Language: 日本語 | English
Language: 日本語 | English

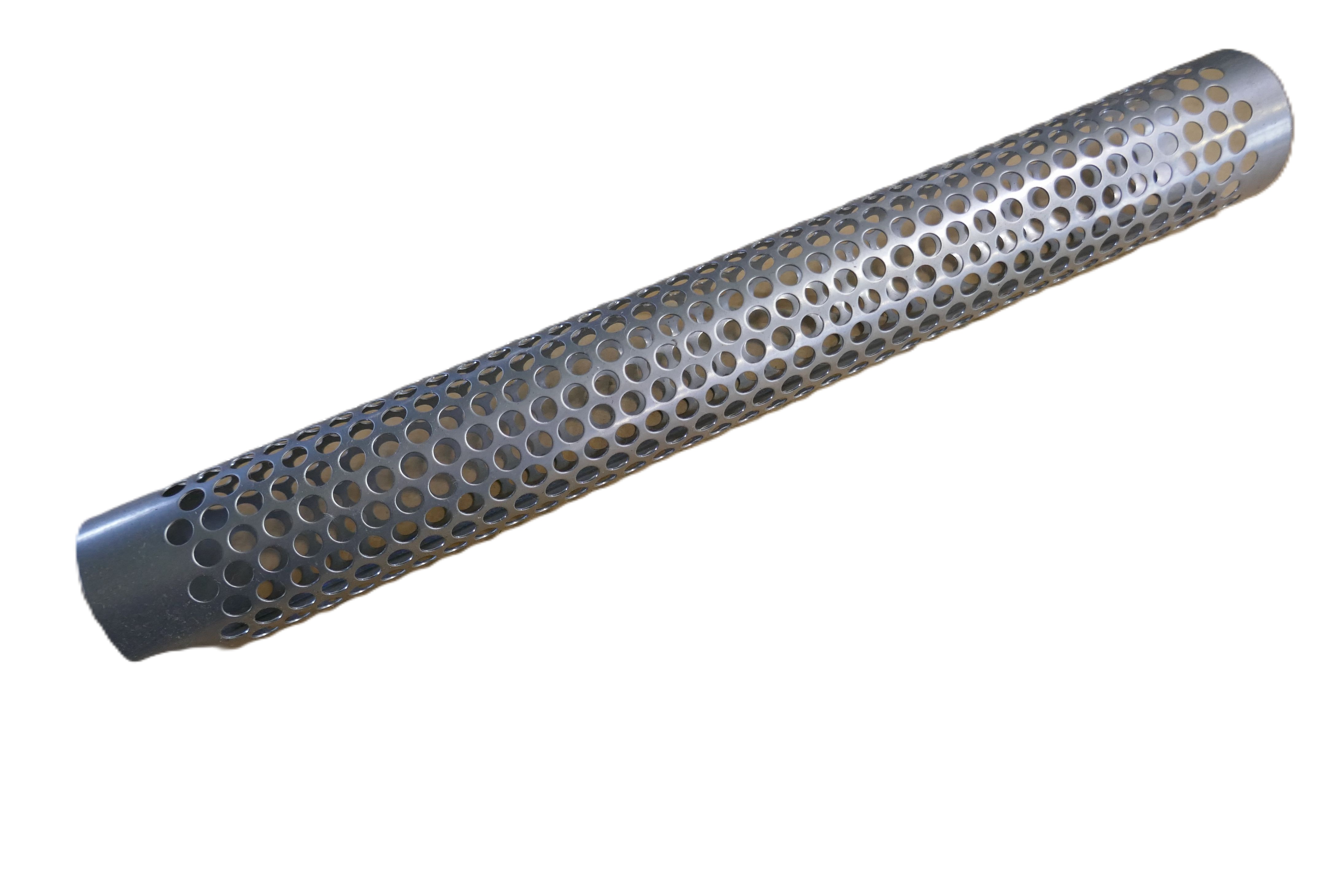
板材の材質やサイズ、形状を変えることで
ご要望通りのパイプを作ることが可能なのが弊社の板巻きパイプ。
板厚0.5t~2.0tの範囲で規格として市場に流通していないサイズや
材質、仕様のパイプを試作1点から月産数万本単位の量産まで承っています。
部材メーカーとして、弊社の板巻きパイプは食品工業、環境、工業機械、通信施設、照明、農機、化学・物理学などの分野に一般部品を供給。
ならびに二輪、四輪自動車の吸排気関連部品用に製品を供給しています。
ハラサワの板巻鋼管は、規格に無いサイズを製作できる上に、用途を問いません。
こちらは家庭用浴槽に使用できる、湯沸しヒーターの外装部品です。
「板巻鋼管」という言葉だけ聞きますと普段の生活とは関係ないもの、と思いがちです。しかしこちらの製品はとても身近に感じられる製品です。
家庭内でも使えるように、こちらの製品はバリが内側に入っているためパンチング部分は素手で触れても問題ありません。通常ですと、パンチングパイプはバリを内側にするようにして製造していますが、逆に内部に別の部品を入れて使いたい場合はバリを外側にして製造も出来ます。この状態なら内部がスムーズになります。
任意寸法、特殊仕様、金属パイプの製作お問い合わせはハラサワまで!

