Language: 日本語 | English
Language: 日本語 | English

本製品は、SUS304(オーステナイト系ステンレス鋼)を母材とし、板厚0.8mmの薄板材から複数のプレス工程を経て成形された丸絞り加工品です。SUS304は耐食性・加工性に優れた材料であり、特に精密部品や流体制御機器において広く採用されています。
本製品は、電磁弁(ソレノイドバルブ)の構成部品として使用され、流体の制御精度や耐久性に直結する重要な役割を担っています。
製造には、高精度金型を用いたプレス成形工法が採用されており、複数の工程が段階的に行われます。
これらの工程は、絞り比や材料流動性、スプリングバック(反り戻り)などの成形挙動を考慮した金型設計に基づいて実施され、寸法精度と形状安定性を高いレベルで確保しています。
【公差】
・真円度:0.03mm
・同心度:0.03mm
・平行度:0.03mm
・直角度:0.03mm
・口元段差あり、口元R0.5
・バリ0.03m

本製品は、SUS304(オーステナイト系ステンレス鋼)を母材とし、板厚0.5mmの薄板材から複数のプレス工程を経て成形された角絞り加工品です。
形状は30mm×30mm×高さ20mmの立方体に近い構造を持ち、側面および上面に抜き加工が施された精密部品であり、電磁弁(ソレノイドバルブ)の構成要素として使用されます。
製造には、高精度金型を用いたプレス成形工法が採用されており、複数の工程が段階的に行われます。
角絞り加工は、丸絞りに比べて材料流動性の制御が難しく、特に角部での板厚変化や応力集中が発生しやすいため、CAE解析による成形シミュレーションや金型の多段設計が不可欠です。
【公差】
・平面度:0.03mm
・R0.5mm
・ バリ0.03mm
これらの寸法・形状精度は、三次元測定機(CMM)や画像寸法測定装置を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。

本製品は、C1100(純銅材)を母材とし、板厚1.6mmの素材から複数のプレス工程を経て成形された精密鍛造部品です。
形状は9mm×9mm×高さ4mmのコンパクトな立体構造で、外壁部を極限まで薄肉化しつつ、中心部に凸形状を形成するという高度な成形技術が求められる製品です。
主にEV(電気自動車)用ヘッドライトユニットの内部構成部品として使用され、放熱性・導電性・寸法安定性が重要視される機能部品です。
【公差】
・平面度:0.03mm
・外壁厚み:0.05mm
・バリ管理:0.03mm
これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。

