Language: 日本語 | English
Language: 日本語 | English

【蝶番の耐久性が安定しない原因とは】
蝶番は扉やカバーの開閉を支える重要な機構部品です。一見単純な構造に見えますが、回転軸部の精度や強度が不足すると、ガタつきや異音、早期摩耗の原因になります。
特に問題になりやすいのが、軸を形成する「巻き部」の加工精度です。円筒形状が真円に近いかどうか、隙間が適正かどうか、材料に割れや過度な加工硬化が生じていないか。これらは製品寿命に直結します。
この巻き部を形成する代表的な加工技術が、カール曲げ加工です。
【カール曲げ加工とは】
〈板材を円筒状に巻き込む塑性加工〉
カール曲げ加工とは、板材の端部を円筒状に巻き込み、パイプ状の形状を形成する加工方法です。蝶番では、このカール部にピンを通すことで回転機構を構成します。
通常の曲げ加工との違いは、単純なL字やU字ではなく、材料をほぼ一周させます。加工中は材料外周が引張、内周が圧縮を受けるため、以下のような技術的配慮が必要になります。
・板厚に対する適正な内径設定
・割れを防ぐ曲げR設計
・スプリングバックを見込んだ形状補正
・材料硬度や加工硬化の影響管理
単に丸めるだけではなく、回転機構として機能させるための精度づくりが求められます。
【蝶番用カール曲げの技術ポイント】
〈真円度と同軸度の確保〉
蝶番は複数のカール部を交互に組み合わせて一本の軸を通します。そのため、各カール部の真円度と同軸度が確保されていないと、組立時にピンが通らない、あるいは回転が渋くなるといった不具合が発生します。
この精度を実現するには、
・曲げ前工程での穴位置・外形精度の確保
・段階成形による負荷分散
・成形後のばらつきを見越した金型補正
といった総合的な設計が必要です。
株式会社 河村機械工業所では、10tから500tまで計50台のプレス機を保有し、絞り、曲げ、抜き、トリミングなど多様な加工に対応しています。長年の金属プレス加工で培ったノウハウを活かし、カール曲げのような立体成形にも対応可能です。
【割れ・潰れを防ぐための工程設計】
〈一工程で仕上げないという考え方〉
板厚や材質によっては、一度の曲げで円筒形状を完成させると、外周側に割れが発生したり、内側が潰れて真円度が損なわれることがあります。
そのため、
・複数工程で段階的に巻き込む
・下型形状で内径を安定させる
・必要に応じてかしめや矯正工程を追加する
といった工程設計が重要になります。
【カール曲げ加工の活用例】
蝶番以外にも、カール曲げ加工はさまざまな部品で活用されています。
・回転軸受け部品
・ピン保持構造を持つブラケット
・配線固定用クランプ部品
・安全カバーのヒンジ部
これらは単なる曲げ部品ではなく、「動く」「保持する」といった機能を担う部位です。形状精度が機能品質に直結するため、加工技術の差がそのまま製品信頼性に影響します。
【カール曲げ加工を検討する際の判断軸】
〈設計段階で決まる加工難易度〉
カール曲げは、図面寸法だけでは加工難易度が判断しづらい技術です。特に重要なのは、
・板厚と内径の関係
・使用材質の延性
・必要な回転トルクやクリアランス
・後工程との組み合わせ
これらを総合的に検討することです。
試作を重ねた後に設計変更を行うのではなく、初期段階から加工性を踏まえて構造を検討することで、無理のない量産体制につながります。
【まとめ】
蝶番をはじめとする回転機構部品では、カール曲げ加工の精度が製品寿命や操作感に大きく影響します。単なる曲げ加工ではなく、機能を成立させるための塑性加工技術と工程設計が重要です。
回転部のガタつきや組立不良に課題がある場合、あるいは新規構造で巻き込み形状を検討している段階であれば、加工方法から見直すことが有効です。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットはこちら】
花園工場:埼玉県深谷市北根10 【金属プレスはこちら】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
カール曲げ加工や蝶番部品の設計検討について、図面段階からの相談にも対応しています。加工性と量産安定性を見据えた検討を進めたい場合は、早めの段階でご相談ください。

【せん断面の品質で悩んでいませんか】
プレス加工で部品を製作する際、「せん断面が粗い」「バリが大きい」「二次加工が前提になっている」といった課題に直面することがあります。特に嵌合部や摺動部に関わる部品では、せん断面の品質がそのまま製品性能や組立性に直結します。
単に打ち抜くだけでは、破断面が発生し、寸法精度や直角度、面粗度にばらつきが生じることがあります。結果として、研磨や切削などの追加工程が必要となり、コストやリードタイムの増加につながります。
こうした課題に対し、有効な手法の一つがシェービングを活用した精密せん断加工です。
【シェービングを用いた精密せん断加工とは】
〈せん断後に仕上げるという発想〉
シェービングとは、通常のせん断加工後に、わずかな取り代を再度せん断し、破断面を削り取ることで仕上げる加工方法です。一次せん断で発生した破断部を取り除き、ほぼ全面をせん断面で構成させることが可能になります。
この工程により、
・せん断面の平滑化
・直角度、寸法精度の向上
・バリの低減
・嵌合性の安定
といった効果が期待できます。
単なる抜き加工ではなく、「仕上げまで見据えたせん断」がシェービングの本質です。
【金型設計とプレス技術の両立が精度を左右する】
シェービング加工は、単に工程を追加すれば成立するものではありません。一次せん断時のクリアランス設定、材料特性の把握、取り代設計、金型剛性、プレス機の精度など、複数の要素が密接に関係します。
株式会社 河村機械工業所では、創業70年以上にわたり金属プレス加工を手がけてきた実績を基盤に、社内でも金型設計・製作・修理まで対応できる体制を整えています。せん断条件と金型仕様を一体で検討できるため、単発的な加工対応ではなく、量産を見据えた精密せん断加工の構築が可能です。
対応設備は10tから500tまで計50台のプレス機を保有し、単発・トランスファーなど多様な加工形態に対応しています。
【シェービング加工の活用例】
〈精度が求められる部位での活用〉
シェービングによる精密せん断加工は、以下のような用途で有効です。
・ギヤやラチェットなど歯形精度が求められる部品
・シャフト嵌合穴など高い真円度・直角度が必要な部品
・薄板でバリを極力抑えたい精密部品
・後工程で溶接やカシメを行う位置決め基準穴
せん断面の品質が安定することで、組立時のばらつき低減や不具合防止にもつながります。また、切削加工を最小限に抑える設計が可能になれば、全体コストの見直しにもつながります。
【精密せん断加工を選定する際の判断軸】
〈単価ではなく工程全体で考える〉
シェービング加工は、通常の抜き加工と比較すると金型構造や工程設計が高度になります。しかし重要なのは、単工程のコストではなく、製品完成までの総合最適です。
・二次加工を削減できるか
・組立不良を減らせるか
・寸法ばらつきによる調整工数を減らせるか
・量産時の安定性を確保できるか
これらを総合的に検討することで、精密せん断加工の価値が見えてきます。
弊社では図面段階から加工可否やクリアランス設計を検討し、必要に応じて構造変更の提案も行っています。金型を内製できる体制があるため、試作から量産移行までの改善サイクルを短く回せる点も特長です。
【まとめ】
せん断面の品質は、見た目以上に製品機能や組立性に影響します。シェービングを活用した精密せん断加工は、単なる高精度化ではなく、工程全体の合理化を実現するための手法です。
せん断面の粗さやバリでお悩みの場合、あるいは切削工程の削減を検討している段階であれば、加工方法の見直しが有効な選択肢になる可能性があります。判断に迷う点があれば、図面段階からの相談が一つの近道です。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに関してはこちら】
花園工場:埼玉県深谷市北根10 【金属プレスに関してはこちら】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
精密せん断加工やシェービング技術についてのご相談は、検討段階からでも対応可能です。まずは加工内容やお困りごとをご共有ください。
関連URL: https://www.kawamura-kikai.co.jp/product/

【立体成形品の端面仕上げで困っていませんか】
絞り加工や立体成形を行った後、「立ち上がり部を水平にきれいに切りたい」「端面の高さを均一にそろえたい」といった課題に直面することがあります。
通常のトリミングでは、上から下へ垂直方向に刃が入るため、側壁を真横に切ることは容易ではありません。その結果、
・機械加工が必要になる
・切断面が傾く
・高さにばらつきが出る
・外観品質が安定しない
といった問題が生じることがあります。
こうした課題に対し、有効な手法がプレストリミング金型による水平切断技術です。
【プレストリミング金型とは】
〈プレスの上下運動で“横に切る”技術〉
プレストリミング金型とは、プレス機の上下運動を利用しながら、製品を水平方向に切断する特殊な金型構造です。一般には「揺動」や「ロヨメキ」とも呼ばれています。
通常のプレス加工は上下方向の直線運動のみですが、この金型では内部機構により刃物を水平方向へスライドさせます。つまり、縦の力を横の動きに変換する構造が組み込まれているのです。
これにより、立体成形品の側面や立ち上がり部を、均一な高さで水平にトリミングすることが可能になります。
【なぜ水平切断が重要なのか】
〈外観と機能の両立〉
例えば、絞り品の開口端やカバー部品の立ち上がり部では、端面の水平度が組立性や外観品質に大きく影響します。
水平に安定して切断できない場合、
・組付け時に隙間が生じる
・溶接やカシメ位置が安定しない
・シール部の密着性が低下する
・見栄えが不均一になる
といった不具合につながります。
プレストリミング金型による加工では、成形後の形状を基準に、一定高さで横方向に切断できるため、機能面と外観面の両立が可能になります。
【基幹技術としてのプレストリミング】
〈金型構造が技術力を左右する〉
プレストリミング金型は、単なるスライド機構では成立しません。安定した水平切断を実現するためには、
・上下動を横方向に変換する金型機構の精度
・切断時の剛性確保
・刃物の逃げ設計と耐久性
・成形品との位置決め精度
といった高度な設計が求められます。
株式会社 河村機械工業所では、創業70年以上にわたり金属プレス加工を行い、金型の設計・製作・修理を社内でも一貫対応してきました。そのノウハウを活かし、プレストリミング金型を基幹技術として確立しています。1mm以下の板厚を切る企業はほかにもあります。弊社ではt=1.6mmまでの量産を行っています。
単に単発の加工を行うのではなく、トランスファーに組み込むことができます。
【対応設備と加工体制】
同社は10tから500tまで計50台のプレス機を保有し、絞り、曲げ、抜き、トリミング、カシメ、スポット溶接など幅広い加工に対応しています。
プレストリミングは、特に以下のようなケースで力を発揮します。
・絞り後の開口部水平カット
・円筒形状の側面トリミング
・高さ精度が要求される筒状部品
・溶接前の端面仕上げ工程
また、金型を社内製作できるため、試作段階での高さ調整や刃物形状の最適化を迅速に行うことが可能です。量産を見据えた耐久性やメンテナンス性も含めて設計できます。
【他工法との違い】
〈切削に頼らない量産技術〉
側面を水平に切る方法としては、旋盤やマシニングなどの切削加工も考えられます。しかし、量産部品においては、
・加工時間の増加
・治具コストの増大
・工程分断によるリードタイム増加
といった課題が生じます。
プレストリミング金型であれば、プレス工程内で完結できるため、工程集約とコスト最適化が可能です。量産性を確保しながら高精度な端面仕上げを実現できる点が差別化につながっています。
【導入検討時のポイント】
プレストリミングの適用可否は、製品形状や板厚、材質、必要精度によって異なります。検討時には、
・成形後の高さばらつき
・要求される端面精度
・後工程との関係
・量産ロット規模
を整理することが重要です。
設計初期段階からトリミング方法を想定することで、無理のない形状設計と安定した量産体制につながります。
【まとめ】
プレストリミング金型は、プレスの上下運動を活用しながら製品を水平方向に切断する高度な金型技術です。一般に揺動やロヨメキと呼ばれるこの技術は、立体成形品の端面品質を大きく左右します。
切削に頼らず、プレス工程内で水平トリミングを完結させたい場合、有効な選択肢となります。成形後の端面精度や高さばらつきに課題を感じている段階であれば、加工方法の見直しが効果的です。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットはこちら】
花園工場:埼玉県深谷市北根10 【金属プレスはこちら】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
プレストリミング金型や揺動トリミング技術について、図面段階からのご相談にも対応しています。量産を見据えた工程設計について、まずはお気軽にご相談ください。