ラシヒリング(ラッシリング)を希望のサイズ・数量、短納期でご提供いたします。
ラシヒリングとは充填式蒸留塔に使用される不規則充填物です。同じ目的で使われる、長さと半径が同程度の筒状の形状のもの充填物全般が、ラシヒリングと総称されています。材料は多様で、セラミック、金属、ガラス、プラスチック、カーボンなどがありますが、当社のラシヒリングは 【ステンレス(SUS)】 素材です。
当社は規格にない径、長さ、板厚、素材の規格外パイプをオリジナルで作る全国でも唯一の専業メーカーです。そのパイプ作りのノウハウを活かして、短冊状の金属板を円形に丸めることでリング状にし、ラシヒリングを製造します。
φ25×t0.6×25L(0.009kg) φ38×t0.6×38L(0.021kg) など近いサイズであれば製造でき、数百から数万単位まで対応可能です。大量には必要ないが… というご要望にもお応えします。また、Nヘキサンやシンナーといった、所有している溶剤での表面脱脂処理も行います。
都内に所在しておりますので、首都圏内であれば所有トラックで納入いたします。

マフラー部品の端は触ったらケガをする?
パイプ端をカール加工すれば、触れてもケガをしません。
鋼管類の端は、薄い板から加工されていることが多いため、鋭利に出来ています。
不用意に触れてしまえばケガをしかねないですし、特に一般の方々が触れる所であれば余計に危険です。
しかし、このカール加工を行えば、パイプ端が丸くなるため触れてもケガをすることはありません。カール加工はビニールを付けたまま加工いたしますので、カール部分のキズは最小限に抑えられます。特に、自動車のカスタムパーツ排気部分に使用されております。
φ80前後から対応可能ですが、カール加工の金型の大きさに依存するため、対応できない径や板厚もございますので一度ご相談ください。板厚はt0.6、t0.8が多くなっております。
素材はステンレスやチタンで対応しております。

端まで溶接されたパイプで、強度を上げられます。
ハラサワで製作するパイプは、端の部分に溶接されない箇所が発生します。多くの場合はこの仕様で問題ないのですが、後で拡管など追加工が必要な場合や、見た目をより重視したいお客様もいらっしゃいます。それらの場合に対応できるのが、全溶接パイプです。
溶接可能全長を少し伸ばすため、一旦タブ(ミミとも呼ばれます)を設置し、溶接後この部分を切り落とすことで溶接されない箇所を無くすことが出来ます。これによって強度が上がるため、パイプの端に力がかかっても裂ける心配を大幅に減らすことできます。
ただ、通常の板から製作するよりも多くの工程を必要とするため、単価や納期に影響が発生します。もしご注文をされる場合はご留意ください。また、板厚t2.0や径が大きい場合などは所有金型の都合上、製作出来ない場合がございます。
ステンレス、チタン、普通鋼(SPCC)といった、ハラサワで溶接加工ができるもの素材なら対応できますので、お気軽にお問い合わせください。

二つの径の違うパイプを繋ぐのに拡管パイプが使われることがあります。
拡管パイプとは、専用の治具や油圧を用いて、パイプの端部または特定箇所の径を元のサイズよりも大きく広げる加工を施した製品です。ハラサワではプレス機を利用した専用の治具で製作しております。
主な特徴とメリットとしては…
✅コスト削減: 別途継手(カップリング)を用意する必要がなく、部品点数の削減と軽量化に貢献します。
✅流体抵抗の軽減: 段差を抑えた設計が可能なため、内部を流れる液体や気体の圧力損失を抑制できます。
ハラサワの場合、自動車やバイクの排気部分の部品として使われることが多いです。ただ、拡げられる径には限りがあるため、一度ご相談ください。
拡管パイプは見た目はシンプルですが、自動車の排気システムから建材、空調設備まで、配管構造の簡素化と高性能化を支える重要な技術です。