本製品は、SUS304(オーステナイト系ステンレス鋼)を母材とし、板厚2.0mmの冷間圧延材から複数のプレス工程を経て製作された丸絞り成形品です。
形状は外径φ24mm、高さ35mmの円筒形状で構成されており、側面および上面に抜き加工が施された構造を有しています。
主に電磁弁(ソレノイドバルブ)の構成部品として使用され、流体制御における精密な動作と耐久性が求められる重要な機能部品です。
SUS304は、耐食性・加工性・溶接性に優れたステンレス鋼であり、電磁弁のような流体制御機器においては、長期耐久性と寸法安定性が求められるため、最適な選定となっています。板厚2.0mmという中厚材を使用することで、剛性と耐圧性のバランスを確保しつつ、成形性にも配慮した設計が可能です。
【公差】
・平面度:0.03mm
・直角度:0.03mm
・R0.15mm
・バリ0.05mm
これらの寸法・形状精度は、三次元測定機(CMM)や画像寸法測定装置を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
和田美羽
📩mwada@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
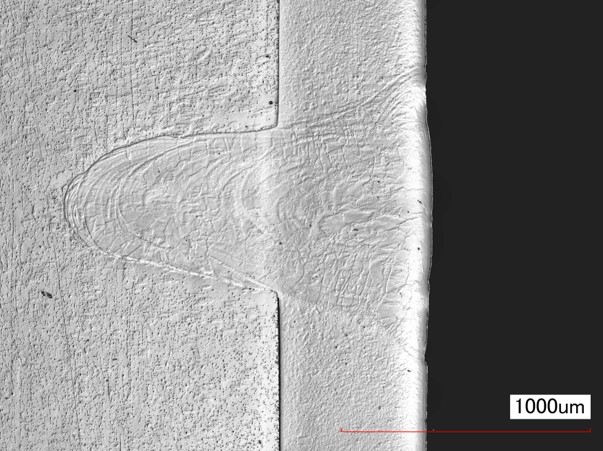
本製品の接合工程においては、ファイバーレーザー溶接機を使用し、部品の周囲全体にわたる全周溶接および必要箇所への点溶接を高精度で実施しております。ファイバーレーザーは、従来のCO₂レーザーやアーク溶接に比べて熱影響が少なく、深溶込みと高いエネルギー密度を実現できるため、母材へのダメージを最小限に抑えつつ、強固で均質な接合が可能です。
溶接後には、接合部の品質を確保するために断面研磨処理を施し、溶接部の内部構造を可視化したうえで、溶接状態の詳細な検査を行っております。
この検査では、特にボイド(空隙)やブローホール(ガスによる孔)の有無や分布状況に着目し、接合強度や密封性に影響を及ぼす可能性のある欠陥の有無を厳密に確認します。
これらの検査は、光学顕微鏡やX線透過装置、さらには必要に応じてSEM(走査型電子顕微鏡)などの高精度分析機器を用いて実施され、溶接品質の定量的評価が可能となっています。
さらに、これらの工程はすべて品質管理プロセスの一環として体系的に管理されており、工程内検査・最終検査・トレーサビリティ管理を通じて、製品の信頼性と一貫性を確保しています。これにより、EVコンプレッサーなどの高性能機器に求められる厳格な品質基準を満たすことが可能となっております。

本製品は、SPCC材(冷間圧延鋼板)を母材とし、板厚3.2mmの素材を使用して製作される精密部品です。両側に凹凸形状を施した張り出し成形が特徴であり、寸法精度に対する要求が非常に厳しい製品となっております。
製造には専用の金型を用いたプレス加工技術を採用しており、安定した形状再現性と
高い生産効率を実現しています。完成品の寸法は、縦80mm、横30mm、厚さ3mmで
構成されており、EV(電気自動車)用コンプレッサーの構成部品として使用されます。
寸法公差に関しては、以下のような高精度な管理が求められます。
🔹 平面度:0.03mm以内
🔹 丸穴の真円度:0.03mm以内
🔹 輪郭度:0.03mm以内
🔹 位置度:0.03mm以内
これらの厳格な精度管理により、製品の機能性と信頼性を確保し、EVコンプレッサーの性能向上に寄与しています。

板材より鍛造プレス金型で成形された加工品です。
金型を用いて、プレス工法で製作を行います。
①材質:A1050 母材板厚:t1.2 用途:自動車用センサー
寸法60mm x 32mm
公差:平面度0.1mm 抜き公差0.1mm
②材質:A1050 母材板厚:t2.0 用途:自動車用センサー
寸法42mm x 30mm
公差:平面度0.1mm 抜き公差0.1mm 両面全面R0.5

本製品は、C1020(低炭素銅材)を母材とし、板厚1.5mmの素材から順送プレス金型を用いて成形された精密加工品です。製造工程では、抜き加工および曲げ加工を組み合わせた連続成形が行われており、寸法精度と形状再現性に優れた構造部品として、IGBT(絶縁ゲート型バイポーラトランジスタ)モジュールの内部構成部品に使用されます。IGBTはインバーター回路の中核を担う電子部品であり、電力制御の安定性と熱管理性能が求められるため、構成部品にも高い導電性・寸法安定性・加工精度が要求されます。
順送型の採用により、高い生産効率と寸法の一貫性が確保されており、量産時のばらつきを最小限に抑えることが可能です。
金型設計においては、クリアランス管理・曲げ半径の最適化・搬送精度の確保が重要な要素となります。
要求精度=0.1mm
成形後の製品には、以下の後処理工程が施されます:
• 焼鈍処理(アニーリング):加工硬化の除去と寸法安定性の向上
• 表面処理:耐食性・導電性・接触抵抗の最適化
これらの後処理は、協力工場にて専門的な設備と管理体制のもとで実施されており、製品の機能性と信頼性をさらに高める役割を果たしています。
処理後には、全数外観検査が行われ、最終製品としての品質保証がなされています。