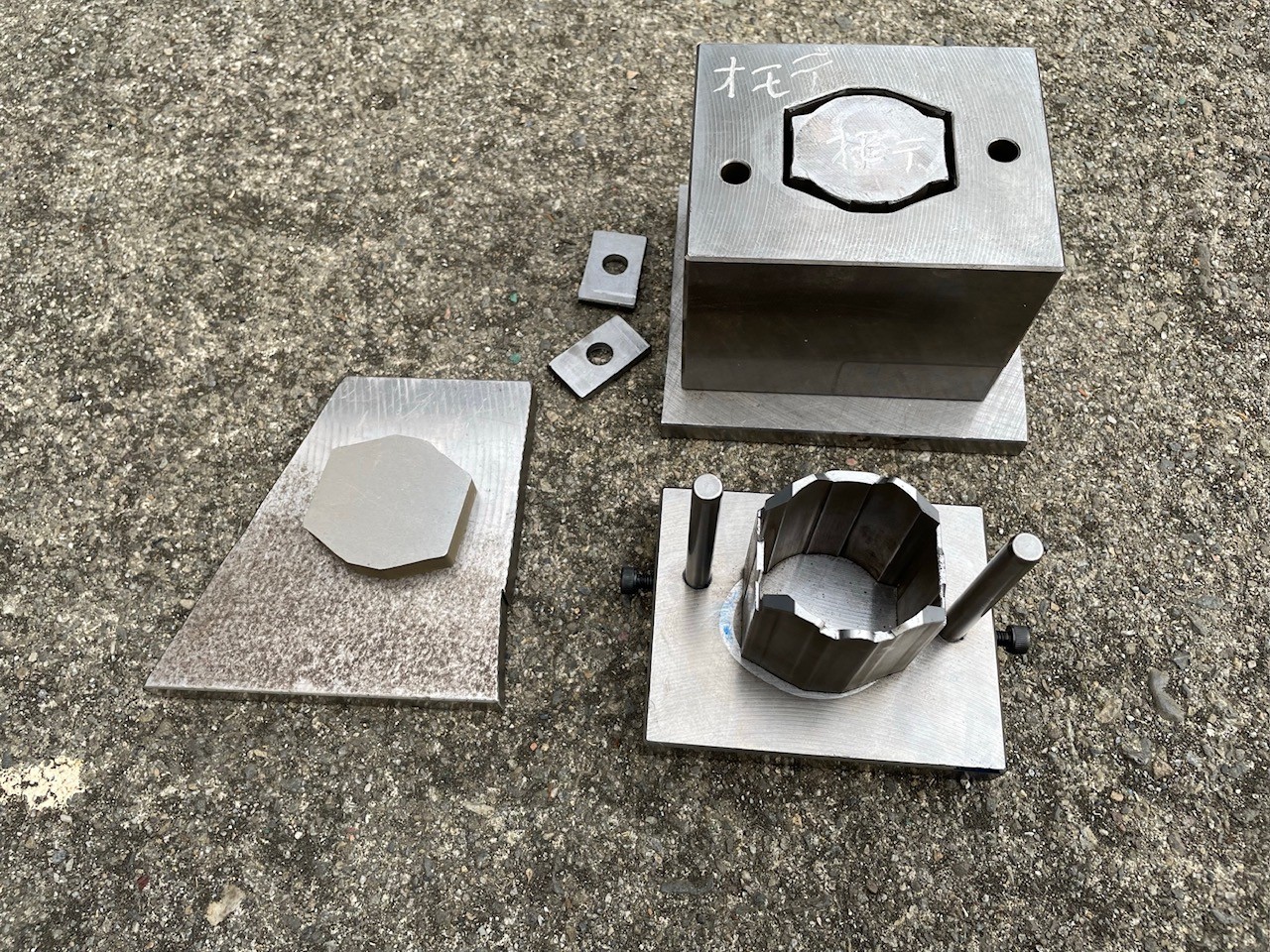
<写真は横から穴もあけている>
【絞り加工で材料歩留まりに悩んでいませんか】
円筒形状やケース形状などを製作する絞り加工は、プレス加工の中でも代表的な塑性加工技術です。しかし実際の現場では、
・深く絞ると板厚が偏る
・底部や肩部で割れが発生する
・耳やしわが出る
・打ち抜き後のスクラップが大量に発生する
といった課題に直面することがあります。
特に材料価格が高騰する中、スクラップの扱いはコスト面でも大きなテーマです。単に廃材として処理するのか、それとも有効活用するのかによって、製品全体の競争力は大きく変わります。
【絞り加工とは】
〈板材を立体形状へ塑性変形させる技術〉
絞り加工とは、平板状の材料をパンチとダイで押し込み、カップ状や筒状などの立体形状に成形する加工方法です。材料は半径方向へ流れながら立ち上がるため、加工中には引張と圧縮が複雑に作用します。
安定した絞り加工を実現するためには、
・材料特性に応じたブランク径設計
・しわ押さえ力の最適化
・パンチR、ダイRの適正設定
・潤滑条件の管理
といった総合的な設計が不可欠です。
株式会社 河村機械工業所では、10tから500tまで計50台のプレス機を保有し、絞り、曲げ、抜き、トリミングなど多様な加工に対応しています。創業70年以上の金属プレス加工実績を背景に、安定した絞り加工技術を蓄積してきました。
【スクラップから次の製品を生み出す多段活用】
〈材料をなるべく最後まで使い切る発想〉
同社の絞り加工の特長の一つが、スクラップを次工程の素材として活用する独自の取り組みです。
弊社では通常製品1を打ち抜き・成形した際に発生した廃材(スクラップ)を用いて製品2を製作します。場合によってはさらにその残材から製品3を成形し、そこからさらに製品4まで加工することもあります。
4つ目の製品になると、材料寸法の制約や加工履歴の影響により、成形難易度は大きく上がります。しかし、ブランク形状の最適化や工程設計の工夫により、限られた材料を有効活用しています。
この多段活用は単なるコスト削減策ではなく、材料流動を深く理解しているからこそ可能になる技術です。
【均等に板厚を伸ばす技術力】
〈局所的な薄肉化を防ぐ絞り制御〉
絞り加工で難しいのは、板厚の偏りです。一般に、肩部や側壁上部で板厚が大きく減少し、破断の原因となります。
同社では、
・材料流れをコントロールするR設計
・段階的な成形による負荷分散
・しわ押さえ力の微調整
・加工履歴を踏まえた次工程設計
などを組み合わせることで、板厚をできるだけ均等に伸ばす成形を実現しています。
特にスクラップ再利用材では、元の加工で一度応力履歴を受けているため、成形条件はよりシビアになります。それでも均一な板厚分布を目指すことで、見た目と寸法精度を両立させています。
【絞り加工の活用例】
絞り加工は、以下のような用途で広く用いられています。
・モーターケース
・カバー部品
・筒状ブラケット
・各種ハウジング部品
これらの部品では、軽量化と強度確保の両立が求められます。板厚を均一に保つことは、見た目だけでなく耐久性にも直結します。
さらに、スクラップを次製品へ展開する設計を組み込むことで、材料歩留まりの向上とトータルコストの最適化が可能になります。
【絞り加工を検討する際の判断軸】
〈単品最適ではなく全体最適へ〉
絞り加工を検討する際には、
・必要な深さと板厚のバランス
・材料強度と延性
・後工程との接続方法
・材料歩留まりの改善余地
を総合的に整理することが重要です。
特に複数製品を同一材料から展開できる可能性がある場合、初期設計段階からブランク配置や寸法関係を検討することで、大きなコスト差が生まれます。
金型を社内で設計・製作できる体制があるため、試作段階での形状修正や工程変更にも柔軟に対応できます。量産移行を見据えた改善を短期間で積み重ねることが可能です。
【まとめ】
絞り加工は単なる立体成形技術ではなく、材料流動を制御する高度な塑性加工です。さらに、スクラップを次の製品へと展開する多段活用と、板厚を均等に伸ばす成形技術は、材料コストと品質の両立を実現する独自の強みです。
材料歩留まりの改善や、絞り品での板厚偏りに課題がある場合、加工方法の見直しが有効な選択肢になります。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットはこちら】
花園工場:埼玉県深谷市北根10 【金属プレスはこちら】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
絞り加工や材料再活用を前提とした工程設計について、検討段階からのご相談にも対応しています。図面や現状課題を共有いただければ、最適な加工方法をご提案します。

【破断面が避けられないと考えていませんか】
プレスによる打ち抜き加工では、「せん断面と破断面が混在するのは当然」と考えられることが少なくありません。しかし、歯形部品や嵌合穴、摺動部品などでは、破断面の存在が精度不良や摩耗、異音、ガタつきの原因になることがあります。
ファインブランキング専用機を用いれば高品質なせん断面が得られるという認識は広くありますが、設備投資や加工制約の観点から導入が難しいケースも多く見られます。
そこで注目されるのが、汎用プレス機を活用した精密せん断加工への取り組みです。
【精密せん断加工とは】
〈破断を抑え、せん断面を最大化する加工〉
精密せん断加工とは、材料に強い拘束圧を与えながら打ち抜きを行い、破断の発生を抑制し、せん断面比率を高める加工技術です。理想的には板厚全域にわたり滑らかなせん断面を形成する「全せん断」を目指します。
全せん断が実現すると、
・面粗度の向上
・直角度の安定
・バリの低減
・嵌合精度の向上
といった効果が期待できます。
特に後工程で切削や研磨を前提としていた部品では、工程集約によるコスト最適化が可能になります。
【汎用プレス機による全せん断への挑戦】
〈専用機に頼らない精度づくり〉
一般に全せん断加工は、三方圧縮を与える専用設備で行われます。しかし、金型設計と加工条件を最適化することで、汎用プレス機でも高いせん断面比率を実現することは可能です。
株式会社 河村機械工業所では、10tから500tまで計50台のプレス機を保有し、長年の金属プレス加工で培ったノウハウを基盤に、汎用プレス機による精密せん断加工に取り組んでいます。
現在、試作レベルでは汎用プレス機による全せん断を実現しています。これは単なる打ち抜き条件の調整ではなく、以下の要素を総合的に最適化した結果です。
・板厚や材質に応じたクリアランス設定
・材料流動を考慮した金型形状設計
・剛性を確保した金型構造
・適切な加圧条件の設定
これらを社内で検討・設計・製作まで一貫して行える体制があることで、トライ&エラーを短期間で積み重ねることが可能になっています。
【加工対応範囲と体制】
〈金型内製による柔軟な改善〉
同社は創業70年以上の金属プレス加工実績を持ち、金型の設計・製作・修理を社内でも行っています。これにより、精密せん断加工においても、
・初期試作段階での条件出し
・量産を見据えた耐久性検証
・摩耗を考慮した金型改良
といった工程改善を迅速に行うことができます。
また、スポット溶接やカシメ、組立などの後工程にも対応しているため、部品単体の精度だけでなく、ユニット全体での品質安定も視野に入れた提案が可能です。
【精密せん断加工が有効な場面】
〈機能部品の品質安定に〉
汎用プレス機による精密せん断加工は、次のような部品で効果を発揮します。
・ギヤや歯形部品
・高精度穴あけを必要とするブラケット
・薄板で強度と嵌合精度を両立したい部品
・切削レス化を目指す量産部品
特に量産部品では、わずかなバリや寸法ばらつきが後工程や組立ラインに影響を与えます。せん断面品質を安定させることは、製品機能だけでなく工程安定にも直結します。
【導入検討時の判断ポイント】
〈設備ではなく技術で考える〉
精密せん断加工を検討する際、重要なのは「専用設備があるかどうか」ではなく、どこまで加工条件を設計できるかという点です。
・現在のせん断面比率はどの程度か
・破断面が機能に影響していないか
・二次加工を削減できる余地はないか
・量産時のばらつきに課題はないか
これらを整理することで、汎用プレス機による全せん断という選択肢が現実的になる場合があります。
試作段階であっても、図面や現行品をもとに加工可能性を検討することは可能です。量産前の段階で加工方法を見直すことで、後戻りの少ない設計につながります。
【まとめ】
精密せん断加工は、単なる高精度化ではなく、工程全体の合理化と品質安定を実現するための技術です。汎用プレス機であっても、金型設計と加工条件の最適化により全せん断を目指すことができます。
せん断面品質に課題を感じている場合や、切削工程の削減を検討している段階であれば、一度加工方法を見直してみる価値があります。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットはこちら】
花園工場:埼玉県深谷市北根10 【金属プレスはこちら】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
精密せん断加工や汎用プレス機による全せん断について、検討段階からの相談にも対応しています。図面や現状課題を共有いただければ、最適な加工方法を一緒に整理します。