パイプを溶接で作る場合、裏面に境目が残ったまま溶接してしまうとパイプの強度が落ちる場合があります。そこで、強度を上げる裏波溶接(うらなみようせつ)があります。これは、突き合わせたパイプの外面から溶接する際、熱と溶融金属を裏側まで到達させ、内側(裏面)にビードを発生させた状態となります。方法により、パイプの継ぎ目を内側・外側の両面で完全に一体化させ、継手部分が母材パイプと同じ程度で高い強度を確保することを可能にします。
✅採用される分野とメリット
裏波溶接はパイプ内部の強度はもちろん、清浄性や流体の安全性が求められる分野で必要とされます。
🔷食品・飲料プラント
🔷製薬・医療設備
🔷化学プラント(特に高純度ガスや特殊化学品)
🔷原子力・火力発電設備
特に以上の分野で多用され、ハラサワが納入することの多い自動車やバイクの分野でも強度が求められるため必要です。裏波溶接の特徴は、パイプ内面に段差や隙間がない点にあります。通常の外面からの溶接では、内面にわずかな凹凸ができやすく、液溜まり(デッドスペース)が発生することがあります。流体がスムーズに流れず、滞留することで細菌の増殖や腐食の原因となることもあります。また、その部分には応力が集中し、 継手部に鋭利な角ができることで、熱膨張や振動による負荷がかかった際に、亀裂発生の起点(応力集中点)となりやすい傾向があります。
裏波溶接は、裏面ビードを滑らかに、かつ均一に形成することでこれらの問題点を解消し、配管の耐食性と長期間の信頼性を向上させます。
🛠️ 施工方法と高い技術が要求される理由
裏波溶接は、主にハラサワでも使用しているTIG溶接(Tungsten Inert Gas:ティグ溶接)を用いて行われます。これは、溶接電流、アーク長、トーチ操作を微妙なコントロールが可能なため、薄板やパイプの溶接に適しているためです。
裏波溶接において、最も重要かつ必須の工程が「バックシールド」です。 溶接金属が高温で溶けている間、パイプ内側の溶融部が空気中の酸素に触れると、酸化してスケール(酸化皮膜)やブローホール(気泡)が発生し、品質が悪くなります。これを防ぐために、パイプの内部空間全体にアルゴンガスなどの不活性ガスを充填し、溶接中の裏面を大気から遮断する必要があります。このバックシールドの管理が不十分だと、裏波溶接の目的である高品質な内面が得られません。
ハラサワの溶接技術者は、母材の熱膨張を予測しつつ、溶接電流、溶接速度を適切に調整し、裏面に理想的なビード(高さ0.2mm〜1mm程度で、凹凸やアンダーカットのない均一な形状)を全周にわたって途切れなく形成します。これらの技術により、強度のある内面を形成することが可能です。

🟡別名「追い抜き加工」とも呼ばれるこの加工は、ピアス位置を重ねてショットしていくことで任意の形に金属板を打ち抜くものです。四角形の金属板もこの加工を行なえば、希望の外径で円盤プレートが取れたり、ぴったりな加工金型が無くてもスリットや丸穴を施したりすることができるのです。
🟪弊社でニブリング加工を行う場合、使用可能な最小金型はφ6です。円盤状に打ち抜く際の最小径はφ24ほどとなります。使用金型と加工後の直径は4倍の関係になっているのです。また、加工面やバリに配慮するために、ピッチを工夫する必要があります。式は、ステンレスですと、[適正加工ピッチ]≧板厚×2 です。
🟪さて、このニブリング加工で最も注意すべき点はどこかと申しますと、ずばりバリです。ニブリングはその加工方法の特性上、打ち抜き後の断面がかなり凸凹しており、バリもかなり立ちやすいものとなっています。画像のニブリング跡をご参照ください。このように、ショットするときにピッチ分わずかにズラして徐々に打ち抜いていくため、パンチ金型がわずかに逃げることもありダイ金型と併せて摩耗しやすくもあるのです。
🔵コスト面では、タレパンの金型は上下セットで3万円から、特殊形状で9万円ほどしますし、摩耗を考えると再研磨費用のことも考慮しなくてはなりませんね。つまり、凸凹を回避すべく希望径の金型に初期投資したとしても回収はなかなか難しいのです。「試作だから必要なのは数枚だけなんだよなぁ…」といった際には、少々バリの削り作業は必要になってしまいますが、ニブリング加工にて製作するのがコスト的におすすめと言えるでしょう。
🔵円盤プレートやテーパー形状、配管穴隠し用、鋼板の一部に模様として、などなど。さまざまな用途に活用できるニブリング加工について今回ご紹介いたしました。さらに、弊社は板巻きパイプを専門としていますから、プレートに合わせたパイプを製作したり、そのまま組み付け溶接まで行うことも可能です。弊社内で完結できますので、短納期にも適しております。ご入用の際はハラサワまでぜひお声がけください。



