Language: 日本語 | English
Language: 日本語 | English

建機部品(バケット)。板金・ショットブラスト・塗装。
厚板レーザーカットから溶接(t3.2~20mm)+溶接構造部品(カチオン電着塗装+粉体塗装)

建機キャブ(運転席)。設計から板金・塗装・組立まで一貫生産。

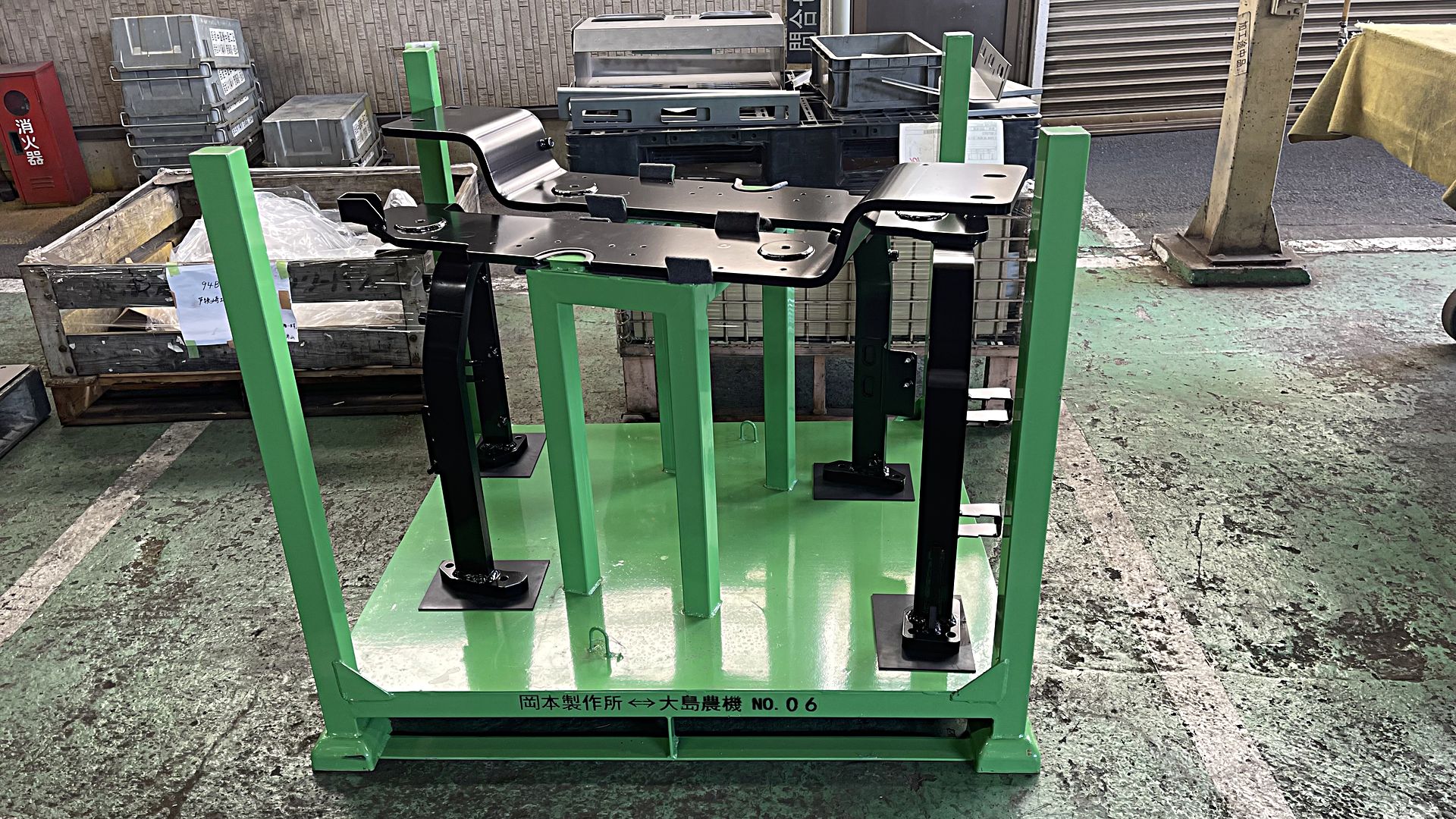
ラジエーターガード(ファン)ASSY。板金・塗装・組立まで一貫生産

この薄肉の真鍮パイプ友ロー付けは職人技として高齢化が進んでおりますが
当社では、若い人材が育成され継続的に生産可能です。
アルミへのロー付け、電気溶接、ガス溶接といった技術も入社時に
必須技術として教育訓練を行っています。
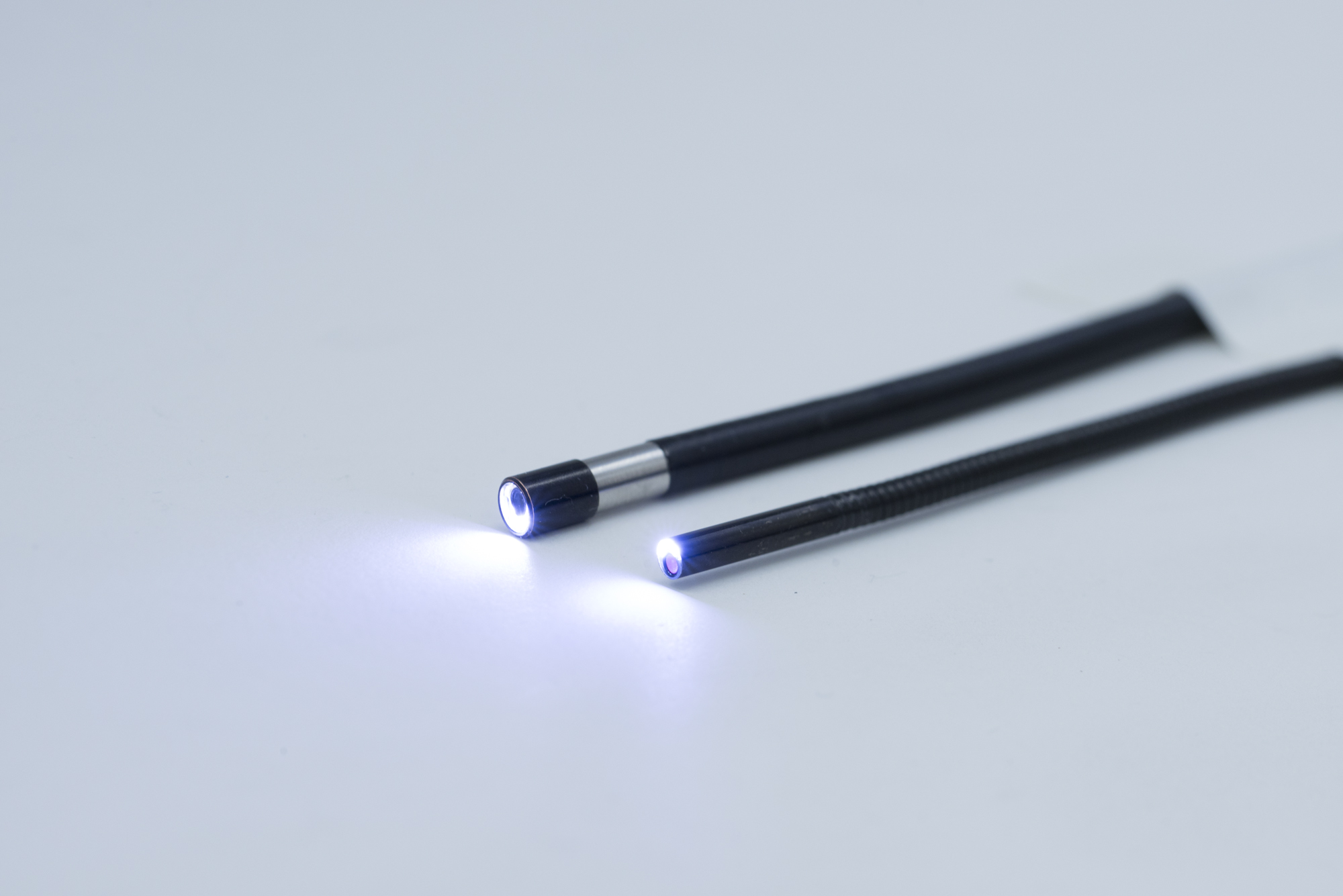
標準の5.5mmに対し、3.9mmと極細タイプのプローブです。
狭い隙間からプローブを入れ、外形を壊す(外す)ことなく、内部の観察ができます。
照明は、高輝度LEDを3個先端に装備し、手元のモニターで0~100%リニアに可変できます。