熱可塑性樹脂を使ったコンポジットの試作・量産を目指して開発をしています。熱可塑性樹脂含侵の炭素繊維(CFRTP)でしたら、PEEK樹脂まで対応しております。ヒート&クールでホットプレスと予備加熱ヒーターでコールドプレス、両方の成形が可能です。金型サイズは最大1200x1500㎜まで、製品サイズは800x600㎜(目安)まで対応しております。試作対応・量産対応も可能です。設備は東京都板橋区にあり見学可能です。
炭素繊維が主流のコンポジット成形ですが、当社は天然繊維の中間材(プリプレグ)作製から自社開発しております。画像は天然由来の樹脂(ヘミセルロース)と天然繊維(カカオハスク)から作られております。もちろん、このプリプレグでコンポジット成形も可能です。他に樹脂ではアルケマ社のバイオ樹脂PA11(ひまし油由来)、天然天然繊維ではFLAXやHEMP、ヤシ繊維など、開発中です。天然繊維系の材料探されている方のご連絡をお待ちしております。
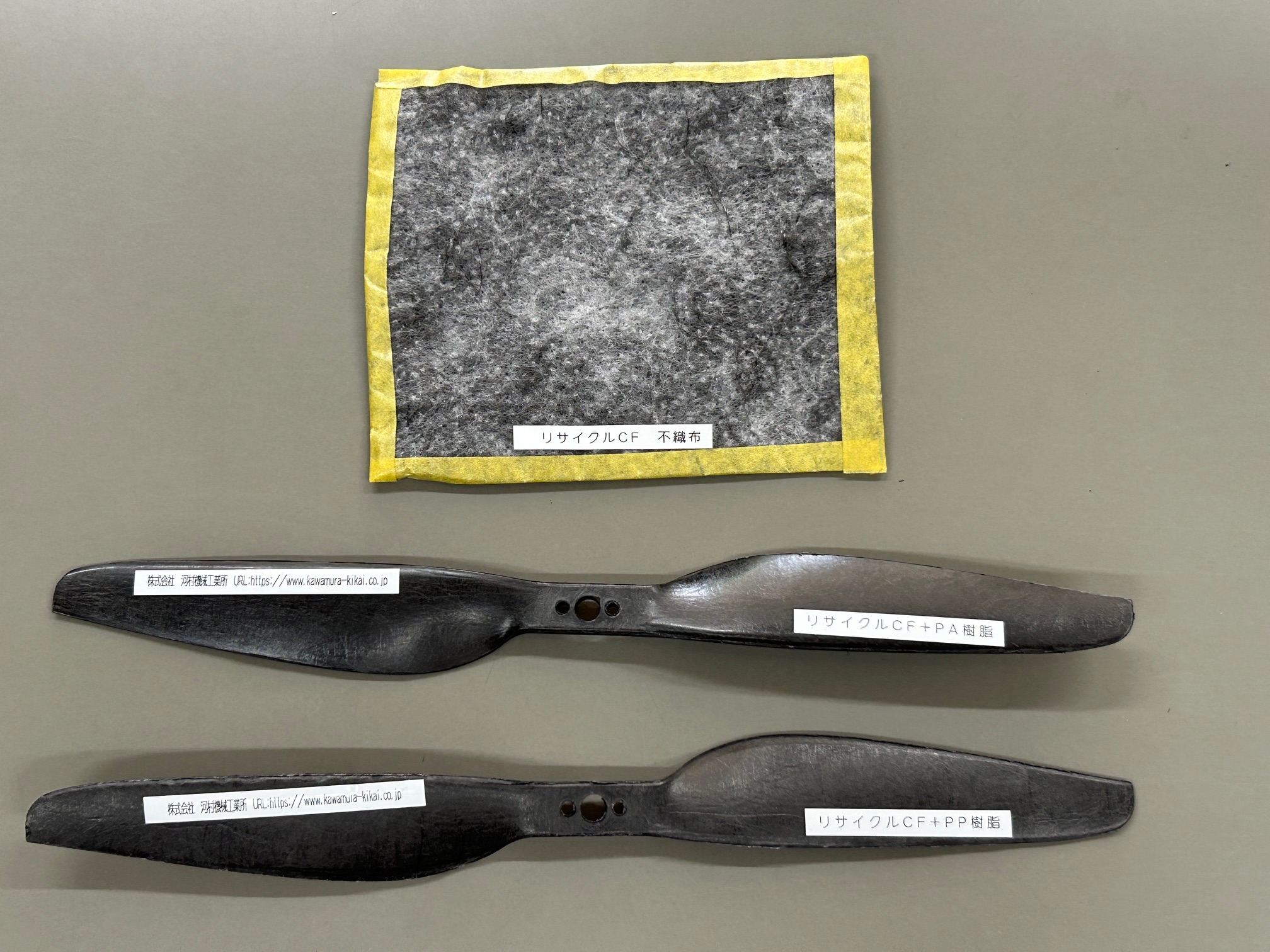
市場で広く使われている炭素繊維材料は、熱硬化樹脂含侵のCFRPが多く使われております。航空機機体やゴルフクラブのシャフト、釣り竿などがCFRP製です。CFRPは熱硬化樹脂含侵のため、リサイクルが難しく、加熱し樹脂部分を分解させ、炭素繊維のみリサイクルする方法が研究機関や企業などで開発されております。このリサイクル炭素繊維を用いた、フエルト状(不織布状)の素材も開発され、当社ではこの素材での成形加工の技術開発を行っております。写真上がその素材、写真下がその素材での成形加工品です。当社はリサイクル炭素繊維を積極的に製品化することを提案しております。

CFRTP(炭素繊維強化熱可塑性プラスチック)は、軽量かつ高強度を兼ね備えた次世代素材として注目されています。熱可塑性の特性を活かした成形性と、炭素繊維による高剛性を併せ持つため、自動車、医療、ロボティクス、スポーツ用品など幅広い分野での活用が進んでいます。
一方で、CFRTP成形品に対しては、後加工としての切削、穴あけ、タップ加工、さらには組立まで求められることが増えており、それぞれの工程で高度な精度と安定した品質が要求されます。
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所コンポジット事業
https://www.kawamura-kikai.co.jp/composite/
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
【CFRTP製品の一貫加工が求められる理由】
CFRTPは繊維配向や樹脂の種類によって加工特性が大きく変わるため、切削・穴あけ・タップ加工においても適切なノウハウがなければ寸法精度や表面品質に影響が出やすいという課題があります。また、各工程を別会社に委託すると、素材の取り扱い方や加工履歴の差異により不具合が発生するリスクが高まります。
こうした背景から、CFRTPの成形から後加工、組立までを一貫して対応できる加工体制が、製品開発や量産工程において大きな強みとなります。
【一貫体制のメリット】
CFRTPの成形を担う河村機械工業所では、協力企業の力を借りてCFRTP製品における切削、穴あけ、タップ加工、組立、検査までの一貫対応を実現しています。この体制により、次のようなメリットが生まれます。
・工程間のトレーサビリティ管理が容易で、品質管理レベルが向上
・工程間のムダを排除し、リードタイム短縮とコスト削減を両立
・図面1枚からの試作対応が可能で、初期検証を迅速に進行
【対応可能な加工内容】
河村機械工業所では、以下のような加工工程に対応しています。
・切削加工:外形加工、リブ切削、端面整形、バリ取りなど
・穴あけ加工:ドリルによる単穴、多穴加工、高精度位置決め加工
・タップ加工:各種ピッチのねじ切り対応(M2~M10)
・トリミング:成形後の不要部分除去、精密輪郭加工
・組立:部品の組み付け、治具による精密アライメント調整、通電・嵌合検査
【ワンストップ対応の強み】
河村機械工業所は、金属加工70年の歴史で多くの協力企業とともに仕事をしてきました。そのためCFRTP分野でも成形から切削・組立までを一貫対応できる体制を整えています。従来の金属加工では実現できなかった軽量化や設計自由度を実現しつつ、納期、コスト、品質の3要素を同時に満たすソリューションを提供しています。
量産前提の開発はもちろん、少量・短納期の試作にも対応可能です。初期段階での材料提案、形状最適化支援、金型設計など、製品開発全体を見据えたサポートも提供しています。
【まとめ】
CFRTP製品の後加工対応には、素材特性を踏まえた専用ノウハウと設備力が欠かせません。切削、穴あけ、タップ、組立までを一貫して担う体制は、製品開発のスピードと品質を大きく左右します。
河村機械工業所では、多様な素材や形状に対応しながら、短納期・高精度な製品づくりを支援しています。CFRTP製品の後工程でお困りの際は、ぜひご相談ください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

【プレス成形の基本と熱制御の重要性】
プレス成形は、圧力を加えて材料を所定の形状に変形させる加工法ですが、複合材の成形においては「温度制御」が極めて重要です。中でも、ホットプレスとコールドプレスは、成形条件と目的に応じて使い分けられます。
特にCFRTP(炭素繊維強化熱可塑性プラスチック)などの熱可塑性樹脂を用いた複合材料では、加熱による柔軟性と冷却による硬化をコントロールすることが、製品精度や量産性に大きく影響します。
【ホットプレス成形の特徴】
ホットプレスは、金型を加熱した状態で成形を行う方式です。材料を加熱することで樹脂が溶融し、繊維と密着した一体構造を形成します。
主な特長は以下の通りです。
・プリプレグや不織布の成形に適している
・発泡構造や偏肉形状など複雑形状にも対応可能
・400℃以上の加熱制御が可能な設備でPEEKなど高機能樹脂にも対応
河村機械工業所では、200tのホットプレス機とヒート&クール制御ユニットを導入しており、高温での精密成形が可能です。
【コールドプレス成形の特徴】
コールドプレスは、常温または低温状態で材料をプレスする方式です。
主な特長は以下の通りです。
・再成形済みの材料に適している
・部品の仕上げ工程やトリミングにも利用可能
【複合材成形における使い分け】
製品仕様や用途に応じて、ホットプレスとコールドプレスを使い分けることが重要です。
・高精度仕上げ:ホットプレス
・量産用成形:コールドプレス
・バイオマス樹脂などの温度制限素材:低温ホットプレス
・トリミング、二次成形:ホットプレス・コールドプレス
例えば、PLAやPA11といったバイオ樹脂を含む素材では、熱分解を避けるため温度管理が重要となります。河村機械工業所では、こうした温度特性に応じた最適成形条件の設計が可能です。
【複合材に対応した成形設備】
複合材成形に対応するために、以下のような専用設備を保有しています。
・200tホットプレス機(最大金型サイズ:1200×1500mm)
・PEEK対応ヒーター搭載
・ヒート&クール温度制御ユニット(400℃超)
【製品開発におけるメリット】
ホットプレスとコールドプレスを使い分けることで、次のようなメリットが得られます。
・製品品質の安定と精度向上
・成形サイクルの最適化による生産性向上
・設計自由度の拡大と複雑形状対応
・リサイクル性やバイオマス対応の実現
・チョップド、不織布、スライバー、UDテープなど多種の素材に対応
特に、複合材の導入初期段階では、トライ&エラーを繰り返しながら最適条件を見つけることが不可欠です。河村機械工業所では、素材選定から金型調整、成形トライまで一貫して対応できる体制を構築しています。
【まとめ】
ホットプレスとコールドプレスは、それぞれに特徴と強みを持つ成形方法です。複合材製品の性能を最大限に引き出すには、製品仕様や素材に合わせて両者を適切に使い分けることが重要です。
河村機械工業所では、温度制御設備と長年の成形ノウハウを活かし、精密かつ高性能な複合材製品の提供を実現しています。素材特性に応じた条件設計と試作評価を一括で対応しておりますので、お気軽にご相談ください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
【環境配慮型製品開発の重要性】
地球温暖化防止や資源循環の観点から、製造業では環境配慮型素材の採用が急務となっています。特にプラスチック製品では、再生材やバイオマス樹脂を活用した持続可能なものづくりが求められています。
河村機械工業所では、CFRTP(炭素繊維強化熱可塑性プラスチック)成形技術を軸に、バイオベース素材の導入やリサイクル材の再利用を通じて、環境負荷の低減に取り組んでいます。
【バイオマス樹脂とは何か】
バイオマス樹脂は、植物由来の原料から作られる再生可能なプラスチック素材です。代表的な樹脂には次のような種類があります。
・PLA(ポリ乳酸):トウモロコシ由来で高剛性かつ生分解性がある
・PA11(バイオポリアミド):ヒマシ油由来で柔軟性と耐熱性を両立
これらは従来の石油由来樹脂に代わる素材として活用されています。
河村機械工業所では天然繊維とバイオマス樹脂用いた、NFRTPの技術に取り組んでおります。
【再生材(リペレット)による再成形】
廃材や製造端材を粉砕・再ペレット化したリペレット材も、循環型ものづくりの鍵となります。河村機械工業所では熱可塑性樹脂の特性を活かし、再加熱・再成形が可能な成形プロセスを確立しています。
・CFRTP端材の再利用によるコストと環境負荷の低減
・再生材と新材の混合による物性調整
・端材を活用した試作用部品や汎用部品の成形実績あり
素材ロスを抑えながら、環境対応型製品の開発を推進する体制が整っています。
【天然繊維との複合化技術】
河村機械工業所では、天然素材との複合化にも対応しています。
・HEMP(麻)、リネン(亜麻)、ヤシなどの天然繊維に対応
・PA11やPLAとの組み合わせにより生分解性製品の成形が可能
こうしたバイオ素材の活用により、製品寿命後の処理までを見据えたエコ設計が可能になります。
【CFRTPとの融合による製品展開】
天然繊維とバイオマス樹脂用いた、NFRTPの技術に取り組んでおります。
・軽量で高強度なドローン部品
・自動車用の軽量ブラケットや内装部材
・スポーツ・レジャー向け筐体製品
・家電筐体や雑貨などのエコ設計品
河村機械工業所では、400℃以上の成形対応、ヒート&クール制御設備、専用加熱装置を保有し、こうした複合材料への対応を進めています。
【サステナブル製品化に向けた一貫対応】
環境対応型素材の製品化を支える一貫対応体制も整えています。
素材選定から試作、成形、後加工までを社内で一貫対応しています。
これにより、サステナブル製品の導入にあたって設計負荷や外注管理の負担を抑えつつ、確かな品質を確保することが可能です。
【まとめ】
脱炭素社会の実現に向け、再生材やバイオマス樹脂を活用した製品開発は一層の注目を集めています。河村機械工業所では、CFRTP成形と複合材加工の技術をベースに、環境にやさしい新素材を用いた製品提案を実現しています。
環境配慮型の部品製造やバイオ素材を使った試作をご検討の際は、ぜひご相談ください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

【複合材製品開発とCFRTPの活用】
複合材(コンポジット)製品の開発においては、構造設計、素材選定、成形技術、後加工、評価・量産といった各工程での連携が求められます。なかでもCFRTP(炭素繊維強化熱可塑性プラスチック)は素材構成や成形方法の自由度が高く、最適な製品性能を実現するためには初期段階からの技術支援が不可欠です。
河村機械工業所では、図面1枚から相談できる体制を整備し、製品立ち上げを一貫して支援しています。
【設計初期:構造と素材の最適化提案】
CFRTP製品の設計では、繊維方向、リブ配置、肉厚設計が製品性能に大きく影響します。河村機械工業所では、以下の技術支援を提供しています。
・繊維方向に配慮した構造設計の提案
・不織布、プリプレグ、セミプレグなどの素材選定支援
・PA6、PEEK、PLAなど用途に応じた樹脂選択
・CAE解析による設計前検証(必要に応じて対応・社外に依頼)
これにより、量産性と機能性を両立した合理的な構造設計が可能になります。
【試作工程:短納期と成形ノウハウ】
設計確定後は、成形トライアルを通じて試作へ移行します。専用設備による試作対応で、短納期対応を実現しています。
・200tホットプレス機(最大1200×1500mm)
・ヒート&クール制御による温度管理精度の高い成形
・最大500×500mmの一体成形対応
・最大板厚2~3mmのCFRTPプリプレグの成形実績あり
PLAやPA11といった環境配慮型素材にも対応し、用途に応じた試作が可能です。
【評価・改良:検証からフィードバック】
試作後は寸法・外観・強度の検証を実施し、必要に応じて設計や金型の改良を行います。
・三次元測定器、投影機による寸法評価
・強度試験や繰り返し成形の評価実施
・加工不良のフィードバックと金型調整
試作からフィードバックまで短時間で対応でき、開発リードタイムの圧縮が可能です。
【量産移行:設備力と品質保証体制】
量産フェーズでは、安定供給体制と品質管理が重要になります。河村機械工業所では小ロットから中量産まで、安定した品質と供給が可能です。
【一貫対応の強み】
試作から量産まで一社で対応することで、下記のようなメリットがあります。
・素材手配から金型・成形・検査まで社内完結
・納期遅延リスクの低減と情報連携の迅速化
・再生材や端材を活用した持続可能なものづくり対応
製品仕様が固まっていない段階から、構想設計に基づく開発支援が可能です。
【まとめ】
CFRTP製品の開発では、構造設計から試作・量産までの全工程において専門的な知見と対応力が求められます。河村機械工業所では、長年の金属加工技術と複合材成形ノウハウを活かし、一貫体制での製品開発をサポートしています。
設計・試作・量産における課題を抱える企業にとって、最適な開発パートナーとなります。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
高精度プレス加工は、微細な寸法公差と安定した加工精度を求められる分野において不可欠な製造技術です。特に、1/100mm(0.01mm)を超える精密さ、さらには1/1000mm(0.001mm)単位での寸法管理が求められるケースでは、設備、金型、加工ノウハウのすべてに高度な技術力が必要です。
河村機械工業所では、こうした精密プレス加工に対応できる体制を整え、自動車部品、鉄道部品、家庭用インフラ部品など多岐にわたる分野での部品供給を行っています。
【対応できる加工範囲と主な仕様】
加工対象の一例として、以下のような寸法・仕様でのプレス加工の実績があります。
・絞り加工:最大φ430mm、高さ最大45mm、板厚0.4〜2.0mm
・曲げ加工:複数形状に対応、板厚0.2〜6.0mm
・抜き加工:最大570mmまでの長尺対応、板厚0.4〜4.5mm
・トリミング加工:薄板から厚板まで幅広い材料に対応
使用材料は、SPCC、SPCE、S35C、SUS304などの汎用材料に加え、C1720、C5191などの導電性があり、かつ機械的特性に優れている材料やバネ材にも対応しています。
【金型製作と加工精度の確保】
高精度プレス加工では、金型の品質とメンテナンス体制が極めて重要です。河村機械工業所では、社内外での金型設計・製作に加え、使用中の金型の点検・修理も迅速に対応しています。
また、以下のような加工技術で品質と生産性の両立を図っています。
・プレストリミングによる高さ精度の調整及び生産性向上
・カム機構を使ったワンショット穴あけ
・プレス機と金型による極細ピアス加工
【高精度加工が求められる用途と事例】
自動車用トランスミッション内部品では、1/1000mmレベルの加工精度が求められています。
河村機械工業所では、高精度品の量産実績も豊富にあり、構想段階からの相談にも対応しています。
【設備と検査体制】
高精度プレス加工を支える設備として、10tから500tまでのプレス機を50台以上保有し、順送、単発、トランスファーなど多様な生産方式に対応可能です。
形状、物量、コストなどをもとに最適な生産方式をご提案します
また、品質保証体制も整っており、以下のような検査・管理を実施しています。
・三次元測定器、投影機、独自開発の検査機器による寸法検査
・ITシステムによるトレーサビリティの確保
・ISO9001(2015年版)に準拠した品質管理体制
【高精度プレス加工のビジネスメリット】
高精度な部品を使用することで、組立精度や最終製品の性能安定につながります。特に近年は、部品の小型化や軽量化が進んでおり、ミクロン単位での寸法精度を担保できる加工先へのニーズが高まっています。
設計段階から量産に適した形状や金型仕様の提案も行っており、VA・VE提案によるコスト最適化にも貢献できます。
【まとめ】
高精度プレス加工は、製品の品質と性能を支える重要な要素です。1/1000mm単位での寸法精度を安定して確保するには、加工ノウハウ、設備、品質保証のすべてが求められます。
河村機械工業所では、絞り・抜き・曲げなどの複合加工にも対応し、試作から量産までを一社で完結できます。高精度部品の開発でお困りの企業様は、ぜひご相談ください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

【複合樹脂と金属・エンプラの選定背景】
高機能部品の開発では、軽量化、高強度、耐熱性、加工性といった性能要件に応じた素材選定が重要です。特に近年はEV化やカーボンニュートラルの動きに伴い、金属から樹脂系複合材料への転換が進んでいます。
その中でもCFRTP(炭素繊維強化熱可塑性プラスチック)は、マグネシウム合金やエンジニアリングプラスチック(エンプラ)と比較して、多くの利点を持つ素材として注目されています。
【CFRTPとマグネシウム合金の比較】
マグネシウム合金は、金属素材の中で最も軽量な部類に属し、比重は約1.8とアルミニウムよりも軽量です。剛性や耐熱性を備え、自動車や電子機器の筐体に用いられています。
一方、CFRTPは以下の点で優位性があります。
・比重は約1.2〜1.6とさらに軽量
・比強度が高く、構造部材への応用が可能
・耐食性に優れ、表面処理が不要
・熱可塑性樹脂の特性によりリサイクル対応が容易
河村機械工業所では、PP、PA6、PEEKなど多様な樹脂を基材としたCFRTP成形に対応しています。
【CFRTPとエンプラの比較】
エンプラは、機械的強度、耐熱性、耐薬品性に優れた樹脂で、自動車部品や電装部品に幅広く使用されています。代表例としてPPS、PA6、PC、POMなどがあります。
ただし、エンプラ単体では強度や剛性に限界があるため、補強材との複合化が求められるケースも増えています。CFRTPは炭素繊維の補強により、次のような利点があります。
・エンプラよりも高い剛性と耐衝撃性を持つ
・繊維方向の設計により特性の最適化が可能
・バイオベース樹脂との複合化も可能(PLA、PA11など)
【用途別の素材選定の考え方】
各素材の特性に基づき、用途や設計要件に応じた選定が求められます。以下に素材ごとの用途例を示します。
・マグネシウム合金:高温環境、金属的外観、放熱性が必要な筐体部品
・エンプラ:一般的な自動車内装部品、電装品カバー
・CFRTP:軽量かつ高剛性が求められる構造部品、複雑形状を持つ製品
河村機械工業所では、各素材の特性を活かした設計支援から成形、後加工、組立まで一貫して対応可能な体制を整えています。
【CFRTPによる製品化のメリット】
CFRTPを採用することで、以下のようなメリットが得られます。
・軽量化による燃費向上とEVの航続距離改善
・設計自由度の向上による機能統合
・端材リサイクルや再成形による環境対応
・PLA、PA11などとの複合で脱炭素製品への展開
【まとめ】
マグネシウム合金やエンプラは、それぞれに優れた特性を持ちますが、CFRTPはそれらを補完または上回る性能を有しています。特に軽量性、再成形性、リサイクル性に優れ、環境対応型製品の開発に貢献できます。
河村機械工業所では、CFRTPの特性を活かした製品設計と製造の実績を多数有しており、試作から量産まで柔軟に対応できます。素材選定や製品開発に関するご相談は、お気軽にお問い合わせください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
CFRTP(炭素繊維強化熱可塑性プラスチック)とCFRP(炭素繊維強化プラスチック)は、いずれも炭素繊維を補強材とする複合材料です。高い比強度や軽量性といった特性から、構造部品や筐体部品などに広く使用されてきました。
CFRPはエポキシやビスマレイミドなどの熱硬化性樹脂を使用し、硬化後は再成形ができません。一方、CFRTPはPA6やPP、PEEKなどの熱可塑性樹脂を基材とし、加熱による再成形が可能なため、量産向きの素材として注目が高まっています。再利用性にも優れ、端材の再成形やリペレット化による循環型製造にも対応できます。
【CFRTPの成形と加工の自由度】
河村機械工業所では、CFRTPを用いた複合材成形を強みとしており、プリプレグ、不織布、セミプレグなど多様な中間材料に対応しています。成形には最大200tのホットプレス機を用い、400℃超の加熱とヒート&クール制御によって、高精度かつ高速な成形を実現しています。試作から量産まで一貫対応が可能で、樹脂種や炭素繊維のトウ数(3K~24K)に応じたラミネート設計も行っています。
また、PLAやPA11といったバイオマス由来樹脂との複合化にも対応しており、製品寿命後のリサイクルや生分解性にも配慮した設計提案が可能です。
【一貫対応体制の強み】
図面1枚からの相談にも対応し、素材選定、積層設計、金型製作、プレス成形、表面処理、寸法検査、さらにはトレーサビリティの確保まで、全工程を社内で完結可能です。試作品から量産部品まで一貫した品質保証を提供できます。
【なぜ今、CFRTPが選ばれるのか】
金属やCFRPでは難しい複雑形状の成形が可能で、量産にも適している点が大きな強みです。設計自由度が高いため、構造部材だけでなく意匠部品への展開も容易です。
【まとめ】
CFRTPは、CFRPの高強度・軽量性を継承しながら、短サイクルでの成形、再成形・リサイクルの容易さ、設計自由度の高さなど、多くの利点を併せ持っています。製品設計の初期段階から導入を検討することで、トータルの製造コスト削減や開発期間の短縮にもつながります。
河村機械工業所では、金属加工技術と複合材料成形技術を融合し、CFRTP製品の試作・量産・品質保証までを一貫でご提案します。軽量・環境対応素材をお探しの企業様は、ぜひ一度ご相談ください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL:https://www.kawamura-kikai.co.jp
〈ご相談・お見積りのご依頼〉
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
コンポジットとは、複数の素材を組み合わせることで、単体の素材では得られない特性を実現する複合材料の総称です。代表例は鉄筋コンクリートで、セメントが母材、鉄筋が補強材として機能し、両者を組み合わせることで高い強度と耐久性を発揮します。近年注目を集めるCFRTP(炭素繊維強化熱可塑性プラスチック)も、炭素繊維と熱可塑性樹脂を組み合わせたコンポジットであり、軽量化と剛性確保を同時に実現できる点が強みです。
CFRTPの特徴と成形方法、設備対応範囲、具体的な用途例について紹介します。
【CFRPとCFRTPの違い】
炭素繊維を強化材とする複合材は、母材の違いによりCFRP(炭素繊維強化熱硬化性プラスチック)とCFRTPに分かれます。CFRPは熱硬化性樹脂を母材とし、一度硬化すると再加熱しても軟化せず、再成形ができないのが特徴です。これに対してCFRTPは熱可塑性樹脂を母材とするため、加熱により再度軟化し、再成形やリサイクルが可能です。この性質により、量産対応や環境配慮型製品に適した素材として注目されています。
【CFRTPの成形方法】
CFRTPの代表的な成形方法には、ホットプレスとコールドプレスがあります。
・ホットプレス:金型を加熱して成形する方法。多様な中間材に対応し、外観品質を高めやすい。
・コールドプレス:素材を別工程で予備加熱し、冷えた金型で成形する方法。サイクルタイムが短く、深い形状に対応可能。
製品の外観要求や形状、タクトタイムの条件に応じて工法を使い分けることが重要です。
【対応する材料と中間材】
河村機械工業所では、PP、PA6、PEEKといった一般的な熱可塑性樹脂に加え、PLAやPA11などの植物由来樹脂にも対応しています。中間材はプリプレグ、不織布、チョップド材、UDテープといった幅広い種類を取り扱い、用途やコストに応じた選定が可能です。これにより、剛性や外観、コストなど多様な要求に応じた成形設計を実現できます。
【設備と試作体制】
設備は最大200tのプレス機を保有し、成形温度は約400℃まで対応可能です。金型サイズは最大1200×1500mm、製品サイズは約500×500mmを目安としています。試作段階ではA4サイズ相当の平板金型を用い、板厚0.5~5.0mmの範囲で条件検証を行っています。これにより、材料や工法の比較を効率的に進めることができます。二次加工は社内未対応ですが、協力会社と連携して切削や穴あけなどの工程に対応可能です。
【用途事例】
CFRTPは軽量性と剛性を両立できるため、以下のような用途に展開されています。
・ドローン用プロペラ:薄肉で軽量化しながら剛性を確保
・自転車部品:軽量かつ耐久性に優れる構造を実現
・レジャー用品部品:外観性と軽量化を同時に満たす成形
これらの事例からも、CFRTPが従来の金属やCFRPに代わる新たな素材として期待されていることが分かります。
【開発の進め方】
試作初期では平板で成形条件を確認し、その後単純形状でリブや抜きなどの成立性を確認します。さらに実形状試作で最終的な成形条件を確立し、協力会社との連携で二次加工や組立まで含めた検証を行います。これにより、量産移行時のリスクを減らし、スムーズな立ち上げを実現できます。
【まとめ】
コンポジットは複数の素材を組み合わせることで、従来素材にはない性能を実現する材料体系です。中でもCFRTPは、成形性と環境配慮性を兼ね備え、軽量化・高剛性を必要とする分野に最適です。河村機械工業所は多様な材料・中間材・工法に対応し、試作から量産、協力会社との連携による二次加工まで支援する体制を整えています。設計初期からのご相談により、最適な材料選定と短期開発を実現できます。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
熱可塑性樹脂は、加熱すると軟化し、冷却すると固化する性質を持つ樹脂です。再加熱すると再び軟化するため、再成形やリサイクルが可能という特徴があります。CFRTP(炭素繊維強化熱可塑性プラスチック)は、この熱可塑性樹脂を母材とすることで、成形性と持続可能性を両立できる複合材です。
CFRTPに適した熱可塑性樹脂の種類や成形条件、河村機械工業所の対応範囲を紹介します。
【代表的な熱可塑性樹脂】
・PP(ポリプロピレン):比重約0.9で軽量。コストと性能のバランスに優れる。
・PA6、PA66(ポリアミド):耐摩耗性と機械特性が高い。
・PC(ポリカーボネート):透明性や外観品質に優れる。
・PEEK、LM-PAEK:高耐熱樹脂。200℃を超える環境に対応可能。
・m-PPE:寸法安定性や絶縁性を求める用途に適する。
・PLA、PA11:植物由来のバイオ樹脂。環境配慮型製品に適する。
【用途別の選定例】
・高温部品にはPEEKやPA9Tなどのスーパーエンプラ
・外観重視部品にはPCや高外観グレードの熱可塑性樹脂
・軽量化重視部品にはPP
・環境対応型製品にはPLAやPA11など植物由来樹脂
【成形条件と設備】
熱可塑性樹脂は種類ごとに融点やガラス転移温度が異なるため、加熱温度や冷却条件を最適化する必要があります。河村機械工業所は、最大200tのプレス機を保有し、成形温度は約400℃まで対応可能です。金型サイズは約1200×1500mm、製品サイズは約500×500mm程度を目安としています。板厚2~3mmのプリプレグに対応可能で、試作にはA4サイズの金型を活用します。二次加工は社内未対応ですが、協力会社との連携で切削や組立などに対応可能です。
【試作と評価の流れ】
初期段階では、平板試作で条件出しを行い、成形性や外観を確認します。その後、単純形状で抜きやリブの成立性を確認し、最終的には実形状で成形トライを行います。これにより、用途に適した樹脂と条件の選定を効率的に進めることができます。
【まとめ】
熱可塑性樹脂はCFRTP成形の要となる素材です。用途や要求性能に応じた樹脂を選定し、最適な成形条件を設定することで、軽量化や環境対応を両立できます。河村機械工業所では多様な樹脂と中間材に対応し、試作から評価、協力会社との連携による二次加工まで含めた開発支援が可能です。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
CFRTP(炭素繊維強化熱可塑性プラスチック)の成形性能やコストは、中間材の選定によって大きく変わります。中間材とは、炭素繊維と樹脂を組み合わせた半製品のことで、成形性や外観、物性に直結する重要な要素です。河村機械工業所では、多様な中間材に対応し、用途やコストに応じた最適な選定を提案しています。
中間材の種類と特徴、設備体制について紹介します。
【代表的な中間材の種類】
・UDテープ:繊維を一方向に整列させたテープ状中間材。引張方向の強度設計が可能。
・チョップド材:短繊維を用いたフレーク状やマット状の素材。複雑形状に追従しやすい。
・不織布:繊維がランダムに配向。全方向にバランスの取れた強度を持つ。
・コミングル糸:炭素繊維と樹脂繊維を混繊化した素材。成形性に優れる。
・セミプレグ:部分的に樹脂を含浸させた素材。性能とコストのバランスをとりやすい。
・プリプレグ:樹脂を均一に含浸させた高機能素材。外観品質と物性に優れる。
【コスト感の目安】
中間材のコストは種類によって異なります。UDテープや不織布は比較的安価で量産に向いており、プリプレグやチョップドシートは高コスト帯に位置します。用途や必要性能に応じて適切な選定を行うことが重要です。
【工法との相性】
河村機械工業所では、ホットプレスとコールドプレスの両工法に対応しています。ホットプレスは多様な中間材に適用でき、外観重視部品や含浸が必要な中間材に向いています。コールドプレスは予熱材を高速で成形でき、深い形状にも適しています。製品形状や外観要求に合わせ、最適な工法を選定します。
【用途例】
・高強度が求められる薄肉リブ部品にはUDテープを用いた配向設計
・三次元的な複雑形状や深絞りには不織布やチョップド材
・外観品質を重視する部品にはプリプレグ
・コスト優先の量産品には不織布やUDテープの組み合わせ
【設備体制】
設備は最大200tのプレス、成形温度は約400℃まで対応可能です。最大金型サイズは1200×1500mm、製品サイズは500×500mm程度まで成形可能です。試作段階ではA4サイズの平板金型を用い、材料比較や条件検証を効率的に行っています。切削や組立などの二次加工については社内では未対応ですが、協力会社と連携して対応が可能です。
【まとめ】
CFRTP中間材は性能とコストのバランスを左右する重要な要素です。用途に適した中間材と工法を選定することで、軽量化、剛性、外観、コストの最適解に到達できます。試作から量産まで段階的に条件を整えながら進めることで、効率的な製品開発が可能になります。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
輸送機器やドローン部品の開発において、軽量化と剛性確保を両立することは常に重要な課題です。CFRTP(炭素繊維強化熱可塑性プラスチック)に発泡材を組み合わせた成形は、その解決策として注目されています。河村機械工業所では発泡体をコアに用いたCFRTP成形を試み、軽量かつ高剛性の部品開発に取り組んでいます。
【発泡成形の考え方】
発泡体をコア材とし、その上下にCFRTPを積層してプレス成形します。課題は、発泡体を潰さずに安定して接合することです。発泡体の種類や樹脂の特性を組み合わせ、最適な加熱・加圧・冷却条件を設定することで、再現性の高い成形を実現しています。
【軽量化効果】
試作では、無垢のCFRTP成形品に比べ、発泡体を組み合わせた成形により約30%の軽量化を確認しています。これは、部品剛性を保ちながら重量を削減する有効な手段であり、可搬重量やエネルギー効率が重視されるドローン部品に特に有効です。
【ドローン羽根での試作事例】
255mm級の羽根形状を対象とした試作において、発泡体を残したまま成形することに成功しました。繊維配向は翼の応力方向に合わせ、ねじれ剛性を確保する工夫が行われています。完成品はトリミングや穴あけによって仕上げられ、三次元測定機により形状精度が検証されました。
【量産化への展望】
発泡成形をドローン部品に適用することで、飛行時間の延長や安定性の向上といった効果が期待されます。さらに、条件設定や材料選定を最適化することで、量産への適用も見据えた開発が可能です。量産移行に向けては、発泡体の安定供給や冷却条件の最適化といった課題も検討されています。
【設備と対応範囲】
設備は最大200tのプレス、成形温度は約400℃まで対応可能です。金型は約1200×1500mm、製品サイズは500×500mm程度まで成形可能です。A4サイズの平板金型を用いた条件出しや比較試験も実施可能です。検査は三次元測定機や画像寸法測定機で行い、成形品質を保証しています。二次加工は社内未対応ですが、協力会社と連携し、切削や組立まで含めた対応が可能です。
【まとめ】
発泡成形とCFRTPの組み合わせは、軽量と高剛性を同時に実現できる技術です。特にドローンのように軽量化と耐久性が求められる分野において大きな可能性を持ちます。河村機械工業所では試作から評価、協力会社との連携による量産検討まで、一貫した開発体制を整えています。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
近年、持続可能なものづくりの実現に向けて、天然繊維を利用したコンポジット材料への関心が高まっています。従来の炭素繊維やガラス繊維に比べ、天然繊維は生物由来であり、素材選びによってカーボンニュートラルに貢献できる点が大きな特徴です。河村機械工業所では、CFRTP(炭素繊維強化熱可塑性プラスチック)に天然繊維を組み合わせたコンポジット開発を進めており、カカオハスクや麻(Flax/Hemp)、ヤシ繊維といった多様な素材を対象に試作評価を行っています。
天然繊維コンポジットの可能性と具体的な取り組み事例について紹介します。
【天然繊維を活用する意義】
天然繊維は、軽量でありながら一定の剛性を持ち、加えて環境配慮の観点からも注目されています。炭素繊維ほどの高剛性は期待できないものの、構造設計や樹脂との組み合わせ次第で十分な性能を発揮します。また、繊維自体の色や織りの表情を意匠面に活かせるため、デザイン性を重視する分野にも適しています。
【素材と樹脂の組み合わせ】
河村機械工業所の取り組みでは、産業技術支援機関の設備協力を得て、天然繊維を樹脂に含浸させたプリプレグ作製を実現しています。
対象となる素材は以下の通りです。
・カカオハスク:食品廃棄物由来の繊維。意匠性に優れるためデザイン用途に適する
・麻(Flax/Hemp):織物形態で利用。リブ構造との組み合わせで曲げ剛性を補うことが可能
・ヤシ繊維:繊維長や含水状態によるばらつきがあるため条件探索中
母材樹脂としては、植物由来のPA11やヘミセルロース系を選択し、バイオマス材料としての有効活用を進めています。
【成形方法と評価】
ホットプレスおよびコールドプレスの両方式に対応し、成形条件を比較検証しています。ホットプレスでは含浸度や表面性状の安定化を図り、コールドプレスではサイクル短縮や深い形状成形の可能性を確認しています。試作ではA4サイズ相当の平板金型を用い、板厚0.5~5.0mmの範囲で条件検証を進めています。物性評価は引張・曲げ試験を中心に行い、繊維配向や樹脂種類による性能差を定量化しています。
【実用化への展開】
天然繊維コンポジットは、意匠性と環境性能を兼ね備えた新素材として期待されています。軽量パネルや外装部材など、性能だけでなく見た目の差別化を重視する分野で有効です。協力機関や協力会社との連携により、試作から実形状部品まで段階的に展開し、将来的な量産導入を視野に入れています。
【設備と体制】
河村機械工業所のプレス設備は最大200t、成形温度は約400℃まで対応可能です。金型はおよそ1200×1500mm、製品サイズは約500×500mmを目安としています。検査は三次元測定機や画像寸法測定機を活用し、寸法精度や外観品質の確認を行っています。二次加工については社内では未対応ですが、協力会社との連携により切削・穴あけ・組立工程に対応することが可能です。
【まとめ】
天然繊維を用いたCFRTPは、環境対応型の製品開発に大きな可能性を秘めています。カカオ、麻、ヤシ繊維といった多様な素材に加え、植物由来樹脂との組み合わせにより、持続可能かつ差別化可能なコンポジットが実現します。今後は意匠性と構造性能を両立する用途に向けて、さらなる実証と評価が進められていくと期待されます。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
CFRTP(炭素繊維強化熱可塑性プラスチック)は、軽量性と高剛性を兼ね備えた次世代の複合材として幅広い分野で注目されています。特に、大型部品への展開は輸送機器や産業機械、構造部材において大きな価値を持ちます。しかし、大型CFRTP部品を安定的に成形するためには、高い設備能力と品質保証体制が不可欠です。
河村機械工業所では、最大500mm×500mm級の成形に対応可能な設備を整え、試作から評価まで一貫した体制を構築しています。大型部品成形の特徴と対応体制について紹介します。
【大型成形の設備対応】
河村機械工業所の設備は、最大加圧200tのプレス能力を持ち、成形温度は約400℃まで対応可能です。最大金型サイズは1200×1500mmと大型であり、製品サイズはおよそ500mm×500mm程度を目安に成形することができます。これにより、従来の小型部品にとどまらず、大型パネルやカバーといった部品の試作・量産に対応可能です。
【成形材料と中間材の選択】
使用可能な樹脂はPP、PA6、PA66などの一般的な熱可塑性樹脂に加え、PLAやPA11といった植物由来樹脂まで幅広く対応しています。中間材はプリプレグ、不織布、チョップド材、UDテープなどに対応しており、大型部品においても設計要件やコストに応じた最適な組み合わせを選定できます。樹脂と繊維の配向設計を工夫することで、大型部品でも剛性を維持しながら軽量化を実現可能です。
【成形条件と検証】
大型部品では、冷却プロセスや成形圧力の均一性が品質に直結します。河村機械工業所では、ヒートアンドクールとコールドプレスの両方式を用い、製品形状や外観要求、ロット数に応じて条件を最適化しています。特に、大型部品は厚みやリブ形状によって冷却時間が変化するため、適切な条件設定が不可欠です。A4相当の平板金型を活用して温度・圧力・冷却条件を段階的に検証し、最終的に実形状へ展開するプロセスを採用しています。
【検査と品質保証】
成形後の品質確認には、社内だけでなく外部の研究機関の力も借ります。これにより、500mm級の大型部品でも寸法精度や外観品質を保証可能です。特にボイドや樹脂だまりなど製品内部の確認は大型部品において重要な評価項目です。社内での切削やコーティングは未対応ですが、協力会社と連携することで二次加工や最終組立までを含めた品質保証体制を構築しています。
【用途展開の可能性】
500mm級の大型CFRTP部品は、軽量パネル、カバー、構造部品など幅広い用途に展開可能です。写真のモーターケースのように金属では重量が課題となる部品をCFRTPに置き換えることで、軽量化による燃費改善や作業効率向上に寄与します。また、PLAやPA11などの植物由来樹脂と組み合わせることで、環境対応型製品としての差別化も図れます。
【まとめ】
CFRTPの大型部品成形は、設備能力と品質保証体制の両立が必要不可欠です。河村機械工業所は、200tプレス、最大1200×1500mmの金型対応、500mm級製品成形を実現できる設備体制を備えています。さらに、検査設備や協力会社・機関との連携を通じて、大型部品開発における信頼性を確保しています。大型CFRTP部品の開発を検討する際には、有力なパートナーとなるでしょう。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

CFRTP(炭素繊維強化熱可塑性プラスチック)は、軽量性、成形性、環境対応を兼ね備えた素材として注目されています。しかし、新素材を開発に取り入れる際には、初期段階から段階的な評価フローを確立することが重要です。
河村機械工業所は、平板試作から実形状トライまで一貫した評価体制を備え、効率的に量産化への道筋を構築していきます。CFRTP評価フローの全体像について紹介します。
【平板試作での条件出し】
開発初期には、A4相当の平板を製作し、そこから試験片を切り出し評価を行います。平板の板厚は0.5~5.0mmの範囲で成形可能で、温度、圧力、冷却条件を比較することができます。この段階では、樹脂の種類(PP、PA6、PEEK、PLA、PA11など)や中間材(プリプレグ、不織布、チョップド材、UDテープ)の組み合わせを試し、適切な条件を抽出します。平板評価によって繊維配向や含浸性、外観品質を確認し、次のステップに進む基礎を築きます。
【単純形状でのトライ】
平板試作の次は、絞りやリブ、抜き形状などを含む単純形状の金型を用いて成形トライを行います。ここでは、流動性や繊維方向による強度変化、抜き勾配やリブ高さの成立性を確認します。また、成形後の寸法精度や外観のばらつきも確認対象となります。この段階で得られた知見は、実形状への展開に大きく役立ちます。
【実形状トライと最終評価】
最終段階では、実際の部品形状を模した金型を用いて成形トライを行います。ここで成形条件を確定させ、量産に向けた準備を進めます。大型部品の場合は金型サイズ1200×1500mm、製品サイズは500×500mmを目安とし、最終的な製品仕様に合わせた条件を整えます。成形後は三次元測定機や画像寸法測定機を用いて寸法精度や外観を確認します。
【検査と二次加工】
成形品の品質保証には、精密な測定と外観検査が不可欠です。河村機械工業所が保有する三次元測定機や画像寸法測定機に加え外部の研究機関を利用することにより信頼性の高い検査を行っています。切削や穴あけなどの二次加工は社内では未対応ですが、協力会社と連携することで対応可能です。これにより、試作から量産までの一連の工程をカバーすることができます。
【量産移行のメリット】
段階的な評価フローを踏むことで、量産移行時のリスクを最小限に抑えることができます。平板試作で基礎条件を確立し、単純形状で成立性を確認、実形状トライで量産条件を確定するプロセスは、効率的かつ確実に量産準備を整える道筋です。これにより、開発期間を短縮し、品質の安定した製品を市場に提供できます。
【まとめ】
CFRTPは、適切な評価フローを経ることで、その特性を最大限に活かすことができます。河村機械工業所は、量産加工を見据えて平板試作から実形状トライ、協力会社との連携による二次加工まで、一貫して支援できる体制を整えています。新素材を活用した製品開発を効率的に進めるために、信頼できる評価体制を持つパートナーは不可欠です。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

軽量化と剛性確保を同時に実現することは、輸送機器や精密部品開発における重要なテーマです。CFRTP(炭素繊維強化熱可塑性プラスチック)は繊維配向を考慮した設計が可能であり、薄肉部品でも十分な剛性を確保できます。さらに、リブ構造を加えることで強度と軽量化のバランスを最適化できます。CFRTPのリブと言うと樹脂のみをリブ立てするケースが多いですが、河村機械工業所では金型内でリブ立てを行うため、繊維を巻き込んでリブが立ち、強度を高まめます。
【薄肉成形の可能性】
CFRTPは加熱で軟化し、冷却で固化する特性を持つため、成形後も再加熱による再成形が可能です。この特性はリサイクルやリユースにも寄与します。薄肉成形に対応可能で、繊維方向を工夫することで強度を保ちながら軽量化が実現できます。
【リブ構造の役割】
リブは部品全体の剛性を高めるために設ける補強構造です。CFRTPではリブ構造と繊維配向設計を組み合わせることで、強度を必要とする方向に応力を集中させることが可能です。
【設備と成形条件】
河村機械工業所の設備は最大加圧200tのプレス機を備え、成形温度は約400℃まで対応可能です。最大金型サイズは1200×1500mmで、製品サイズは500×500mmを目安に成形可能です。
【品質確認と検証体制】
成形後は三次元測定機や画像寸法測定機を用いて寸法精度を評価できます。外部の研究機関のCAE解析を組み合わせることで、リブ高さや抜き勾配といった成形性を事前にシミュレーションし、実機検証との突き合わせを行います。二次加工は協力会社との連携により対応し、組立工程まで含めた総合的な検証体制を整えています。
【まとめ】
CFRTPの薄肉リブ成形は、軽量化と剛性確保を同時に実現できる技術です。河村機械工業所は、設計段階から試作開発における課題解決を支援します。薄肉構造やリブ設計に課題を抱える開発者にとって、有効な選択肢となるでしょう。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
環境配慮型ものづくりへの移行が求められる中、植物由来樹脂とCFRTP(炭素繊維強化熱可塑性プラスチック)の組み合わせは、持続可能な製品開発を可能にする新しい選択肢です。
河村機械工業所では、PLAやPA11、ヘミセルロースなどの植物由来樹脂を母材としたCFRTP成形に取り組み、環境対応と機能性の両立を実現しています。植物由来樹脂を用いた成形の特長と同社の対応体制について紹介します。
【植物由来樹脂の種類と特徴】
・PLA(ポリ乳酸):トウモロコシなどを原料とするバイオプラスチック。成形性が高く、環境配慮型用途に適する。
・PA11(ポリアミド11):ヒマシ油由来の樹脂。耐久性や柔軟性を持ち、工業部品にも利用可能。
・ヘミセルロース:植物の細胞壁を構成する成分の一つで、セルロースとともに植物の構造を支える不溶性の多糖類。様々な用途への使用が期待されている。
これらの樹脂をCFRTPに適用することで、従来の石油由来樹脂を使用した製品と比べ、カーボンニュートラルの実現に貢献できます。
【設備と成形範囲】
最大加圧200tのプレス機により、成形温度は約400℃まで対応可能です。最大金型サイズは1200×1500mmで、製品サイズは500×500mmを目安にしています。A4相当の平板金型による試作品を用いて比較検証を行い、植物由来樹脂の特性を評価しています。
【環境対応の取り組み】
植物由来樹脂を用いるだけでなく、使用済み材料の粉砕再利用や端材の再成形にも取り組みました。これにより、廃棄物削減と循環型ものづくりを推進しています。こうした取り組みにより、製品開発段階から環境配慮を織り込んだ設計が可能です。
【評価と検査体制】
成形後は三次元測定機や画像寸法測定機を用い、寸法精度の確認が可能です。樹脂ごとの成形条件や冷却プロファイルを比較し、最適な条件を抽出することで品質の安定化を図っています。二次加工は社内未対応ですが、協力会社と連携することで切削や組立まで対応可能です。
【まとめ】
植物由来樹脂によるCFRTPの組み合わせは、環境配慮と機能性を同時に実現できる技術です。河村機械工業所は、試作から評価、協力会社との連携による二次加工までを通じて、環境対応型製品開発を支援しています。持続可能な製品開発を目指す設計者にとって、強力なパートナーとなるでしょう。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4【コンポジットに対応】
花園工場:埼玉県深谷市北根10【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
複合材成形では、プリプレグやプリフォームなど複数の層を重ねる工程が多く、素材の量や厚みによっては金型から材料がはみ出したり、飛び出したりすることがあります。その結果、圧力のかかり方が不均一になり、思い通りの形状が得られないケースも少なくありません。このような問題を防ぐ手法として有効なのが、賦形型を用いた成形プロセスです。
【賦形型とは】
賦形型とは、最終金型での成形に入る前に、材料をあらかじめ大まかな形に圧縮・成形するための中間工程用の型を指します。積層した材料が一度に最終金型へ収まりきらない場合、まず賦形型で圧力をかけながら中間製品(プリフォーム形状)を作成します。この中間製品を後工程で正規の金型にセットしてプレスすることで、材料の流動が安定し、最終製品の形状がきれいに仕上がります。
【賦形型を使うメリット】
一見すると工程が一つ増えるように見えますが、賦形型を使うことで材料ロスを大幅に減らせるという利点があります。金型内での材料の偏りやはみ出しを防ぐため、歩留まりが向上し、製品品質の安定にもつながります。さらに、素材の積層状態を最適化できるため、製品強度や寸法精度の面でも効果的です。結果として、工程数が増えても全体的な生産効率やコストパフォーマンスは向上するケースが多く見られます。
【チョップド材成形への応用】
賦形型は、チョップド材を用いた成形にも応用できます。チョップド材とは、短く裁断された繊維をランダムに混合した材料で、複雑形状や小型部品の成形に適しています。しかし、そのまま成形型に詰めると繊維の偏りが起きやすく、作業も煩雑です。そこで、あらかじめ賦形型を用いてチョップド材を圧縮・成形し、ビレット(中間製品)として準備します。その後、ビレットを成形型に入れて最終成形を行うことで、作業効率が向上し、製品の均質性も高まります。
ピンセットなどで細かい部分にチョップド材を詰める手作業に比べて、中間製品を用いる方法はスピーディーかつ再現性が高いことが特徴です。特に量産工程では、ビレット成形を組み合わせることで安定した生産サイクルが確立でき、生産性の大幅な向上が期待できます。
【コスト面での効果】
賦形型やビレット型を新たに製作するには一定の手間とコストがかかります。しかし、長期的に見れば、材料ロスの削減や工程短縮によるコストダウン効果のほうが大きい場合が多くあります。特に複合材のように高価な材料を扱う場合、無駄を最小限に抑えることは経済的な意味でも大きな価値があります。さらに、製品品質の安定化によって検査・修正コストも削減できるため、トータルでは「低コストで高品質なものづくり」を実現できる手法といえます。
【まとめ】
賦形型の導入は、単なる工程の追加ではなく、成形品質の向上・材料歩留まりの改善・生産性向上といった多くの効果をもたらします。特に複雑形状部品やチョップド材成形など、素材の流動や充填が難しい分野においては、非常に有効な手法です。初期コストを要するものの、長期的には高い生産効率と低コスト化を両立できる技術として注目されています。成形の安定化や品質向上を目指す現場では、賦形型を活用したプロセス検討が有力な選択肢となります。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

CFRTP(炭素繊維強化熱可塑性プラスチック)を用いたパイプ製造は、軽量かつ高強度という特徴を持ちながら、量産性にも優れた加工方法として注目されています。今回紹介する手法は、組紐状のCFRTPプリフォームを活用し、プレス成形とエア注入を組み合わせた工程によって効率的にパイプ形状へ成形するものです。この工法は従来のCFRPパイプ製造と比べ大幅に時間短縮が可能であり、コスト面でも有利な手法として提案できます。
【CFRTPパイプ成形の概要】
CFRTPは熱可塑性樹脂を基材とするため、加熱による軟化と冷却による硬化を繰り返せる点が特徴です。これにより、プレス機での加工が可能となり、短時間で形状を付与できます。今回の成形では組紐状のプリフォームを採用し、チューブ状に巻き付ける工程からスタートします。組紐特有の柔軟性と繊維方向の自由度を活かし、巻き付けた状態で必要な強度を確保しながら均一なパイプ構造をつくることができます。
【成形工程の流れ】
工程は主に四つのステップで構成されています。
①組紐状CFRTPプリフォームをチューブに巻く
柔軟性のある組紐状プリフォームを下地となるチューブに丁寧に巻き付けます。繊維の配置によって強度方向が変わるため、巻き方によりパイプの剛性を調整できます。
②金型でプレスして形状を付与する
成形したいパイプ形状に合わせた金型にセットし、加熱プレスを行います。熱可塑性樹脂が軟化することで繊維が金型形状にしっかり密着し、外形が正確に決まります。
③空気を注入する
プレス成形後、内部に空気を注入することで、内側からも圧力を加えて形状を安定させます。これにより均一な内径が確保され、パイプとしての剛性と形状精度が高まります。
④冷却して固化させる
最終工程では金型にセットしたまま冷却します。熱可塑性樹脂が冷却固化することで、強度と形状が確定し、軽量かつ高剛性のCFRTPパイプが完成します。
【従来手法との比較】
一般的に炭素繊維のパイプはCFRP(炭素繊維強化熱硬化性プラスチック)によって作られることが多く、マンドレルにプリプレグを巻いてオートクレーブで加熱硬化する工程が一般的です。この手法は高品質なパイプを得られる反面、加熱・硬化に時間がかかり、生産効率が低いという課題があります。
一方、今回紹介するCFRTPパイプ成形は、熱可塑性樹脂の特性を活かして短時間での成形が可能です。プレス機を使用するため成形スピードが速く、一定サイズの製品であれば連続的に加工できる点が大きなメリットです。生産性が高いということは、結果として製造コストの削減にも直結します。
【パイプ成形技術の活用可能性】
CFRTPパイプは軽量で衝撃に強く、さらに加工スピードが速いという特長を備えているため、多様な用途への展開が期待できます。機械部品やスポーツ用品、さらには軽量化が求められる輸送機器関連にも適しています。組紐状プリフォームを利用することで、従来のCFRPパイプでは難しかった柔軟な繊維配置が可能となり、用途に合わせた特性設計が行える点も魅力です。
【まとめ】
組紐状のCFRTPプリフォームを巻き付け、プレス成形と空気注入を組み合わせた製造方法は、短時間かつ高効率で軽量・高強度のパイプを作ることができます。プレス機を活用した加工は生産性が高く、従来のオートクレーブ成形と比較してコスト削減にもつながります。サイズに制限はありますが、一定の大きさであればスピーディーに成形できるため、試作から小ロット生産まで幅広く対応できる方法として有効です。
今回のCFRTPパイプ成形に興味があれば、ぜひ検討してみてください。軽量化、強度向上、コスト削減が求められる部品設計に適した技術として提案できます。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4【コンポジットに対応】
花園工場:埼玉県深谷市北根10【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
関連URL: https://www.kawamura-kikai.co.jp