材質には高硬度・高耐摩耗性を誇る HAP40 を採用し、精度は ±0.03mm を実現。こちらは、抜き型用途に特化した高精度パンチ部品です。
大貫工業所 では、切削加工をはじめとする精密部品加工を得意としており、一品ものの特注部品や少量ロットの加工にも柔軟に対応しております。
「図面はあるけど、どこに頼めばいいかわからない…」「少量だけど高精度が必要…」そんなお悩みをお持ちの方は、ぜひ一度ご相談ください!!
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます。
~他の技術、製品はこちら~
【冷間鍛造】
https://ja.nc-net.or.jp/company/34417/product/detail/263212/
【板鍛造】
https://ja.nc-net.or.jp/company/34417/product/detail/124331/
【角絞り】
https://ja.nc-net.or.jp/company/34417/product/detail/124323/
【絞り】
https://ja.nc-net.or.jp/company/34417/product/detail/124327/
【銅タンシ、バスバー】
https://ja.nc-net.or.jp/company/34417/product/detail/124971/
【レーザー溶接】
https://ja.nc-net.or.jp/company/34417/product/detail/263177/
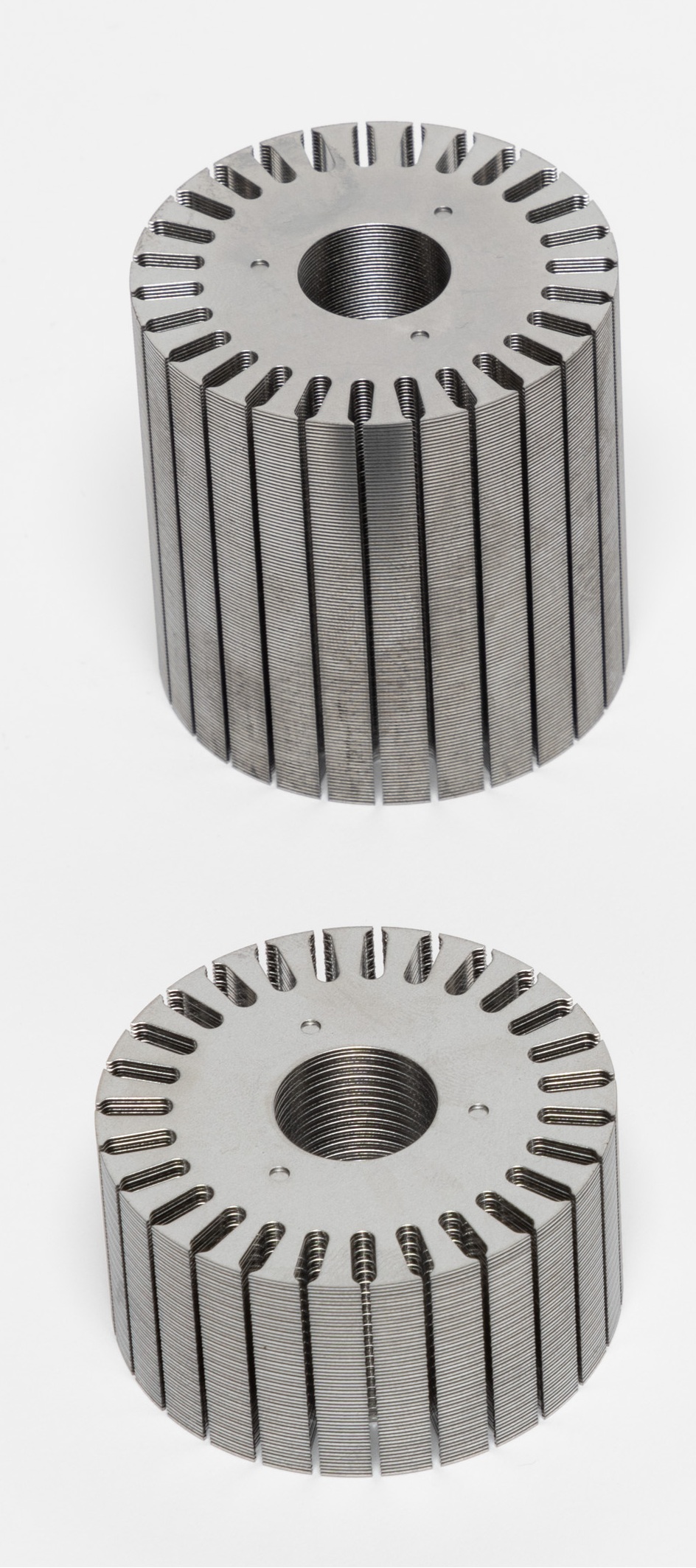
本製品は、母材にSPCCを使用し、
板厚0.5mmの鋼材を金型内で積層カシメ加工したコア部品です。
【形状】:φ52.8mm、高さ55mmの円柱形状で構成
【使用用途】:車用モーター
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
和田美羽
📩mwada@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