見る対象物に合わせて調整可能です。
映し出された画像は、ビデオ・写真にモニター本体SDカードに保存できます。
観察後の解析や、顧客へのトレーサビリティに、ご使用頂けます。
・・・・・☞ 弊社HPでカタログがダウンロードできます。
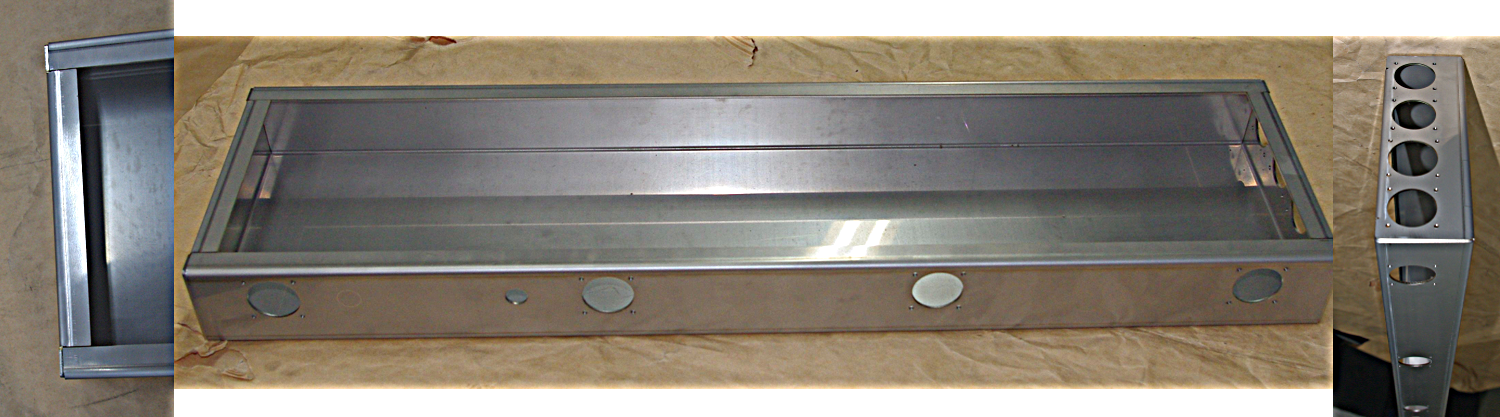
電力会社用端子装置筐体
*サイズ:180 x 720 x 60
*材料:sus304
*板厚 t1.6
*レーザー複合機による加工、高性能ベンダーによる曲げ加工、
このあと溶接で部品取り付け後完成です。
*鉄、ステンレス、アルミ等の薄板精密板金加工において、技術要求レベルの高い絞り加工やR曲げ加工を得意とし、抜き・曲げ加工の寸法公差0.05㎜を実現します。
精密板金(高精度の抜き・複雑形状の曲げ・穴加工、軸カシメ加工)と絞り加工が一体となった複合加工も可能です。
製品の加工精度が高いことにより、開発初期段階から試作品が量産同等品として評価が可能で評価期間短縮可能となります。同時に、試作から量産に至る過程での設計変更にも柔軟・迅速に対応可能となり、総合的な開発期間短縮を実現します。
さらに金型レス生産の利点として、専用型を必要としない試作や小量加工製品に対しても短納期で対応可能な点も挙げられます。
試作だけでなく、「生産ロットが減少した金型加工の現行量産部品をコストダウンしたい、しかし板金加工では精度のばらつきが心配」、というお客様に対しても柔軟な対応が可能ですので、ぜひお気軽にご相談下さい。
*板金加工後の溶接、塗装、組立
クラフテックオカモトには国家資格を有する溶接技能者が多数在籍し、高精度な板金加工を生かした高精度、高品質な溶接加工に対応します。
アルゴンTIG、CO2MIGなどのハンド溶接加工、及びYAGレーザー溶接機 も導入済で、アルミ・ステンレスの薄板溶接や、ワイヤーメッシュ(織金網)、パイプ、丸棒等の異種材溶接まで含めた多様な溶接加工に対応可能です。
ぜひお気軽にご相談下さい。
お問合せはウエブサイトの問合せリンクからお願いいたします。
株式会社クラフテックオカモト
〒208-0023
東京都武蔵村山市伊奈平1-71-1
TEL:042-560-0551(代表)
FAX:042-560-2828
担当:梶谷 宏伸(カジヤ ヒロノブ)