河村機械工業所は2025年12月3日から5日東京ビッグサイトで
開催の先端材料技術展(SAMPE JAPAN)に出展いたしました。
弊社ブースへお立ち寄りいただきました多くの皆様へ、心より御礼申し上げます。
会場では、炭素繊維強化熱可塑性プラスチックを中心としたコンポジット製品や、金属プレス加工品の試作品をご覧いただきました。
当日は限られたお時間の中でのご案内となりましたため、
ご説明が十分に行き届かなかった点もあったかと存じます。
ご不明点やご検討中の内容などがございましたら、どうぞお気軽にご相談ください。
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所
https://www.kawamura-kikai.co.jp
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
以下は展示についての事前にご案内したものとなります。
「先端材料」をテーマとした展示会のため、
当社ブース以外にも画期的なリサイクル技術や新素材、
多彩な加工技術など、貴社のビジネスヒントとなる最新トレンド
を一度にご確認いただけます。
【当社ブースの見どころ】
・CFRTPを用いた軽量・高剛性コンポジット製品の試作品展示
・金属プレス加工の加工事例のご紹介
・試作〜量産立ち上げまでのサポート体制のご相談
【開催概要】
・展示会名:先端材料技術展(SAMPE JAPAN)
・日程:2025年12月3日(水)~5日(金)
・会場:東京ビッグサイト
・小間番号:S-49
CHC(コンポジット ハイウェー コンソーシアム)共同ブース内
同時開催展として、、、
高精度/難加工技術展・表面改質展・洗浄総合展・VACUUM真空展・
スマートファクトリーJAPAN・国際ロボット展も予定されており、
製造・生産技術に関わる最新情報を幅広くご覧いただけます。
このメールをご覧の皆さまのビジネスにも
何かしら重なるところがあると思いますので、ぜひお立ち寄りください。
お待ちしております。
\\事前のご登録で入場が無料!!//
詳細は下記をご覧ください!
https://autumnfair.nikkan.co.jp/?gad_source=1&gad_campaignid=23251494121&gclid=CjwKCAiA8vXIBhAtEiwAf3B-g6TIYdd0WPyt-fUvfxqi4aWgwsPYAZba9Z5tVDt5on0NUnguIEWxWBoC2jsQAvD_BwE
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

【展示会出展の背景】
河村機械工業所は、東京ビッグサイトで開催された先端材料技術展SAMPE JAPANに出展しました。本展示会は「先端材料」をテーマに、複合材料や新素材、加工技術、環境対応技術などが一堂に会する専門性の高い展示会です。会期中は、設計・開発、製造技術、研究分野の来場者を中心に、多くの関心が寄せられました。
【会場で注目されたCFRTP成形技術】
展示ブースでは、炭素繊維強化熱可塑性プラスチック(CFRTP)を用いたコンポジット製品の試作品を中心に紹介しました。CFRTPは、軽量性と高剛性を両立できる点に加え、再加熱による再成形やリサイクルが可能な材料として注目されています。環境配慮と量産性を両立できる点が評価され、具体的な用途を想定した相談が多く寄せられました。
【試作を通じて伝えた実用性】
展示では、CFRTP成形品を単なる素材サンプルではなく、実際の製品形状を想定した試作品として提示しました。これにより、設計段階での課題や、金属部品からの置き換え検討、強度や外観に関する具体的な質問につながりました。試作から量産立ち上げまでを見据えた成形技術として、現実的な選択肢である点が理解されやすい展示内容となりました。
【成形方法と材料選定への関心】
会場では、ホットプレスおよびコールドプレスに対応した成形方法の違いや、用途に応じた材料選定の考え方についても説明を行いました。製品に求められる耐熱性、外観、コスト、軽量化といった条件に応じて、樹脂や中間材を選定できる点に関心が集まり、設計初期段階からの相談ニーズが多く見られました。
【金属プレス加工との比較検討】
長年の金属プレス加工実績を背景に、金属部品とCFRTP成形品の使い分けや、軽量化を目的とした材料変更についての意見交換も行われました。金属加工と比較した際の特長や注意点を整理した説明により、構想検討中の案件における選択肢の一つとしてCFRTP成形を捉える来場者が増えたことが印象的でした。
【展示会を通じて得られた手応え】
SAMPE JAPANへの出展を通じて、CFRTP成形技術が研究段階から実用・量産検討のフェーズへと進んでいることを強く実感しました。軽量化や環境対応といった社会的要請を背景に、具体的な製品開発につながる相談が増えている点は、今後の技術提案において重要な示唆となっています。
【今後の取り組み】
展示会で寄せられた要望や課題を踏まえ、今後はより実製品に近い形での試作提案や、用途別の成形技術提案を進めていく予定です。設計段階での材料検討から試作、量産立ち上げまで、現場目線での技術支援を通じて、CFRTP成形の実用化を支えていきます。
サーキュラーエコノミーへの意識が年々高まる中、炭素繊維複合材の分野でも「リサイクルカーボン」を活用した材料や成形技術への関心が急速に高まっています。特に、これまで廃棄されることの多かった炭素繊維を再利用し、環境負荷を低減しながら新たな製品価値を生み出す取り組みは、多くの業界で注目されています。
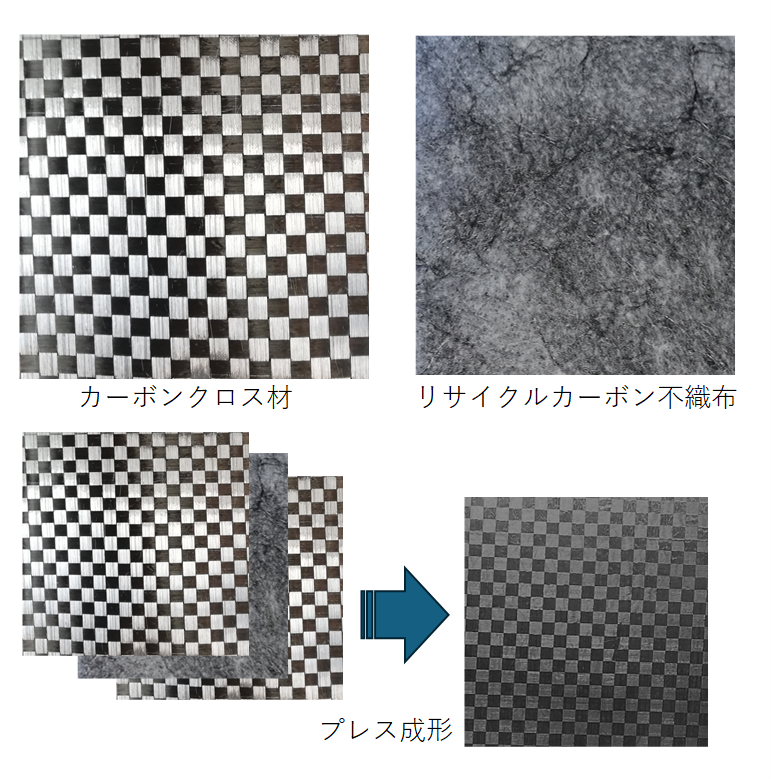
リサイクルカーボンは、その繊維長や性状の特性から、不織布形態の中間材として利用されるケースが多く見られます。不織布は繊維配向の自由度が高く、比較的安定した品質で供給しやすいため、プレス成形との相性が良い材料です。この不織布材を必要な枚数だけ積層し、加熱・加圧することで、板材や成形品として加工することが可能です。
意匠性を特に求めない用途の場合、不織布材のみを積層してプレス成形する方法は、材料構成がシンプルでコスト面でも有利です。一方で、不織布由来の成形品は、表層が炭素繊維特有のマットな黒色となり、外観としては均一ではあるものの、装飾性や高級感を求める用途にはやや不向きな場合があります。
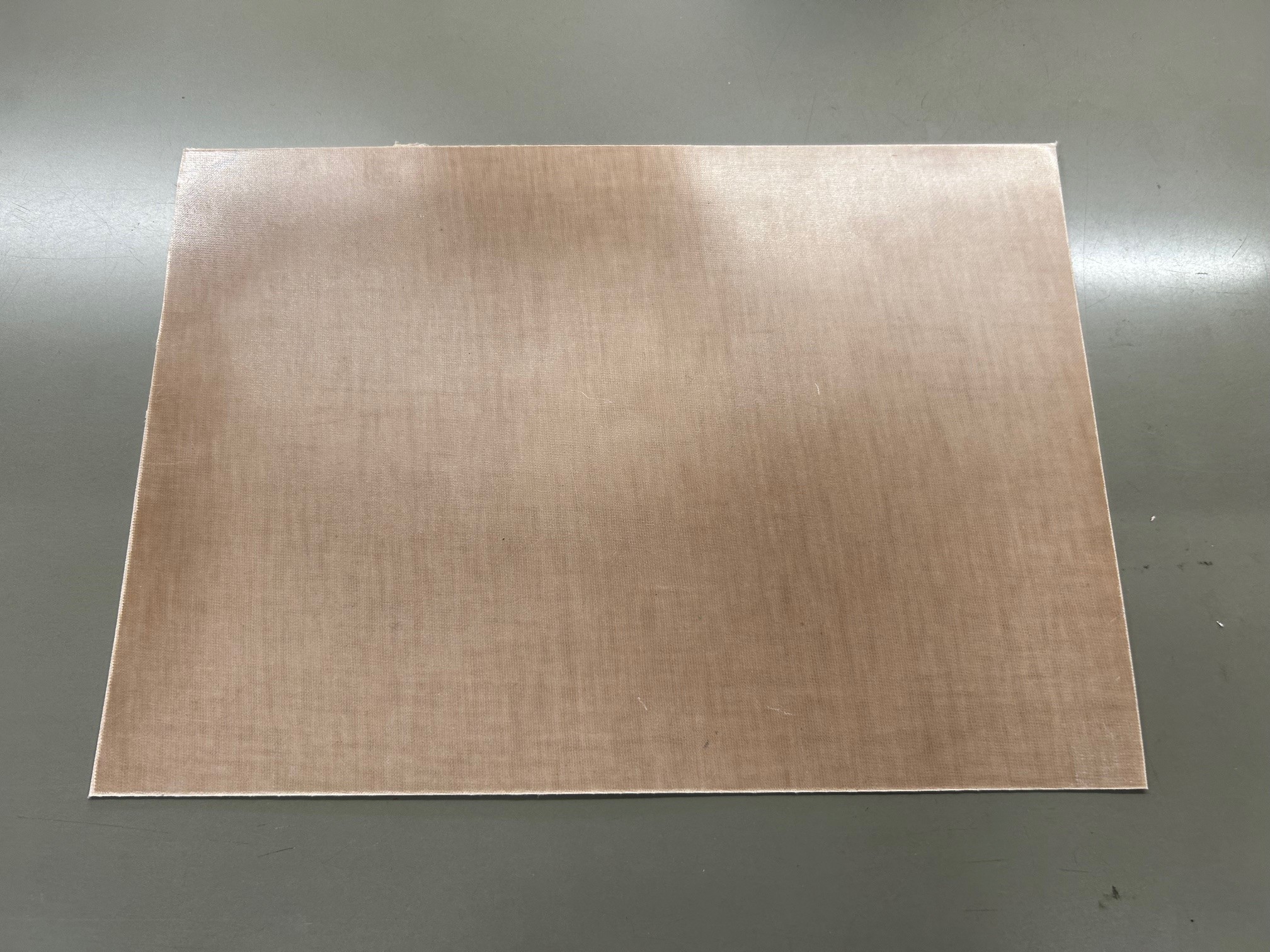
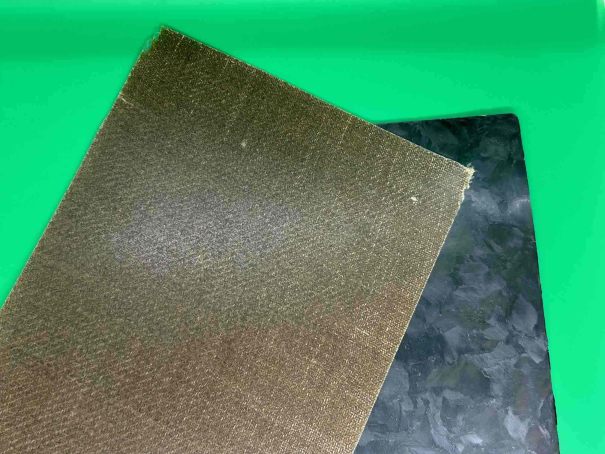
そこで意匠性と機械的特性の両立を図る手法として有効なのが、不織布材をクロス材でサンドイッチする構成です。不織布材と同じマトリックス樹脂を使用したクロス材を表裏に配置することで、表面には織物由来の意匠性を持たせつつ、内部には不織布による等方的な補強効果を持たせることができます。この構成により、外観品質の向上だけでなく、曲げ剛性や耐久性の改善も期待できます。
実際に、PA6樹脂をマトリックスとしたリサイクルカーボン不織布材をコア材とし、同じPA6樹脂を用いたカーボンクロス材でサンドした構成で板材の成形を行いました。同一樹脂系で構成することで層間のなじみが良く、成形後の一体感にも優れた結果が得られています。リサイクル材を活用しながらも、用途次第では意匠性と性能を両立できる点は、大きなメリットといえます。
リサイクルカーボン不織布のプレス成形は、環境対応と製品性能のバランスを取りながら、新たな設計の選択肢を広げる技術です。用途や要求性能に応じて、材料構成や積層設計を工夫することで、幅広い分野への応用が可能になります。試作や材料評価の段階から相談することで、最適な成形方法や構成提案につなげることができます。
リサイクルカーボン不織布を用いた成形や試作段階での検討など、具体的なニーズがありましたらお気軽にご相談ください。用途や目的に応じた成形方法の提案から試作対応・量産加工までお手伝いします。
金属プレス加工で重要なのは、精度・安定供給・相談しやすさです。
絞り・曲げ・抜きなどの加工だけでなく、金型・溶接・組立・表面処理までまとめて任せられるかで、手間も品質も大きく変わります。
「どこに頼めばいいか分からない」
「工程が分かれて管理が大変」
そんな悩みを減らすために、ワンストップ対応が選ばれています。
________________________________________
よくあるお困りごと
・加工ごとに業者が分かれ、管理が煩雑
・工法の選び方が分からず、コストや品質に不安
・試作は良かったが、量産で品質が安定しない
これらは、加工と後工程を別々に発注することで起きやすい問題です。
________________________________________
金属プレス加工とは
金属板を金型で押して成形する加工方法です。
絞り・曲げ・抜きなどを組み合わせることで、さまざまな形状の部品を製作できます。
量産に向いており、同じ品質の部品を安定して供給できるのが特長です。
________________________________________
ワンストップ対応の強み
・金型設計・製作からプレス加工まで社内対応
・単発、トランスファーなど製品に合った工法を選定
・溶接、カシメ、組立、表面処理までまとめて対応
加工後の工程も含めて任せられるため、
発注・調整・品質管理の手間を大幅に減らせます。
________________________________________
対応分野
・自動車、トラック部品
・鉄道関連部品
・装飾金物、意匠部品
・住宅設備、建材部品
精度と再現性が求められる部品に対応しています。
________________________________________
一括依頼するメリット
・窓口が一本化できる
・品質のばらつきを抑えられる
・手戻りや納期トラブルを防げる
・量産まで安心して任せられる
________________________________________
まずは相談から
図面が固まっていなくても問題ありません。
加工方法や工程の整理から相談できます。
試作から量産まで、無理のない進め方を一緒に考えます。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4【コンポジットに対応】
花園工場:埼玉県深谷市北根10【金属プレスに対応】
URL:https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
なお弊社はコンポジット事業も展開しています。
コンポジット事業のURLはこちら https://www.kawamura-kikai.co.jp/composite/