本製品は、母材に35H300を使用し、板厚0.35のブランクを手作業で積層後、レーザーで溶接した部品です。
【寸法】:φ105mmの円形
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
和田美羽
📩mwada@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

本製品は、板厚1.2mmのSPCC鋼材を使用しております。
プレスの工程中でローレットアヤ目加工を施しております。
【形状】:φ10 x 5
【公差】:±0.1
【プレス加工後工程】 : バレル → Znめっき
【使用用途】 : 樹脂のインサート
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
和田美羽
📩mwada@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
弊社では、レーザー溶接機を3台所有しております(^▽^)
レーザー溶接加工でお困りのお客様がいらっしゃいましたら、お気軽にご連絡ください!!
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
大角拓也
📩infoh@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

本製品は、板厚1.0mmのA5052を使用しております。
平面度基準値:0.25+0/-0.25以内
平行度基準値:0.3+0/-0.3以内
変形しやすく、寸法公差がとても厳しい製品となります。
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
大角拓也
📩infoh@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

SKH51を使用した金型用部品のパンチです。
カラーの側面にローレット綾目加工を施す用途で使用されます。
製品についての詳細は、ぜひ関連ページからご参照ください。
大貫工業所では、金型の部品製作はもちろん金型の製作も承っております。
お困りの点がございましたら気軽にお問い合わせください。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
大角拓也 / 和田美羽
📩infoh@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

本製品は、板厚1.6mmのC1100を使用しております。
初期形状から製品形状になるまで、切削加工を行っておりません!
【形状寸法】:9 x 9 x t3.4
【公差】:±0.1
【プレス加工後工程】→Niめっき
【使用用途】→一般民生・産業機器から自動車・電装用用途等、幅広い分野のニーズに対応したパワーダイオード
⁂ これらの寸法・形状精度は、三次元測定機(CMM)や非接触式レーザー測定器を用いた工程内検査および最終検査によって保証され、製品の機能性と信頼性を確保しています。
長年の経験と確かな技術力で、お客様のニーズに寄り添ったものづくりをお手伝いさせていただきます!お気軽にご連絡ください!!!
※お問い合わせは下記までお願いいたします。
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
株式会社 大貫工業所
営業・生産管理部
大角拓也
📩info@ohnuki.co.jp
📞0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ



