大1200x1500㎜まで、製品サイズは800x600㎜(目安)まで対応しております。試作対応・量産対応も可能です。設備は東京都板橋区にあり見学可能です。