河村機械工業所コンポジット事業部では、熱可塑性樹脂を用いたコンポジットを開発対象としています。
【CFRTPの成形方法】
CFRTPの代表的な成形方法には、ホットプレスとコールドプレスがあります。
・ホットプレス:金型を加熱して成形する方法。多様な中間材に対応し、外観品質を高めやすい。
・コールドプレス:素材を別工程で予備加熱し、冷えた金型で成形する方法。サイクルタイムが短く、深い形状に対応可能。
製品の外観要求や形状、タクトタイムの条件に応じて工法を使い分けることが重要です。
【プレス成形の基本と熱制御の重要性】
プレス成形は、圧力を加えて材料を所定の形状に変形させる加工法ですが、複合材の成形においては「温度制御」が極めて重要です。中でも、ホットプレスとコールドプレスは、成形条件と目的に応じて使い分けられます。
特に熱可塑性樹脂を用いたコンポジットでは、加熱による柔軟性と冷却による硬化をコントロールすることが、製品精度や量産性に大きく影響します。
【ホットプレス成形の特徴】
ホットプレスは、金型を加熱した状態で成形を行う方式です。材料を加熱することで樹脂が溶融し、繊維と密着した一体構造を形成します。
主な特長は以下の通りです。
・プリプレグや不織布の成形に適している
・発泡構造や偏肉形状など複雑形状にも対応可能
・弊社では400℃以上の加熱制御が可能でPEEKなど高機能樹脂にも対応
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所コンポジット事業
https://www.kawamura-kikai.co.jp/composite/
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所では以下のような専用設備を保有し、ホットプレス、コールドプレス両方に対応しています。
・200tホットプレス機(最大金型サイズ:1200×1500mm)
・PEEK対応ヒーター搭載
・ヒート&クール温度制御ユニット(400℃超)
動画では、ホットプレス加工の工程をお見せしています。
工程
・金型の上に材料を乗せて金型上型が下降
・数分間の冷却後、金型上型が上昇
・製品は素手ですぐに触ることができます
河村機械工業所本社では、上記工程を実際に見学していただくことも可能です。
まずはお問い合わせのうえお越しください。
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
URL: https://www.kawamura-kikai.co.jp
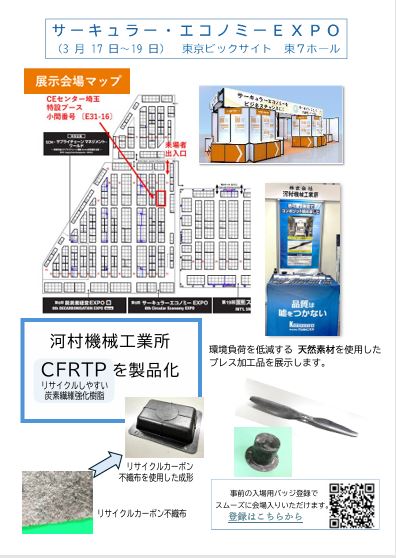
このたび河村機械工業所は2026年3月17日から19日東京ビッグサイトで
開催のサーキュラー・エコノミーEXPOに出展いたしました。
弊社ブースへお立ち寄りいただきました多くの皆様へ、心より御礼申し上げます。
当日は限られたお時間の中でのご案内となりましたため、
ご説明が十分に行き届かなかった点もあったかと存じます。
ご不明点やご検討中の内容などがございましたら、どうぞお気軽にご相談ください。
また、具体的な仕様や数量、用途に応じたご提案も可能でございます。
設計段階でのご相談や試作対応についても承っておりますので、
必要に応じてお申し付けいただけますと幸いです。
弊社コンポジット事業
https://www.kawamura-kikai.co.jp/composite/
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
会場では、環境負荷を低減する天然素材を使用したプレス加工品を展示
炭素繊維強化熱可塑性プラスチックを中心としたコンポジット製品や、
金属プレス加工品などをご覧いただきました。
以下は展示についての事前にご案内したものとなります。
【当社ブースの見どころ】
・リサイクルカーボン不織布などのCFRTPを用いた軽量・高剛性コンポジット製品の試作品展示
・金属プレス加工の加工事例のご紹介
・試作〜量産立ち上げまでのサポート体制のご相談
【開催概要】
・展示会名: サーキュラー・エコノミーEXPO
・日程:2026年3月17日(火)~19日(木)
・会場:東京ビッグサイト 東7ホール
・小間番号:E31-16
CEセンター埼玉 特設ブース内
このメールをご覧の皆さまのビジネスにも
何かしら重なるところがあると思いますので、ぜひお立ち寄りください。
お待ちしております。
展示会場ご案内図は関連ページURLからご確認ください
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4 【コンポジットに対応】
花園工場:埼玉県深谷市北根10 【金属プレスに対応】
URL: https://www.kawamura-kikai.co.jp
お問い合わせフォーム:https://www.kawamura-kikai.co.jp/contact/
※お問い合わせの際は「エミダスを見た」とお伝えください。

このたび河村機械工業所は2026年4月15日から17日インテックス大阪で
開催の金属プレス加工技術展に出展いたしました。
弊社ブースへお立ち寄りいただきました多くの皆様へ、心より御礼申し上げます。
当日は限られたお時間の中でのご案内となりましたため、
ご説明が十分に行き届かなかった点もあったかと存じます。
ご不明点やご検討中の内容などがございましたら、どうぞお気軽にご相談ください。
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所
https://www.kawamura-kikai.co.jp
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
以下は展示についての事前にご案内したものとなります。
弊社は、金属プレス加工の「試作から量産まで」を一括対応。
金型設計・製作、プレス加工、溶接、組立、切削、メッキ加工、表面処理まで
ワンストップで対応し、工程分散による手間や品質ばらつきを解消します。
絞り・曲げ・抜きなどの加工技術と最適工法提案で、安定品質とコスト改善を実現します。
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所
https://www.kawamura-kikai.co.jp
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
会場では、
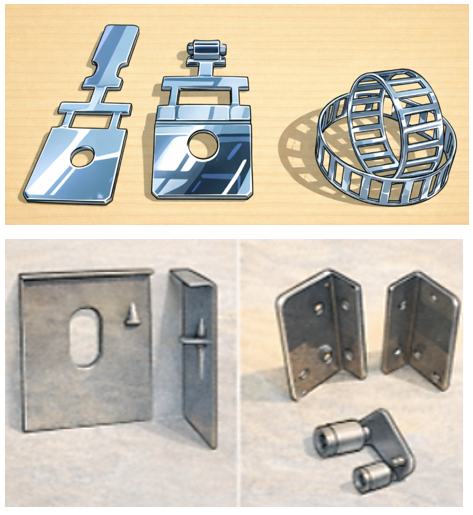
自動車・産業機械向け金属プレス部品、絞り加工部品、精密曲げ・抜き加工部品
を主に展示いたします。
また、炭素繊維強化熱可塑性樹脂(CFRTP)や、
ガラス繊維強化熱可塑性樹脂(GFRTP)などのコンポジット製品のサンプルも展示。
全日程でコンポジット担当者も説明員として出席しているので、
お困りごとや相談ごとがございましたら、ぜひご来展ください。
展示会名:INTERMOLD/金型展/金属プレス加工技術展
https://www.intermold.jp/top/
日時:2026年4月15日(水)~17日(金) 3日間 10:00~17:00
会場:インテックス大阪(〒559-0034 大阪市住之江区南港北1-5-102)
小間NO: 6B-231-28
事前来場登録はこちら
https://www.intermold.jp/visitor/
弊社HPはこちら
https://www.kawamura-kikai.co.jp/
大きな展示会のため、皆さまのビジネスにも貢献できる情報があると思います。
ぜひお立ち寄りください。お待ちしております。
【お問い合わせ先】
株式会社 河村機械工業所
本社:東京都板橋区清水町2-4
花園工場:埼玉県深谷市北根10
河村機械工業所は4月に開催されたINTERMOLD/金型展/金属プレス加工技術展の
大阪での開催出展につづき、名古屋での開催にも出展いたしました。
弊社ブースへお立ち寄りいただきました多くの皆様へ、心より御礼申し上げます。
当日は限られたお時間の中でのご案内となりましたため、
ご説明が十分に行き届かなかった点もあったかと存じます。
ご不明点やご検討中の内容などがございましたら、どうぞお気軽にご相談ください。
また、具体的な仕様や数量、用途に応じたご提案も可能でございます。
設計段階でのご相談や試作対応についても承っておりますので、
必要に応じてお申し付けいただけますと幸いです。
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所
https://www.kawamura-kikai.co.jp
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
以下は展示についての事前にご案内したものとなります。
<INTERMOLD/金型展/金属プレス加工技術展2026 名古屋開催>
■日時:2026年5月20日 (水)~22日(金) 3日間 10:00~17:00
■場所:ポートメッセなごや (〒455-0848 名古屋市港区金城ふ頭2-2)
■小間番号: 1-131-37
■URL:https://www.intermold.jp/nagoya/
■事前来場登録:https://www.intermold.jp/nagoya/visitor/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所
https://www.kawamura-kikai.co.jp
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
自動車・産業機械向け金属プレス部品、絞り加工部品、精密曲げ・抜き加工部品
を主に展示いたします。
また、炭素繊維強化熱可塑性樹脂(CFRTP)や、
ガラス繊維強化熱可塑性樹脂(GFRTP)などのコンポジット製品のサンプルも展示。
全日程でコンポジット担当者も説明員として出席しているので、
お困りごとや相談ごとがございましたら、ぜひご来展ください。
ご来場お待ちしております。

河村機械工業所では、
300t順送プレス機を導入、厚板・高強度の順送量産体制を強化しました。
「厚板になると工程数が増える」
「品質が安定しない」
「コストが下がらない」
「量産対応できる加工先が少ない」
このような課題に対し、
順送化による工程集約・品質安定・加工バラツキ低減・総コスト低減をご提案します。
単発加工から順送化への切替、溶接レス化、VA/VE提案にも対応。
厚板部品の量産化・安定供給でお困りの際はぜひご相談ください。
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/
河村機械工業所
https://www.kawamura-kikai.co.jp
お問い合わせはこちらから
https://www.kawamura-kikai.co.jp/contact/
_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/_/