シール面にO(オー)リング、ゴムの挿入組込みをします
オリジナル(特殊治具)を製作し、組み込むため、キズやクラックは発生致しません。
シール部品は、サンテクス
シール部品の設計、製作もお手伝い致します
会社名:株式会社サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

バネ・プレス・リベットを使用した組立品になります。
試作・量産まで対応可能です。
小物組立のサンテクス
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

バルブ、Oリングの組込や組立
バルブ・Oリングの組込や組立のサンテクス
会社名:株式会社 サンテクス
所在地:〒340-0833 埼玉県八潮市西袋687-1
TEL:048-954-7680
FAX:048-954-7681

【社内設備、オーダー設備】
面移動焼入に関して、コイルと焼入面のギャップをセンサーにより測定し、
これをもとにコイルと製品のギャップを均一に保ちます.
また、焼入れ直後の歪や変形の測定も可能になっています。
よって、精密な焼入れ精度を得るとともに、確認も可能となります。
~大阪 富士電子工業 コイル 自動追従~
富士電子工業(株)営業部.
大阪府八尾市老原6ー71
072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi
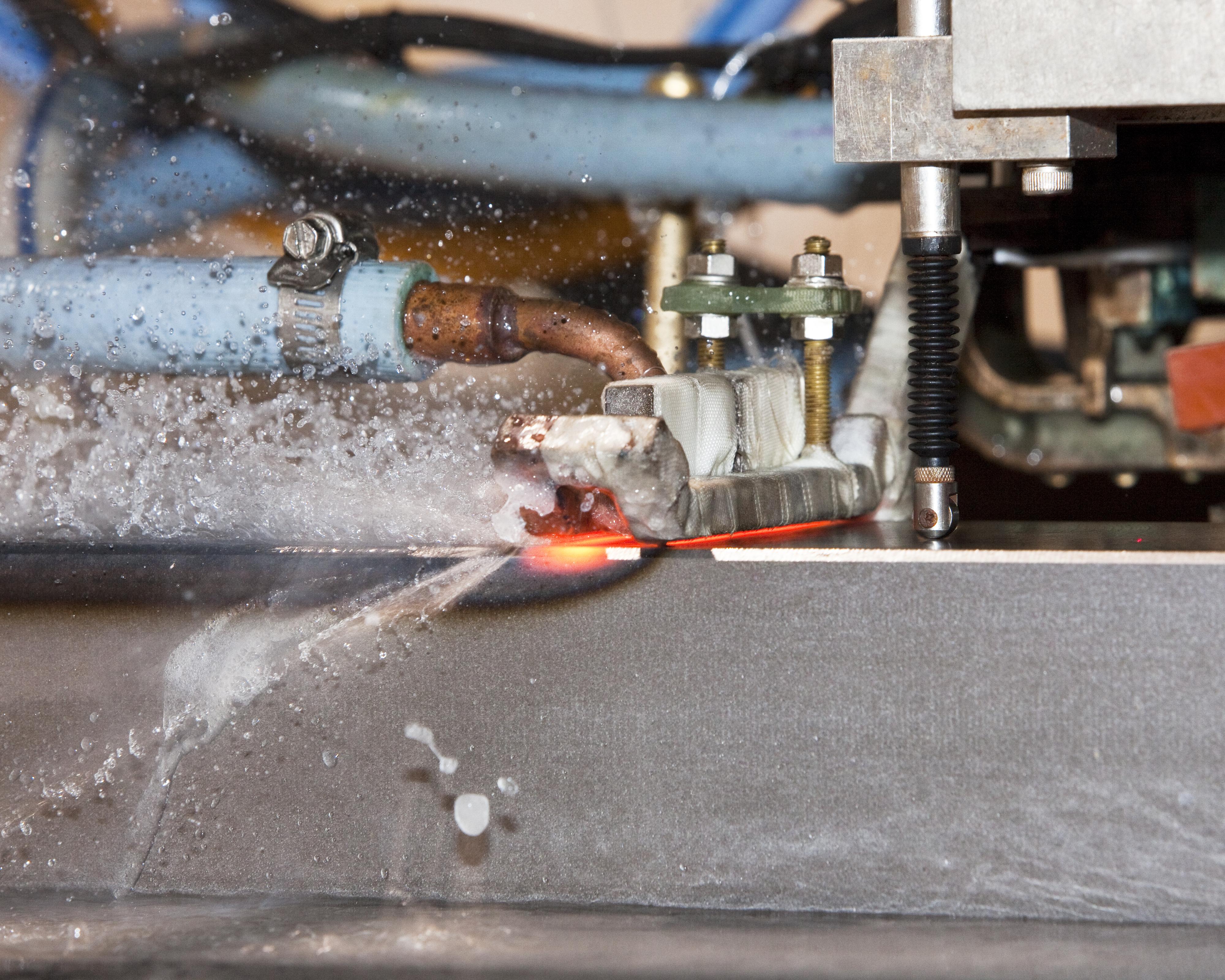
大型ワークの焼入れでお困りのことはありませんか?
写真は、弊社社内にある大型ベット焼入れ設備です。
【特徴】
巾200㎜×L3240㎜×2面を
115kWの出力で月平均40個
焼くことができます。
こちらの焼入れ設備では、長さ15mmのワークまで対応可能です。
大型ワークの焼入れでお困りの方、富士電子工業なら対応可能です!
~ベット 焼入れ 受託加工 ~
富士電子工業(株)営業部.
大阪府八尾市老原6ー71
TEL:072-991-1361
富士電子ゆーちゅー部チャンネル
https://www.youtube.com/c/fujidenshi



